Технология производства стали ШX-15 в условиях электросталеплавильного цеха ЧерМК ОАО «Северсталь»
Технологическая схема производства стали в электросталеплавильном цехе на ЧерМК ОАО «Северсталь» изображена на рисунке 4.
| Шахтная печь |
| УПК |
| МНЛЗ |
| УВС |
Рисунок 4 - Технологическая схема производства стали
Для производства стали, определенной марки существуют специальные маршрутная и операционные карты. Они определяют порядок и правила технологического процесса.
Маршрутная карта по производству сортового проката из стали
ШX-15 на стане 150 СПЦ:
1. Параметры готовой продукции.
1.1. Стандарт на марку стали - (ГОСТ 801-78).
1.2. Марка стали ШХ15.
1.3. Группа марки стали - конструкционная легированная подшипниковая.
1.4. Химический состав стали преведен в таблице 3.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 28 |
| ДП-150101-61313111-51 |
| Марка стали | Массовая доля химических элементов, % | |||||||
| С | Si | Мл | Р | S | Сг | Ni | Си | |
| ШX15 | 0,95- 1.05 | 0,17- 0,37 | 0,20- 0,40 | max 0,027 | max 0,020 | 1,30- 1.65 | max 0,30 | max 0,25 |
1.5. Стандарт на продукцию - ТУ 14-105-703-02.
1.6. Наименование продукции катанка, круг в мотках,
1.7. Назначение продукции для холодной калибровки и горячей штамповки
1.8. Состояние материала ускоренно охлажденное (двухстадийное).
1.9. Размеры диаметр катанки 8. 9мм (диаметр 6,5мм с согласованием условий поставки; диаметр круглого проката в мотках 10, II, 12, 13 мм.
1.10. Точность изготовления ГОСТ 2590-88, (В) обычная точность прокатки.
2. Технологические операции производства стали ШХ15 в ЭСПЦ приведены в таблице 4.
Таблица 4 - Технологические операции
| Технологическая операция | Операционная карта |
| Выплавка стали | ОК 105-7-01 00 5 |
| Внепечная обработка | ОК 105-7-02 00.5 |
| Разливка на МНЛЗ квадрат 150 мм | ОК 105-7-03.03.2 |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 29 |
| ДП-150101-61313111-51 |
Чтобы получить сталь, чистую от вредных примесей, необходимо контролировать качество шихтовых и добавочных материалов, подаваемых в электропечь
Основной составляющей шихты (70-80%) электроплавки является стальной лом. Лом не должен содержать цветных металлов и должен иметь минимальное количество никеля и меди, желательно, чтобы содержание фосфора в ломе не превышало 0,05%. При более высоком содержании фосфора продолжительность плавки возрастает. Лом не должен быть сильно окисленным (ржавым). С ржавчиной (гидратом окиси железа) вносится в металл много водорода.
Предварительный прогрев металлошихты и ферросплавов снижает содержание в ней влаги, а значит и водорода.
Особое внимание необходимо уделять контролю состава извести. Основная составляющая извести СаО взаимодействует с содержащейся в воздухе влагой СаО +H2O= CaO(OH)2. Содержание влаги в извести начинает заметно возрастать уже через несколько часов хранения на воздухе. Через сутки хранения обожженную известь нежелательно использовать, так как можно ввести в ванну значительное количество водорода.
Требования к материалам приведены в таблице 5.
Таблица 5
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 30 |
| ДП-150101-61313111-51 |
| Наименование | Характеристика | Расход |
| Стальной лом | - пакеты размером не более 600x600x800 мм. - кусок размером 600x350x250мм, - отходы листопрокатных цехов длиной не более 1,5 м - масса одного куска не должна превышать 0,4 т. | 818,2 - 1000 кг на тонну |
| Чугун жидкий | Si < 1.04, S < 0,054. Р < 0.10% | 350 - 400 кг на тонну |
| Известь | фракция менее 50 мм | 54,5 кг на тонну |
| Доломит | фракция менее 50 мм | 9,1 кг на тонну |
| Кислород | 49,8 м3 на тонну | |
| Азот | 35,5 м3 на тонну | |
| Аргон | 0,5 м3 на тонну | |
| Кокс | Фракция 1÷3 мм | 11 кг на тонну |
Оборудование должно быть определенной мощности и обеспечивать необходимый расход. Технологические показатели оборудования приведены в таблице 6.
Таблица 6 - Технологические показатели оборудования
| Наименование | Технологические показатели |
| 1.Инжектор кислородный | Расход кислорода от 2000-4000 м3/ч. Угол наклона сопла 540 |
| 2.Сводовая фурма | Расхода кислорода от 2000-4000 м3/ч. Фурма трех сопловая, угол наклона сопла 150 |
| 3.Газокислородные горелки | Мощность от 1,5-3,6 МВтч. |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 31 |
| ДП-150101-61313111-51 |
Таблица 7 - Технологические операции
| Наименование | Особенности применения |
| Завалка шихты | После закрытия летки и установки печи в рабочее положение |
| Подвалка | Производится на завалку через шахту |
| Электрорежим | |
| Режим работы газокислородных горелок | |
| Шлаковый режим | |
| Кислородный режим | |
| Выпуск |
Электрический, шлаковый и режим работы газокислородных горелок видны на схеме рисунка 5.
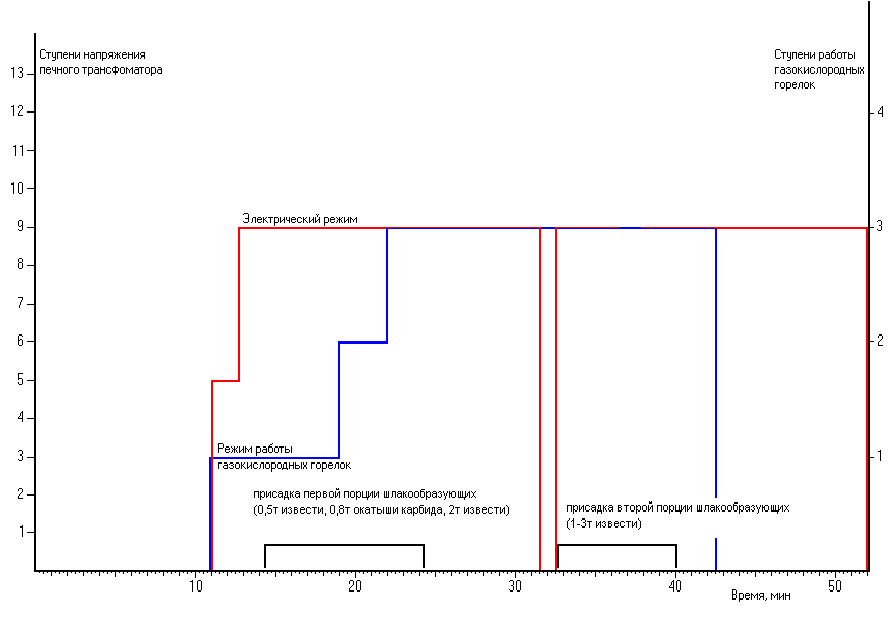
Рисунок 5 - Электрический, шлаковый режимы и режим работы газокислородных горелок
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 32 |
| ДП-150101-61313111-51 |
Таблица 8 - Кислородный режим работы печи
| Технологическая операция | Особенности операции |
| 1 После заливки жидкого чугуна (по отработке 2÷5 МВтч) | Включение кислородных инжекторов с минимальным расходом кислорода (2000 м3/ч на каждый) |
| 2 По обработке 5 МВтч | Включение кислородной фурмы (расход кислорода 2000 м3/ч) |
| 3 По обработке 15÷17 МВтч ( до получения анализа первой пробы) | Расход кислорода на фурму и стеновые инжектора от 6000÷10000 м3/ч |
| 4 Додувка при отключении печи (при необходимости) | Продувку вести верхней фурмой с расходом не более 25000 м3/ч |
Выпуск плавки производится по схеме, приведенной в таблице 9.
Таблица 9 - Показатели выпуска плавки
| Вес выпуска, т | Угол наклона, 0 | Количество и порядок отдачи ферросплавов и шлакообразующих |
| 0÷20 | 3(начало отдачи ферросплавов и шлакообразующих) | Карбид кремния – (не менее 0,4 т) |
| 20÷40 | 4 | Ферросилиций (на нижний предел по кремнию) |
| 40÷60 | 6 | Марганецсодержащие ферросплавы (на нижний предел) |
| 60÷80 | 8 |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 33 |
| ДП-150101-61313111-51 |
| Вес выпуска, т | Угол наклона, 0 | Количество и порядок отдачи ферросплавов и шлакообразующих |
| 80÷100 | 10 | Известь в количестве 1,0-1,2 т |
| Более 100 (при достижении 115 т печь раскантовать) | 12 (конец отдачи ферросплавов и шлакообразующих) |
Примечание:
-алюминий на выпуске не отдавать.
-масса металла в ковше не должна превышать 118 т.
Дата добавления: 2018-02-15; просмотров: 1565; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!