Выбор типа приспособления и описание принципа его
Работы
При фрезеровании двух шпоночных пазов целесообразно использовать универсальную делительную головку УДГ Д-160 в сборе с трех кулачковым самоцентрирующимся патроном.
Делительная головка — горизонтальное станочное приспособление, является важной принадлежностью фрезерных и координатно-расточных станков. Применяется для периодического поворота заготовки (деление) на равные или неравные углы, например при нарезании зубьев, фрезерования многогранников, впадин между зубьями колёс, канавок режущих инструментов; для более точного перемещения стола и т. п., а также для беспрерывного вращения заготовки согласованно с продольной (осевой) подачей. Заготовки закрепляются в патроне, длинные — с упором центра задней бабки и использованием люнета.
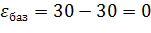
Расчет и принцип работы будет описан для трех кулачкового самоцентрирующегося патрона (рис 4.).В корпусе патрона размещены тяга, рычаги, ползуны, кулачки, пружины. Кулачки крепятся к ползунам винтами. Крышка прикрепляется к корпусу винтами.
При включении пневматического привода тяга начинает перемещаться внутри корпуса влево и, воздействуя на рычаги, поворачивает их на осях. В свою очередь, рычаги через квадратные окна в ползунах перемещают ползуны с установленными на них сменными кулачками до соприкосновения их с обрабатываемой деталью и закрепления ее.

Рисунок 4 –Приспособление
|
|
|
СПЕЦИАЛЬНЫЙ РАЗДЕЛ.
Расчет погрешности базирования
При установке детали в трех кулачковый патрон необходимо выполнить расчеты на предмет погрешности базирования.
Погрешность базирования – погрешность, вызванная не совпадением баз (технологической и измерительной). При закреплении детали в трех кулачковом патроне все базы совпадают, а значит погрешность базирования равна нулю, что соответствует требованиям.
 (1)
(1)
Где  - погрешность базирования
- погрешность базирования
 - погрешность технологической базы и равна 30 [4; 122с; табл.3];
- погрешность технологической базы и равна 30 [4; 122с; табл.3];
 - погрешность измерительной базы и равна 30 [4; 122с; табл.4];
- погрешность измерительной базы и равна 30 [4; 122с; табл.4];
Подставим значения в формулу (1):
Разработка схемы силового замыкания заготовки в
Приспособлении
Для операции фрезерование шпоночных пазов в качестве приспособления лучше использовать пневматический трех кулачковый патрон, который относится к первой группе зажимных устройств, в связи с меньшей затратой времени, опираясь на литературные источники [1; 243с.], [2; 104с.], [3; 98с.], [4; 165с.], [9; 187с.].
|
|
|
Рисунок 5 – схема силового замыкания заготовки в приспособлении
Расчет сил резания, крутящего момента для заданной
Технологической операции
Требуется фрезеровать два шпоночных паза в глубину 4 мм, шириной 6мм и длиной 15 мм, твердость HRC 24, предел прочности  = 600 МПа.
= 600 МПа.
Выбор фрезы
«Фреза шпоночная Р6М5 D62234-0355» диаметр D равен 6 мм, число зубьев Z фрезы равно 4 ГОСТ 9140-78
Глубина резания t определяется по диаметру фрезы и равна 3 мм
Подача на зуб фрезы S определяется по таблице и равна 0,02 мм/зуб [10; 233с; табл.12];
Период стойкости фрезы Т определяется по таблице и равен 60 мин [10; 279с; табл.30];
Определение расчетной скорости резания:
 (2)
(2)
где Z - число зубьев фрезы;
Сv - (12) коэффициент, характеризующий материал заготовки и фрезы [10; 276с; табл.28];
Т - стойкость инструмента, мин;
S - подача на зуб, мм/зуб;
B - (3) ширина фрезерования, мм;
q, y, x, u, m, p - показатели степени [10; 276с; табл.28];
t - глубина резания, мм;
Kv - общий поправочный коэффициент на изменённые условия обработки.
Подставим значения в формулу (2):

Общий поправочный коэффициент:
 (3)
(3)
|
|
|
где  - (0,77) коэффициент, учитывающий физико-механические свойства обрабатываемого материала [10; 261с; табл.1-4];
- (0,77) коэффициент, учитывающий физико-механические свойства обрабатываемого материала [10; 261с; табл.1-4];
 - (1) коэффициент, учитывающий инструментальный материал [10; 263с; табл.2-6];
- (1) коэффициент, учитывающий инструментальный материал [10; 263с; табл.2-6];
 - (1) коэффициент, учитывающий состояние поверхностного слоя заготовки [10; 280с; табл.4-3].
- (1) коэффициент, учитывающий состояние поверхностного слоя заготовки [10; 280с; табл.4-3].
Подставим значения в формулу (3):

Определение расчетной частоты вращения шпинделя станка:
 (4)
(4)
гдеV - скорость резания, мм/мин;
D - наружный диаметр фрезы, мм.
Подставим значения в формулу (4):

Фактическая частота вращения шпинделя nф определяется по паспортным данным станка и равна 200 об/мин
Определение фактической скорости резания:
 (5)
(5)
где D - наружный диаметр фрезы, мм;
nф - фактическая частота вращения шпинделя, об/мин.
Подставим значения в формулу (5):

Определение минутной подачи:
 (6)
(6)
где S - подача на зуб, мм/зуб;
|
|
|
Z - число зубьев фрезы;
nф - фактическая частота вращения шпинделя, об/мин.
Подставим значения в формулу (6):

Определение фактической подачи на зуб:
 (7)
(7)
где Z - число зубьев фрезы;
Sm - минутная подача, мм/мин;
nф - фактическая частота вращения шпинделя, об/мин.
Подставим значения в формулу (7):
Определение силы резания при фрезеровании шпоночного паза:
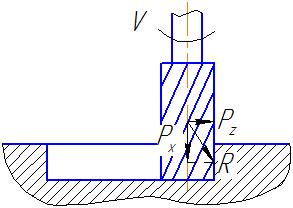
Рисунок 5 - Схема составляющих силы резания
 (8)
(8)
где Cp - коэффициент, характеризующий обрабатываемый материал и другие условия [10; 276с; табл.28];
Z - число зубьев фрезы;
t - глубина резания, мм;
S - подача на зуб, мм/зуб;
B - ширина фрезерования, мм;
q, y, x, u, m, p - показатели степени;
D - наружный диаметр фрезы, мм;
nф - фактическая частота вращения шпинделя, об/мин;
Kp - общий поправочный коэффициент. [10; 251с; табл.21];
Подставим значения в формулу (8):

Общий поправочный коэффициент:
 (9)
(9)
где Kмр - (1) коэффициент, учитывающий свойства материала обрабатываемой заготовки [10; 386с; табл.17];
Kvр - (1) коэффициент, учитывающий скорость резания [10; 386с; табл.17];
Kgр – (1) коэффициент, учитывающий величину переднего угла [10; 386с; табл.17]
Подставим значения в формулу (9):
Определение мощности, затрачиваемой на резание:
 (10)
(10)
где Pz- сила резания, Н;
Vф - фактическая скорость резания, мм/мин.
Подставим значения в формулу (10):

Проверяется условие возможности обработки
Необходимо, чтобы:
 (11)
(11)
 (12)
(12)
Подставим значение в формулы (11), (12):


Условие выполнено для станка 6Р13.
Дата добавления: 2022-06-11; просмотров: 76; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!