Основные операции ковки и применяемый инструмент
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом. К основным операциям ковки относятся осадка, протяжка, прошивка, отрубка, гибка.
Горячая объёмная штамповка
Горячая объёмная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический.
По сравнению с ковкой штамповка имеет ряд преимуществ:
· можно получать поковки сложной конфигурации без напусков;
· допуски на штампованную поковку в 3 – 4 раза меньше, чем на кованную, вследствие этого сокращается объём последующей обработки резанием;
· производительность штамповки выше. В тоже время имеется ряд недостатков:
· штамп – дорогостоящий инструмент и пригоден только для изготовления какой-то одной, конкретной поковки;
· для объёмной штамповки поковок требуется большие усилия деформирования, чем для ковки таких же поковок.
Поковки массой в несколько сот килограммов для штамповки считаются крупными. В основном штампуют поковки массой 20 – 30 кг и только в отдельных случаях – массой до 3 т.
|
|
|
Горячей объёмной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолётов, железнодорожных вагонов, станков и т. д.
Способы горячей объёмной штамповки
Наличие большого разнообразия форм и размеров штампованных поковок, а также сплавов, из которых их штампуют, обуславливает существования различных способов штамповки. Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки.
В зависимости от типа штампа выделяют:
· штамповка в открытых штампах (предусмотрено заусенечная канавка, облой) рис. 27, а.
· штамповка в закрытых штампах рис. 27, б.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объёмов заготовки и поковки. Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла, поскольку нет отхода в заусенец. Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец.
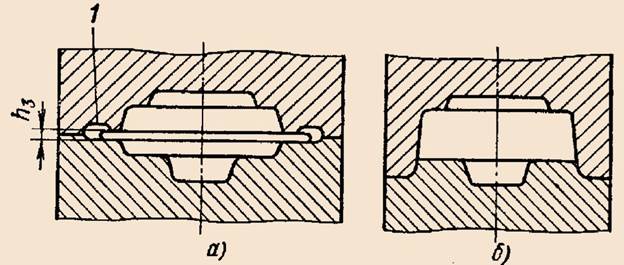 Рис. 27. Схемы штамповки в открытых и закрытых штампах: 1 – заусенечная канавка
Рис. 27. Схемы штамповки в открытых и закрытых штампах: 1 – заусенечная канавка
Дата добавления: 2022-07-02; просмотров: 29; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!