Основные операции ковки и применяемый инструмент
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом. К основным операциям ковки относятся осадка, протяжка, прошивка, отрубка, гибка. Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения (рис. 15, а). Осадкой не рекомендуется деформировать заготовки, у которых отношение высоты к диаметру больше 2,5, так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки бойками или подкладными плитами. Разновидностью осадки является высадка (рис. 15, б), при которой металл осаживают лишь на части длины заготовки. Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения (рис. 16, а). Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Чем меньше подача при каждом нажатии, тем интенсивнее удлинение. Однако при слишком малой подаче могут получиться сжимы (рис. 16, б).
Протягивать можно плоскими (рис. 16, а) и вырезными (рис 16, в) бойками. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при протяжке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырех сторон к осевой лини заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. Протяжка имеет ряд разновидностей.
|
|
|

| Рис. 15 Схемы осадки (а) и высадки (б) | ||
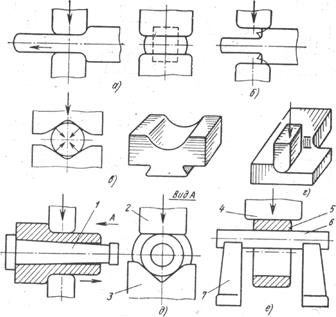
| Рис. 16. Схема протяжки и ее разновидностей | ||
Разгонка – операция увеличения ширины части заготовки за счет уменьшения ее толщины (рис. 16, г).
Протяжка с оправкой – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок (рис. 16, д). Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2 на слегка конической оправке 1. Протягивают в одном направлении – к расширяющемуся концу оправки, что облегчает ее удаление из поковки.
Раскатка на оправке – операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис. 16, е). Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку поворачивают относительно оправки.
|
|
|
Протяжку с оправкой и раскатку на оправке часто применяют совместно. Вначале раскаткой уничтожают бочкообразность предварительно осаженной и прошитой заготовки и доводят ее внутренний диаметр до требуемых размеров. Затем протяжкой с оправкой уменьшают толщину стенок и увеличивают до заданных размеров длину поковки.
Прошивка – операция получения полостей в заготовке за счет вытеснения металла. Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни сплошные и пустотелые; последними прошивают отверстия большого диаметра (400—900 мм).
Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента – топора. Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т. п. Инструмент для отрубки – топоры различной формы.
Гибка – операция придания заготовке изогнутой формы по заданному контуру. Этой операцией получают угольники, скобы, крючки, кронштейны и т. п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого по заданному углу изгиба подбирают соответствующий радиус скругления.
|
|
|
Перечисленными операциями ковки трудно изготовить поковки с относительно сложной конфигурацией. Поэтому при изготовлении небольшой партии таких поковок применяют так называемую штамповку в подкладных штампах. Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельного участка. В подкладных штампах можно изготовлять головки гаечных ключей, головки болтов, диски со ступицей, втулки с буртом и другие поковки.
Дата добавления: 2015-12-17; просмотров: 20; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!