Конструктивно-технологический анализ сборочной единицы.
1.1 Описание конструкции сборочной единицы.
Описание конструкции производится на основании изучения чертежей и матмоделей сборочной единицы, технических условий на ее сборку. При описании необходимо выделить следующие моменты:
· назначение сборочной единицы;
· местоположение ее в летательном аппарате;
· форма сборочной единицы;
· требование к точности, соблюдение формы, волнистости и шероховатости поверхности объекта сборки;
· требования к герметичности и прочности;
· конструкция стыка с другими агрегатами;
· форма входящих деталей;
· материалы, из которых изготовлены детали, и требование по точности к ним;
· способы соединения деталей;
· степень стандартизации и нормализации.
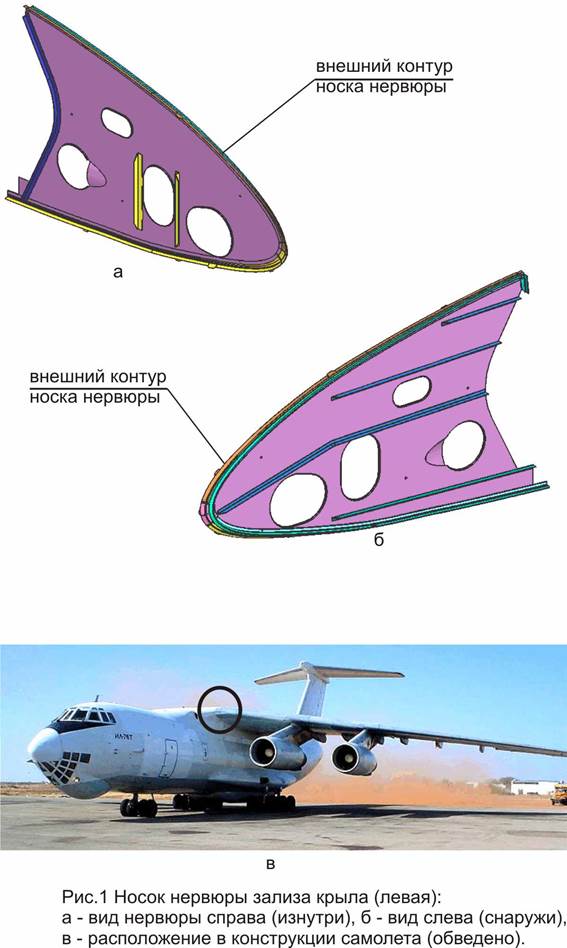
Рассмотрим описание сборочной единицы носка нервюры зализа крыла грузового самолета (рис.1 а, б). Носок нервюры расположен в передней части зализа крыла (рис. 1 в).
Внешний контур носка нервюры выходит на аэродинамический контур. Носок является частью силовой конструкции самолета, воспринимает аэродинамическую и инерционную нагрузку, а так же усилия сопряженных с ним агрегатов.
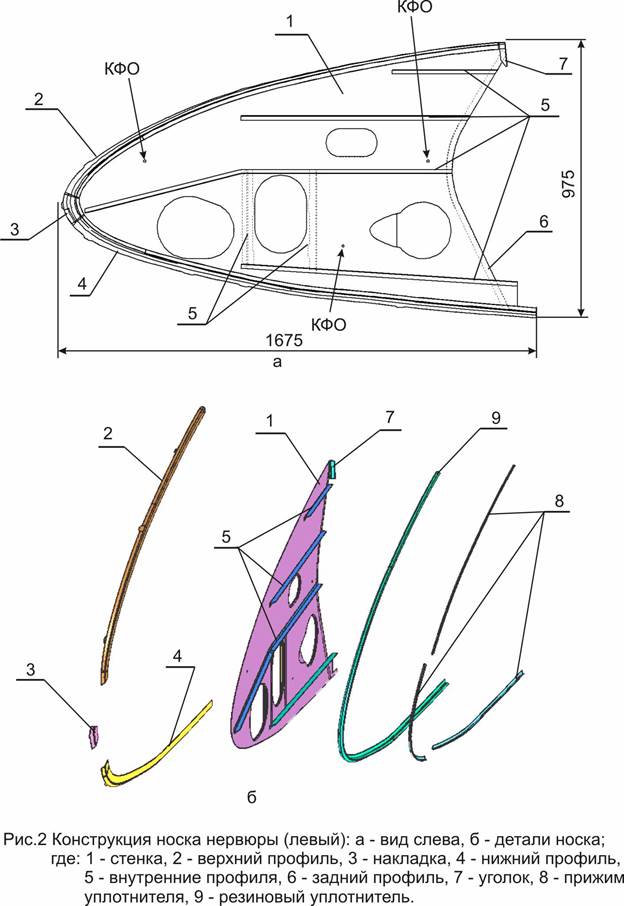
Конструкция носка нервюры (рис.2) состоит из стенки 1 подкрепленной профилями 2-7. На стенку устанавливается резиновый уплотнитель 9 прижатый к плоскости стенки профилями 8. Уплотнитель служит для лучшего прилегания съемной части обшивки к носку нервюры зализа.
В стенке поз.1 выполнены три координатно-фиксирующих отверстия (КФО). Их положение задается на этапе проектирования конструкции носка нервюры.
Профиля 2-4, 8 и уплотнитель 9 выходят на аэродинамический контур зализа крыла.
Требования по точности, предъявляемые к данному узлу, определяются в первую очередь тем, что стенки профилей 2-4 выходят на аэродинамическую поверхность обшивки, а так же тем, что носок нервюры является силовой частью конструкции самолета.
Детали, входящие в сборочную единицу, выполнены из листовых или профильных заготовок. Материал легко деформируемый и обрабатываемый, точность к входящим деталям невысока.
Детали носка нервюры соединены заклепками двухсторонней клепки. Сварных, клееных и других видов соединения деталей нет.
1.2. Оценка технологичности конструкции.
Под технологичностью конструкции следует понимать сложный комплекс свойств изделия, обеспечивающий его производство и эксплуатацию с наименьшими для данных условий и времени затратами овеществленного и живого труда.
Технологичность определяют по ряду показателей, которые зависят от вида изделия, специфики и сложности конструкции, объема выпуска, типа производства и т.д.
Таким образом, показатели технологичности для каждой конструкции могут быть своими. В то же время ГОСТ 14.203-73 устанавливает ряд общих требований, предъявляемых с точки зрения технологичности к сборочным единицам и входящих в них деталям.
В курсовом проекте для оценки технологичности конструкции следует сопоставить характеристики собираемого изделия с общими требованиями, изложенными в ГОСТ 14.203-73.
Приведем основные требования к изделию с позиций техпроцессов сборки.
Требования к составу изделия.
1. Сборочная единица должна расчленяться на рациональное число составных частей.
2. Конструкция сборочной единицы должна обеспечивать возможность компоновки из стандартных и унифицированных частей.
3. Сборка изделия не должна обуславливать применения сложного технологического оснащения.
4. Виды используемых соединений, их конструкция и месторасположение должны соответствовать требованиям механизации и автоматизации сборочных работ.
5. В конструкции сборочной единицы и ее составных частей, имеющих массу более 16 кг, должны предусматриваться конструктивные элементы для удобного захвата грузоподъемными средствами, используемыми в процессе сборки, разборки и транспортирования.
6. Конструкция сборочной единицы должна предусматривать базовую составную часть, которая является основой для расположения остальных частей.
7. Компоновка конструкции сборочной единицы должна позволять производить сборку при неизменном базировании составных частей.
8. В конструкции базовой составной части необходимо предусматривать возможность использования конструкторских баз в качестве технологических и измерительных.
9. Компоновка сборочной единицы должна обеспечивать общую сборку без промежуточной разборки и повторной сборки составных частей.
10. Компоновка составных частей сборочной единицы должна обеспечивать удобный доступ к местам, требующим контроля, регулировки и проведения других работ.
Требования к конструкции соединений составных частей
1. Количество поверхностей и мест соединения составных частей в общем случае должно быть наименьшим.
2. Места соединений составных частей должны быть доступны для механизации сборочных работ и контроля качества соединений.
3. Соединение составных частей не должно требовать сложной и необоснованно точной обработки сопрягаемых поверхностей.
4. Конструкции соединений составных частей не должны требовать дополнительной обработки в процессе сборки.
Требования к точности и методу сборки
1. Точность расположения составных частей должна быть обоснована и взаимосвязана с точностью изготовления составных частей.
2. Выбор метода сборки для данного объема выпуска и типа производства должен проводиться на основании расчета и анализа размерных цепей.
3. При выборе метода сборки следует учитывать трудоемкость сборочных работ и затраты на изготовление составных частей с точностью необходимой для данного метода сборки. При этом методы сборки располагаются по убывающей производительности труда сборочных работ в следующем порядке:
· сборка с полной взаимозаменяемостью;
· сборка с неполной взаимозаменяемостью;
· сборка с групповой взаимозаменяемостью;
· сборка с регулировкой компенсаторами;
· сборка с пригонкой.
4. В конструкции должны предусматриваться устройства, обеспечивающие заданную точность относительно расположения составных частей (центрирующие, фиксирующие, компенсирующие и др.)
Для оценки технологичности деталей, входящих в конструкцию можно выделить следующие основные требования (ГОСТ 14.204-73):
1. Конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом.
2. Детали должны изготавливаться из стандартных или унифицированных заготовок.
3. Размеры и поверхности детали должны иметь оптимальную точность и шероховатость соответственно (экономически и конструктивно обоснованные).
4. Показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки контроля
5. Конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления
Оценивая технологичность конструкции носка нервюры (рис.1, рис.2) и учитывая требования ГОСТа, можно отметить следующее:
1. В собираемой конструкции, кроме деталей крепежа, стандартных и унифицированных частей нет.
2. Сборка изделия требует применения стапеля, т.е. сложного технологического оснащения.
3. При сборке приборного отсека можно использовать средства механизации и автоматизации образования клепаных швов, поскольку часть швов расположена по прямым линиям. Шаг между заклепками постоянный, доступ к соединяемым деталям двухсторонний. Такие швы можно получить с помощью автоматического прессового оборудования.
4. Детали, входящие в состав сборочной единицы, имеют незначительный вес, поэтому отпадает необходимость в специальных конструктивных элементах для захвата грузоподъемными средствами.
5. Конструкция тонкостенная, состоит из нежестких деталей, поэтому в качестве баз при сборке используются базовые поверхности приспособления.
6. Рассматриваемую конструкцию можно собирать при неизменном базировании составных частей.
7. Носок нервюры можно собрать без промежуточных разборок.
8. Компоновка конструкции обеспечивает доступ ко всем местам, требующим контроля и проведения других работ.
9. Места соединения деталей отвечает требованиям минимума соединительных швов.
10. Соединение деталей не требует точной обработки, так как в рассматриваемой конструкции используются принципы компенсации.
11. Точность, указанную в технических условиях на собираемый носок нервюры, можно обеспечить только при сборке в приспособлении
12. В конструкции не предусмотрено устройство, обеспечивающее заданную точность относительно расположения составных частей, эта точность обеспечивается за счет фиксаторов приспособления.
13. Детали сборочной единицы изготовлены из стандартных профилей и листа.
14. Сборочная единица не содержит деталей, для изготовления которых необходимо использовать нестандартные технологические процессы.
Необходимо отметить, что не на все пункты требований по технологичности можно сразу дать исчерпывающий ответ. Окончательное заключение по технологичности дается после выполнения всех остальных разделов курсового проекта.
В целом же можно сказать, что рассматриваемая конструкция весьма технологична.
1.2. Разработка технических условий на изготовление сборочной единицы
Технические условия на агрегаты составляются, как правило, конструктором, его спроектировавшим.
Обычно технические условия на сборочную единицу включают:
· требуемую точность изготовления и увязки;
· предельные отклонения размеров, форм и положения поверхностей;
· степень сборочной законченности;
· требования контроля;
· технологические приемы для получения заданного взаимного расположения деталей и узлов и требуемого их количества;
· указания по оформлению реперных точек и знаков, надписей на сборочной единице;
· указания по нанесению покрытий;
· данные заносимые в паспорт изделия и т.д.
Дата добавления: 2016-01-05; просмотров: 28; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!