На станке вращение детали выполняется бесступенчато в пределах 63 - 400 об/мин и полученное значение можно установить на станке.
5. Поперечная подача круга 0,013 (табл.28) (средняя 0,011-0,015) Ближайшая подача на станке 0,015 мм/ход стола.
Продольная подача в долях ширины круга (0,7). При ширине круга 63 мм величина продольной подачи
S пр =0,7·63=44,1 мм/об
Скорость продольного хода стола
V ст =(44,1·70)/1000=3,087 м/мин
Скорость продольного хода стола регулируется бесступенчато в пределах 0,1 - 6,0 м/мин. Полученное значение можно установить на станке.
8. Мощность резания при шлифовании методом продольной подачи определяется по эмпирической формуле следующего вида:
N э =С v Vgx · S кр y tz кВт,
где С v =1,4; х=0,75; у=0,70; z =0,85 (табл.32).
При подстановке получаем
N э =1,4·9,960,7544,10,70,0150,85=1,4·5,6.4,1·0,028=3,09 кВт
Потребная мощность в сравнении с данными станка осуществима.
При круглом наружном шлифовании машинное время определяется следующим образом: (при поперечной подаче на двойной ход стола)
Тм =(π· d д· L )/(1000 V д S пр ) i К,
где d д = 45; L = 200; V д = 9,96; S пр = 44,1; I = n / S пп = =0,2/0,013=15,38=16
К- коэффициент, учитывающий износ круга и точность шлифования (1,2-1,4)
Тм =(3,14·45·200·16)/(1000·9,96·44,1)·1,2=1,18 мин
Пример расчета режима резания (протягивание)
Протянуть шесть шлицев по размерам на чертеже. Материал детали
углеродистая сталь 45 (σв=65 кгс/мм). Протяжка из стали Р18, стойкость протяжки Т=240 мин (рис. 6).
Обработка производится на горизонтально-протяжном станке 7А540, имеющем максимальное усилие протягивания Р=40 т, наибольшую длину хода L=2000 мм, мощность станка N=40 кВт и скорость обратного хода Vх=20 м/мин. Скорость рабочего хода 1,5-6,8 м/мин (бесступенчато).
|
|
|
1. Глубина резания h=((D-d)n)/2 мм; h=((40-34)6)/2=18 мм
2. Подача (подъем на зуб) Sz=0,05-0,08 мм (табл.32) Принимаем среднюю величину Sz=0,065 мм
Рис. 6.Протягивание отверстия | 3. Определяем скорость резания по эмпирической формуле [5, с. 248]: V=Cv/Tm∙Szxv), где Cv=7,3; m=0,60; хv=0,75 (табл.33 для стали 45 с σв=61-72 кгс/мм2) При подстановке значений полу- чаем: |

V=7,3/(2400,600,0650,75)=7,3/(26,79·0,128)=2,12 м/мин
4. Определение усилия, необходимого на протягивание.
Усилие резания на один зуб протяжки [5, с.249]:
Рz=Cp · b· n· Szxp=284·10·6·0.0650.85=284·10·6·0.098=1669 кг
Значения Cp=284; xp=0,85 (табл.34)
Усилие резания (общее) на протягивание
Pzобщ=Pz q b Kω Kα Kγ,
где q- число зубьев протяжки, находящихся одновременно в работе q=l/t, где t- шаг зубьев протяжки (ориентировочно можно принять по табл.35 при длине протягивания l=40 мм t=0,25 l=10).
При подстановке в формулу получаем:
Р=1669·10·1·1·1·1=16690 кг
Усилие, развиваемое станком 40 т. Обработка возможна.
5. Мощность, необходимая на резание при протягивании:
Nэ=PV/6120=(16690*2,12)/6120=5,78 кВт
6. Машинное время при работе на протяженных станках [5, с. 246]
Тм=(h·l·n·k)/(1000·V·Sz ·q),
где h- припуск, снимаемый протяжкой за один проход (18 мм)
|
|
|
l - длина протягиваемого отверстия (40 мм);
n - коэффициент, учитывающий длину калибрующей части протяжки
обычно n=1,17-1,25;
к - коэффициент, учитывающий обратный ход станка; для большинства существующих станков к=1,14-1,5;
V - скорость резания (2,12 м/мин);
Sz - подача на зуб (подъем на зуб) (0,065);
q- число зубьев протяжки, находящихся одновременно в работе (q=10)
При подстановке в расчетную формулу получаем:
Тм=(18·40·1,17·1,14)/(1000·2,12·0,065·10)=0,696 мин
7. Штучное время может быть определено по следующей формуле:
Tш=(Тм+Тв) (1+К/100),
где Тм- основное или машинное время обработки детали на станке в мин
Тм=(l+ L1+ L2)/ns∙i,
где l- длина обработки детали в направлении подачи в мм (по чертежу);
L1- длина врезания инструмента в мм; (l1=0,6…5 мм);
L2- длина вывода инструмента в мм; (l2=1…3 мм);
i-число проходов резца;
п - число оборотов детали в минуту;
s - величина подачи резца на один оборот в мм/об.
Вспомогательное время включает затраты рабочего времени на установку и снятие заготовки со станка, установку на стружку, смену инструмента, промеры, приемы управления станком и др. (табл.37).
Вспомогательное время связано с переходом поверхности резец к детали, включить подачу, выключить подачу, отвести резец от детали, выключить вращение шпинделя, промерить обрабатываемую поверхность и т. п. (табл.38,39).
|
|
|
Нормирование времени на техническое и организационное обслужи-
вание, а также и на естественные надобности определяют в зависимости от размера обрабатываемой заготовки (табл.40).
Нормирование подготовительно-заключительного времени устанав-ливается в соответствии с нормами (табл.36).
8. Штучное время
Tш=(2,66+0,22+0,10)(1+4,6/100)=2,99 мин
Здесь 2,66- машинное время;
0,22- вспомогательное время на установку (табл. 37);
0,10- время на переход (табл.38);
4,6%- время на техобслуживание и естественные надобности (табл.40)
9. Мощность резания рассчитывается по формуле
N=PzV/102060,
где Pz- тангенциальная составляющая сила резания
Pz=10Cp∙tx∙Sy∙VnKp,
из табл.8[1, с. 273] Ср=300; х=1,0; у=0,75; п=-0,15
Кр=0,89; Кур=1,0; Кλр=1,0; Кр=0,89∙1,01,0=0,89
Pz=10∙300∙5∙0,82∙0,517∙0,89=5659,5 Н
N=5659,5∙80,6/1020∙60=7,45 кВт
Штучное время может быть определено по следующей формуле: Тш=(Тм+Тв)(1+К/100),
где Тм- основное или машинное время обработки детали на станке в мин Tм=(l+ll+l2)/ns∙i,
где 1- длина обработки детали в направлении подачи в мм (по чертежу);
L1 - длина врезания инструмента в мм; (11 =0,6... 5 мм);
L2- длина вывода инструмента в мм; (12=1.. .3 мм);
|
|
|
i-число проходов резца;
п- число оборотов детали в минуту;
s- величина подачи резца на один оборот в мм/об.
Вспомогательное время включает затраты рабочего времени на установку и снятие заготовки со станка, установку на стружку, смену инструмента, промеры, приемы управления станком и др. (табл. 37).
Вспомогательное время связано с переходом: резец к детали, включить подачу, выключить подачу, отвести резец от детали, выключить
вращение шпинделя, промерить обрабатываемую поверхность и т.п.
(табл. 38, 39).
Нормирование времени на техническое и организационное обслуживание, а также и на естественные надобности определяют в зависимости от размера обрабатываемой заготовки (табл.40). Нормирование подготовительно-заключительного времени устанавливает-ся в соответствии с нормами (табл.36).
10. Основное (машинное) время обработки [см. 5, с. 246].
11. Штучное время
Тш=(2,66+0,22+0,10)(1 +4,6/100)=2,99 мин
где 2,66 - машинное время;
0,22 - вспомогательное время на установку (табл. 37);
0,10 - время на переход (табл.38);
4,6% - время на техобслуживание и естественные надобности (табл.40)
Приложения
Таблица 1
Подачи при черновом точении резцами с пластинками
из твердого сплава и быстрорежущей стали
| Диаметр детали, мм | Размер державки резца, мм | Обрабатываемый материал | |||||
| Сталь | Чугун и медные сплавы | ||||||
| Подача S, мм/об при глубине резания t, мм | |||||||
| До 3 | Св.3 до 5 | Св. 5 до 8 | До 3 | Св. 3 до 5 | Св.5 до 8 | ||
| До 20 | От 16 × 25 до 25 × 25 | 0,3 - 0,4 | - | - | - | - | - |
| Св. 20 до 40 | От 16 × 25 до 25 × 25 | 0,4 - 0,5 | 0,3 - 0,4 | - | 0,4 - 0,5 | - | - |
| Св. 40 до 60 | От 16 × 25 до 25 × 40 | 0,5 - 0,9 | 0,4 - 0,8 | 0,3 - 0,7 | 0,6 - 0,9 | 0,5 - 0,8 | 0,4 - 0,7 |
| Св. 60 до 100 | От 16 × 25 до 25 × 40 | 0,6 - 1,2 | 0,5 - 1,1 | 0,5 - 0,9 | 0,8 - 1,4 | 0,7 - 1,2 | 0,6 - 1,0 |
| От 100 до 400 | От 16 × 25 до 25 × 40 | 0,8 - 1,3 | 0.7 - 1,2 | 0,6 - 1,0 | 1.0 - 1,5 | 0,8 - 1,4 | 0,8 - 1,1 |
Таблица 2
Подачи при черновом растачивании на токарных и токарно-револьверных станках резцами с пластинками из твердого сплава и быстрорежущей стали
| Диаметр круглого сечения резца,мм | Вылет резца, мм | Обрабатываемый материал | |||||
| Сталь | Чугун и медные сплавы | ||||||
| Подача S, мм/об при глубине резания t, мм | |||||||
| 2 | 3 | 5 | 2 | 3 | 4 | ||
| 10 | 50 | 0,08 | - | - | 0,12-0,16 | - | - |
| 12 | 60 | 0,10 | 0,08 | - | 1,12-0,20 | 0,12-0,18 | - |
| 16 | 80 | 0,1-0,2 | 0,15 | 0,1 | 0,20-0,30 | 0,15-0,25 | 0,1-0,18 |
| 20 | 100 | 0,5-0,3 | 0,15-0,25 | 0,12 | 0,3-0,4 | 0,25-0,35 | 0,12-0,25 |
| 25 | 125 | 0,25-0,5 | 0,15-0,4 | 0,12-0,2 | 0,4-0,6 | 0,3-0,5 | 0,25-0,35 |
| 30 | 150 | 0,4-0,7 | 0,2-0,5 | 0,12-0,3 | 0,5-0,8 | 0,4-0,6 | 0,25-0,45 |
| 40 | 200 | - | 0,25-0,6 | 0,15-0,4 | - | 0,6-0,8 | 0,3-0,8 |
Таблица 3
Подачи при чистовом точении, мм/об
| Параметр шероховатости поверхности, мкм | Радиус при вершине резца r, мм | ||||||
| Rа | Rz | 0,4 | 0,8 | 1,2 | 1,6 | 2,0 | 2,4 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 0,63 | 0,07 | 0,10 | 0,12 | 0,14 | 0,15 | 0,17 | |
Окончание таблицы 3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1,25 | 0,10 | 0,13 | 0,16 | 0,19 | 0,21 | 0,23 | |
| 2,5 | 0,14 | 0,20 | 0,25 | 0,29 | 0,32 | 0,36 | |
| 20 | 0,25 | 0,33 | 0,42 | 0,49 | 0,55 | 0,60 | |
| 40 | 0,35 | 0,51 | 0,63 | 0,72 | 0,80 | 0,87 | |
| 80 | 0,47 | 0,66 | 0,81 | 0,94 | 1,04 | 1,14 |
Таблица 4
Значение коэффициента Сv и показателей степени в формулах скорости
резания при обработке резцами
| Вид обработки | Материал режущей части резца | Характеристика подачи | Коэффициенты и показатели степени | ||||||
| Сv | x | y | m | ||||||
| Обработка конструкционной углеродистой стали s=750 МПа | |||||||||
| Наружное продольное точение проходными резцами | Т15К6 | S до 0,3 S 0.3 - 0,7 S св. 0,7 | 420 350 340 | 0,15 0,15 0,15 | 0,20 0,35 0,45 | 0,20 0,20 0,20 | |||
| Отрезание | Т5К10 Р18 | - | 47 23,7 | - | 0,80 0,68 | 0,20 0,25 | |||
| Фасонное точение | Р18 | - | 22,7 | - | 0,50 | 0,20 | |||
| Нарезание крепежной резьбы | Т15К6 | - | 244 | 0,23 | 0,30 | 0,20 | |||
| Р6М5 | Черновые ходы Р<2 мм Р>2 мм Чистовые ходы | 14,8 30 41,8 |
0,70 0,80
0,45 |
0,30 0,25
0,30 | 0,11 0,08 0,13 | ||||
| Обработка серого чугуна НВ 190 | |||||||||
| Наружное продольное точение проходными резцами | ВК8 | S<0,40 S>0,40 | 292 243 | 0,15 0,15 | 0,20 0,40 | 0,20 0,30 | |||
| Отрезание | ВК6 | - | 68,5 | - | 0,40 | 0,20 | |||
| Нарезание крепежной резьбы | ВК6 | - | 83 | 0,45 | - | 0,33 | |||
Обработка ковкого чугуна НВ 150 | |||||||||
| Наружное продольное точение проходными резцами | ВК6 | S<0,40 S>0,40 | 317 215 | 0,15 0,15 | 0,20 0,45 | 0,20 0,20 | |||
| Отрезание | ВК8 | - | 86 | - | 0,40 | 0,20 | |||
Таблица 5
Поправочный коэффициент КMV, учитывающий влияние
обрабатываемого материала на скорость резания
| Обрабатываемый материал | Расчетная формула |
| Сталь | КMV - (750/σв)nv |
| Серый чугун | КMV = (190/HB)nv |
| Ковкий чугун | КMV = (150/HB)nv |
Таблица 6
Значение коэффициента Кг и показатели степени Кг
для расчета коэффициента КMV , приведенные в таблице 5
| Обрабатываемый материал | Коэффициент Кг для материала инструмента | Показатели степени nV при обработке | ||||||
| Резцами | Сверлами, зенкерами, развертками | Фрезами | ||||||
| из быстр. | из тв. сплав. | из быстр. | из тв. сплав. | из быстр. | из тв. сплав. | из быстр. | из тв. сплав. | |
| Сталь углеродистая С≤6%, σ В<450 МПа | 1,0 | 1,0 | -1,0 | 1,0 |
0,9
| 1,0 | -0,9 | 1,0 |
| σ В =450-560 МПа | 1,0 | 1,0 | 1,75 | -0,9 | ||||
| σ В >550 МПа | 1,0 | 1,0 | 1,75 | 0,9 | ||||
| Сталь углеродистая хромистая | 0,85 | 0,95 | 1,75 | 1,45 | ||||
Таблица 7
Поправочный коэффициент Кnv, учитывающий влияние
состояния поверхности заготовки на скорость резания
| Состояние поверхности заготовки | |||||
| Без корки | с коркой | ||||
| Прокат | Поковка | Стальные и чугунные отливки при корке | Медные и алюминиевые сплавы | ||
| нормальной | сильно загрязненной | ||||
| 1,0 | 0,9 | 0,8 | 0,8 - 0,85 | 0,5 - 0,6 | 0,9 |
Таблица 8
Поправочный коэффициент Киv, учитывающий влияние
инструментального материала на скорость резания
| Обрабатываемый материал | Значение коэффициента Киv , в зависимости от марки инструментального материала | |||||||
| Сталь конструкционная | Т5К12В 0,35 | Т5К10 0,65 | Т14К8 0,8 | Т15К6 1,0 | Т15К61,15 | Т30К4 1,4 | ВК8 0,4 | |
| Сталь закаленная | HRC 35 - 50 | HRC 51 62 | ||||||
| Т15К6 1,0 | Т30К4 1,25 | ВК6 0,85 | ВК8 0,83 | ВК4 1,0 | ВК6 0,92 | ВК8 0,74 | ||
| Серый и ковкий чугун | ВК8 0,83 | ВК6 1,0 | ВК4 1,1 | ВК3 1,15 | ВК3 1,25 |
| ||
| Сталь, чугун, медные и алюминиевые сплавы | Р6М5 1,0 | ВК4 2,5 | ВК6 2,7 | 9ХС 0,6 | ХВГ 0,6 | У12А 0,5 |
| |
Таблица 9
Значение коэффициента Ср и показателей степени
в формулах силы резания при точении
| Обрабатыва емый материал | Материал рабочей части резца | Вид обработки | Тангенциальная Рz | Осевая Рx | ||||||
| Ср | х | у | п | Ср | х | у | п | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Конструкцион-ная сталь и стальные отливки σв = 750 МПа | Твердый сплав
| наружное продольное точение и растачивание | 300 | 1,0 | 0,75 | - 0,15 | 339 | 1,0 | 0,5 | -0,4 |
| отрезание и прорезание | 384 | 0,90 | 0,90 | 0 | - | - | - | - | ||
| нарезание резьбы | 148 | - | 1,7 | 0,71 | - | - | - | - | ||
| Конструкцион-ная сталь и стальные отливки σв = 750 МПа | Быстрорежущая сталь | наружное продольное точение, подрезание и растачивание | 200 | 1,0 | 0,75 | 0 | 67 | 1,2 | 0,65 | 0 |
| отрезание и прорезание | 247 | 1,0 | 1,0 | 0 | - | - | - | - | ||
| фасонное точение | 212 | 1,0 | 0,75 | 0 | - | - | - | - | ||
Окончание таблицы 9
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|
Серый чугун НВ 190 | Твердый сплав | Наружное продольное и поперечное точение и растачивание | 92 | 1,0 | 0,75 | 0 | 46 | 1,0 | 0,4 | 0 |
| Быстрорежущая сталь | Нарезание резьбы | 103 | - | 1,8 | 0,82 | - | - | - | - | |
|
Ковкий чугун НВ 150 | Твердый сплав | Отрезание и прорезание | 158 | 1,0 | 1,0 | 0 | - | - | - | - |
| Наружное продольное и поперечное точение и растачивание | 81 100 | 1,0 | 0,75 | 0 | 38 40 | 1,0 1,2 | 0,4 0,65 | 0 | ||
|
Медные гетерогенные сплавы НВ 120 |
Быстрорежущая сталь | Отрезание и прорезание | 139 | 1,0 | 1,0 | 0 | - | - | - | - |
| Наружное точение и растачивание | 55 | 1,0 | 0,66 | 0 | - | - | - | - |
Таблица 10
Поправочные коэффициенты на силу резания по геометрическим параметрам инструментов для стали и чугуна
| Параметры | Материал режущей части инструмента | Обозна-чение
| Величина коэффициента для составляющих | ||
| Наименование | Величина в град. | Тангенциальная, Рz | Осевая, Рx | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Главный угол в плане φ | 30 45 60 90 | Твердый сплав | Кφр | 1,08 1,0 0,94 0,89 | 0,75 1,0 1,11 1,17 |
| 30 45 60 90 | Быстрорежущая сталь | 1,08 1,0 0,98 1,08 | 0,70 1,0 1,27 1,82 | ||
| Передний угол Ύ | -15 0 10 | Твердый сплав | КΎр | 1,25 1,1 1.0 | 2,0 1,4 1,0 |
| 12-15 20-25 | Быстрорежущая сталь | 1,15 1,0 | 1,7 1,0 | ||
Окончание таблицы 10
| 1 | 2 | 3 | 4 | 5 | 6 |
| Угол наклона главного лезвия λ | -5 0 5 15 | Твердый сплав | Кλр | 1,0 | 1,07 1,0 0,85 0,65 |
| Радиус при вершине r, мм | 0,5 1,0 2,0 3,0 4,0 | Быстрорежущая сталь | Кrp | 0,37 0,93 1,00 1,04 1,10 | 1,0 |
Таблица 11
Подача , мм/об при сверлении стали, чугуна, медных и алюминиевых сплавов сверлами из быстрорежущей стали
| Диаметр сверла, D мм | Сталь | Серый и ковкий чугун, медные и алюминиевые сплавы | ||||
| НВ < 160 | НВ 160-240 | НВ 240-300 | НВ > 300 | НВ≤ 170 | НВ > 170 | |
| 2 - 4 | 0,09 - 0,13 | 0,08 - 0,10 | 0,06 - 0,07 | 0,04 - 0,06 | 0,12 - 0,18 | 0,09 - 0,12 |
| 4 - 6 | 0,13 -0,19 | 0,10 - 0,15 | 0,07 - 0,11 | 0,06 - 0,09 | 0,18 - 0,27 | 0,12 - 0,19 |
| 6 - 8 | 0,19 - 0,26 | 0,15 - 0,20 | 0,11 - 0,14 | 0,09 - 0,12 | 0,27 - 0,36 | 0,18 - 0,24 |
| 8 - 10 | 0,26 - 0,32 | 0,20 - 0,25 | 0,14 - 0,17 | 0,12 - 0,15 | 0,36 - 0,45 | 0,24 - 0,31 |
| 10 - 16 | 0,32 - 0,43 | 0,25 - 0,33 | 0,17 - 0,23 | 0,15 - 0,20 | 0,45 - 0,66 | 0,31 - 0,.41 |
| 16 - 25 | 0,43 - 0,58 | 0,33 - 0,43 | 0,23 - 0,32 | 0,20 - 0,26 | 0,66 - 0,89 | 0,41 - 0,54 |
| 25 - 30 | 0,58 - 0,62 | 0,43 - 0,48 | 0,32 - 0,35 | 0,26 - 0,29 | 0,89 - 0,96 | 0,54 - 0,60 |
| 30 - 50 | 0,62 - 0,89 | 0,48 - 0,66 | 0,35 - 0,48 | 0,29 - 0,40 | 0,96 - 1,36 | 0,60 - 0,81 |
Таблица 12
Подача, мм/об при обработке отверстий зенкерами
из быстрорежущей стали и твердого сплава
| Обрабатываемый материал | Диаметр зенкера D, мм | ||||||
| До 15 | Св.15 до 20 | Св.20 до 25 | Св. 25 до 30 | Св. 30 до 35 | Св. 35 до 40 | Св. 40 до 50 | |
| Сталь | 0,5 - 0,6 | 0,6 - 0,7 | 0,7 - 0,9 | 0,8 - 1,0 | 0,9 - 1,1 | 0,9 - 1,2 | 1,0 - 1,3 |
| Чугун НВ≤200 и медные сплавы | 0,7 - 0,9 | 0,9 - 1,1 | 1,0 - 1,2 | 1,1 - 1,3 | 1,2 - 1,5 | 1,4 - 1,7 | 1.,6 - 2,0 |
| Чугуны НВ > 200 | 0,5 - 0,6 | 0,6 - 0,7 | 0,7 - 0,8 | 0,8 - 0,9 | 0,9 - 1,1 | 1,0 - 1,2 | 1,2 - 1,4 |
Таблица 13
Значение коэффициента СV и показателей степени
в формуле скорости резания при сверлении
| Обрабатываемый материал | Материал режущего инстумента | Подача мм/об | Коэффициент и показатели степени | Охлаж-дение | |||
| Сv | q | y | m | ||||
| Сталь констукционная углеродистая σв=750МПа | Р6М5 | ≤0,2 ≥0,2 | 7,0 9,8 | 0,40 | 0,70 0,50 | 0,20 | есть |
| Чугун серый НВ 190 | ≤0,3 ≥0,3 | 14,7 17,1 | 0,25 | 0,55 0,40 | 0,125 |
нет | |
| ВК8 | - | 34,2 | 0,45 | 0,30 | 0,20 | ||
| Чугун ковкий НВ 150 | Р6М5 | ≤0,3 ≥0,3 | 21,8 25,3 | 0,25 | 0,55 0,40 | 0,125 | есть |
| ВК8 | - | 40,4 | 0,45 | 0,30 | 0,20 | нет | |
| Медные гетерогенные сплавы средней твердости (НВ 100-140) | Р6М5 | ≤0,3 ≥0,3 | 28,1 32,6 | 0,25 | 0,55 0,40 | 0,128 | есть |
Таблица 14
Значение коэффициента и показателей степени в формуле скорости резания при рассверливании, зенкеровании и развертывании
|
Обрабатывае-мый материал |
Вид обработки | Материарежуще части инстру | Коэффициент и показатели степени | Охлажде- ние | |||||||||||||||
| Cv | q | x | y | m |
| ||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||||||||||
|
Конструкцион-ная углеродистая сталь σв=750 МПа | Рассверливание | Р6М5 ВК8 | 16,2 10,3 | 0,4 0,6 |
0,2 | 0,5 0,3 | 0,20 0,25 |
есть | |||||||||||
|
Зенкерование | Р6М5 16,3 Т15К6 | 18,0 | 0,3 0,6 | 0,5 0,3 | 0,30 0,25 | ||||||||||||||
|
Развертывание | Р6М5 10,5 Т15К6 | 100,6 | 0,3 0,3 | 0,20
| 0,65 0,65 | 0,4 | |||||||||||||
| Конструкцион-ная закаленная сталь HRc 49-54 σв=1600-1800 МПа | Зенкерование |
Т15К6 | 10,0 | 0,6 | 0,3 | 0,6 | 0,45 | ||||||||||||
|
Развертывание |
14,0 | 0,4 |
0,75 | 1,05 |
0,85 | ||||||||||||||
|
Серый чугун НВ 190 | Рассверливание | Р6М5 ВК8 | 23,4 56,9 | 0,25 0,50 | 0,10 0,15 | 0,40 0,45 | 0,125 0,40 |
нет | |||||||||||
| Зенкерование | Р6М5 ВК8 | 18,8 105,0 | 0,2 0,4 | 0,10 0,15 | 0,40 0,45 | 0,125 0,4 | |||||||||||||
|
| Развертывание | Р6М5 ВК8 | 15,6 109,0 | 0,2 0,2 | 0,10 0 | 0,5 0,5 | 0,30 0,45 | ||||||||||||
|
Ковкий чугун НВ 150 | Рассверливание | Р6М5 ВК6 | 34,7 77,4 | 0,25 0,50 | 0,10 0,15 | 0,40 0,45 | 0,125 0,40 | есть | |||||||||||
| Зенкерование | Р6М5 ВК8 | 27,9 143,0 | 0,2 0,4 | 0,10 0,15 | 0,40 0,45 | 0,125 0,40 | |||||||||||||
| Развертывание | Р6М5 ВК8 | 23,2 148,0 | 0,3 0,2 | 0,1 0 | 0,5 0,5 | 0,30 0,45 | есть нет | ||||||||||||
Таблица 15
Значение коэффициентов и показателей степени в формулах крутящего
момента и осевой силы при сверлении, рассверливании и зенкеровании
|
Обрабаты-ваемый материал |
Наимено-вание операции |
Материал режущей части | Коэффициент и показатели степени в формулах | ||||||||
| Крутящего момента | Крутящего момента | ||||||||||
| См | См | См | См | См | См | См | См | ||||
| Конструк-ционная углеродистая сталь σв=750 МПа | Сверление | Быстро-режущая сталь
| 0,0345 | 2,0 | - | 0,8 | 68 | 1,0 | - | 0,7 | |
| Рассверлив. и зенкеров. | 0,09 | 1,0 | 0,9 | 0,8 | 67 | - | 1,2 | 0,65 | |||
|
Серый чугун НВ 190
| Сверление | Твердый сплав | 0,012 | 2,2 | - | 0,8 | 42 | 1,2 | - | 0,75 | |
| Рассверлив. и зенкеров. | 0,196 | 0,85 | 0,8 | 0,7 | 46 | - | 1,0 | 0,4 | |||
| Сверление | Быстро-режущая сталь | 0,021 | 2,0 | - | 0,8 | 42,7 | 1,0 | - | 0,8 | ||
| Рассверлив. и зенкеров. | 0,085 | - | 0,75 | 0,8 | 23,5 | - | 1,2 | 0,4 | |||
|
Ковкий чугун НВ 150 | Сверление | Быстрор. сталь | 0,021 | 2,0 | - | 0,8 | 43,3 | 1,0 | - | 0,8 | |
| Рассверлив. |
Твердый сплав | 0,01 | 2,2 | - | 0,8 | 32,8 | 1,2 | - | 0,75 | ||
| Зенкеров. | 0,17 | 0,85 | 0,8 | 0,7 | 38 | - | 1,0 | 0,4 | |||
| Гетероген. медные сплавы НВ 120 | Сверление | Быстро-режущая сталь | 0,012 | 2,0 | - | 0,8 | 31,5 | 1,0 | - | 0,8 | |
| Рассверлив. и зенкеров. | 0,031 | 0,85 | - | 0,8 | 17,2 | - | 1,0 | 0,4 | |||
Таблица 16
Поправочный коэффициент для стали и чугуна, учитывающий влияние
качества обрабатываемого материала на силовые зависимости
| Обрабатываемый материал | Расчетная формула | Показатели степени n при определении | ||
| составляющей Рz силы резания при работе резцами | крутящего момента и осевой силы (М,Ро) | окружной силы резания Pz при фрезеровании | ||
| Конструкционная углеродистая и легированная сталь σв МПа >600 <600 |
 = = 
| 0,75/0,35 0,75/0,75 | 0,75/0,75 0,75/0,75 | 0,3/0,3 0,3/0,3 |
| Серый чугун |
= 
| 0,4/0,55 | 0,6/0,6 | 1,0/0,55 |
| Ковкий чугун | = 
| 0,4/0,55 | 0,6/0,6 | 1,0/0,55 |
| В числителе приведены значения n для твердого сплава, в знаменателе — для быстрорежущей стали | ||||
Таблица 17
Геометрические параметры режущей части фрез из стали Р18
|
Обрабатываемый материал | Фрезы торцевые, цилиндрические, дисковые, концевые | Фрезы дисковые пазовые и отрезные | |
| В≤3 | В≥3 | ||
| Передний угол γ в градусах | |||
| 1 | 2 | 3 | 4 |
| Стали углеродистые и легированные σв в кГ/мм2 <60 60-100 >100 | 20 15 10 | 5 5 5 | 10 10 10 |
| Чугун НВ <150 >150 | 15 10 | 5 5 | 10 10 |
| Медные сплавы | 10 | 5 | 10 |
| Тип фрезы | Задний угол α в град. | ||
| Торцовые и цилиндрические | С мелкими зубьями | 16 | Торцовые и цилиндрические |
| Со вставными ножами | 12 | ||
Окончание таблицы 17
| 1 | 2 | 3 | 4 |
| Дисковые пазовые и отрезные | 20 | ||
| Концевые | 14 | ||
| Прорезные (шлицевые) | 30 | ||
| Тип фрезы | Главный угол в плане φ | Вспомогательный угол в плане φ1 | |
| Торцовые для стали и медных сплавов | Со вставными ножами | 45 - 60 | Торцовые для стали и медных сплавов |
| Цельные | 90 | ||
| Концевые | - | 3 | |
| Дисковые | Трехсторонние | - | Дисковые |
| Пазовые | - | ||
| Прорезные (шлицевые) | - | 15/ - !030/ | |
Таблица 18
Подачи при фрезеровании пазов концевыми фрезами из стали Р18
| Обрабатываемый материал | Фрезы | Ширина паза, мм | Глубина паза t, мм до | ||||||
| D, мм | Z | 5 | 10 | 15 | 20 | 30 | |||
| Подача на один зуб фрезы Sz в мм/зуб | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
|
Сталь
| 8 10 | 5 5 | 8 10 | 0,02-0,015 0,035-0,025 | 0,018-0,012 0,030-0,020 | - 0,015-0010 | - | - | |
| 16 | 4 3 | 16 | 0,06-0,05 0,08-0,07 | 0,06-0,04 0,07-0,07 | 0Э04-0,03 0,05-0,04 | - - | - - | ||
| 20 | 5 3 | 20 | - | 0,08-0,06 0,10-0,08 | 0,07-0,04 0,08-0,05 | 0,04-0,025 0,05-0,03 | - - | ||
| 25 | 5 3 | 25 | - | 0,11-0,08 0,14-0,10 | 0,08-0,06 0,10-0,07 | 0,06-0,04 0,06-0,04 | 0,04-0,03 0,05-0,03 | ||
| 32 | 6 4 | 32 | - | 0,12-0,09 0,14-0,10 | 0,09-0,06 0,10-0,07 | 0,07-0,05 0,08-0,06 | 0,05-0,04 0,06-0,04 | ||
Окончание таблицы 18
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
Чугун и медные сплавы | 8 10 | 5 5 | 8 10 | 0,025-0,02 0,05-0,04 | 0,02-0,015 0,035-0,02 | - 0,02-0,015 | - - | - - |
| 16 | 4 3 | 16 | 0.08-0,06 0,11-0,08 | 0,07-0,05 0,09-0,06 | 0,05-0,03 0,08-0,05 | - - | - - | |
| 20 | 5 3 | 20 | 0,14-0,09 0,16-0,10 | 0,12-0,08 0,14-0,10 | 0,08-0,06 0,11-0,07 | 0,05-0,04 0,07-.0,05 | - - | |
| 25 | 5 3 | 25 | - | 0,14-0,10 0,18-0,13 | 0,10-0,08 0,14-0,10 | 0,07-0,05 0,10-0,08 | 0,06-0,04 0,07-0,07 | |
| 34 | 6 4 | 32 | - | 0,15-0,12 0,18-0,15 | 0,12-0,09 0,14-0,10 | 0,10-0,08 0,12-0,09 | 0,07-0,05 0,08-0,07 |
Таблица 19
Средние периоды стойкости фрез для одноинструментной обработки
|
Тип фрезы |
Диаметр фрезы в мм до | Фрезы с пластинками твердого сплава | Фрезы из стали Р18 | |||
| Сталь | Чугун | Сталь и чугун ковкий | Серый чугун | Медные сплавы | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Фрезы торцовые | 40 60 75 90 110 | - - - 180 180 | - - 120 120 180 | 120 180 160 180 180 | - - - - - | 120 180 180 180 180 |
| Фрезы торцовые | 150 200 250 | 180 240 240 | 180 180 240 | 180 240 240 | - - - | 180 160 240 |
| Фрезы цилиндрические с мелким зубом | 60 75 | - - | - - | 120 180 | 120 180 | 120 180 |
| Фрезы циллиндрич. со вставными ножами | 90-120 70-150 | 180 - | 180 - | - 180 | - 180 | - 180 |
Окончание таблицы 19
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Фрезы концевые | 20 25 40 60 | 120 90 120 180 | - - - - | - 60 90 120 | - 60 90 120 | - 60 90 120 |
| Фрезы дисковые | 90 110 130 150 200 225 | - 120 - 180 240 - | - - - - - - | 120 120 150 150 150 180 | 120 150 150 180 180 240 | 120 120 150 150 150 180 |
Таблица 20
Значение коэффициента Cv и показателей степени в формуле
скорости резания при фрезеровании
|
Фрезы | Материал режущей части |
Операция |
Коэффициент и показатели степени в формуле скорости резания
| ||||||||||
| Сv | q | x | y | u | p | m | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
| Обработка конструкционной углеродистой стали σв = 750 Мпа | |||||||||||||
| Торцовые | Т15К6 | Фрезерова-ние плоскости | 332 | 0,2 | 0,1 | 0,4 | 0,2 | 0 | 0,2 | ||||
| Р6М5 Sz<0,1 Sz>0,1 |
64,7 41 |
0,25 |
0,1 |
0,2 0,4 | 0,15 | 0 | 0,2 | ||||||
| Концевые с коронками | Т15К6 | Фрезерова-ние плоскостейуступов, пазов | 145 | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | ||||
| Концевые с напаянными пластинами | 234 | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | ||||||
| Концевые цельные | Р6М5 | 48,7 | 0,45 | 0,5 | 0,5 | 0,1 | 0,1 | 0,33 | |||||
| Шпоночные двухперые | Фрезерова-ние шпоночных пазов | 12 | 0,3 | 0,3 | 0,25 | 0 | 0 | 0,26 | |||||
Окончание таблицы 20.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Обработка серого чугуна НВ 190 | |||||||||
| Концевые | Р6М5 | Фрезерова-ние плоскостей и уступов | 72 | 0,7 | 0,5 | 0,2 | 0,3 | 0,3 | 0,25 |
| Прорезные и отрезные | Прорезание пазов и отрезание | 30 | 0,2 | 0,5 | 0,4 | 0,2 | 0,1 | 0,15 | |
| Обработка ковкого чугуна НВ 150 | |||||||||
| Концевые | Р6М5 | Фрезерова-ние плоскостей и уступов | 68,5 | 0,45 | 0,3 | 0,2 | 0,1 | 0,1 | 0,33 |
| Прорезные и отрезные | Прорезание пазов и отрезание | 74 | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 | |
Таблица 21
Основные параметры червячных модульных фрез
|
| Обрабатываемый металл | Характер обработки | Угол заточки γ в град. | ||
|
Все металлы | Черновая | 5-10 | |||
| Чистовая | 0 | ||||
| Конструкция фрезы | Модуль m в мм | Основные размеры | |||
| D | L | L1 | Число зубьев | ||
| Цельные | 1 2 3 4 5 | 50 55 70 80 90 | 40 50 60 75 90 | 33 43 53 68 82 | 12 12 10 9 9 |
| Сборные | 6 8 10 12 | 125 145 164 171 | 110 135 164 182 | 76 101 123 141 | 10 9 8 8 |
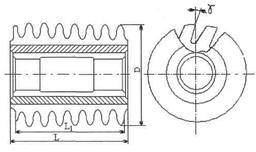
Таблица 22
Классификация зуборезных станков по группам
| Завод изготовитель и модель станка | Мощность электродвигателя в кВт | Группа станков |
| «Комсомолец» 5310, 5Д32, 5324, 532, 5320, 5П310 (выпуска до 1945 г.) Пфаутер R1, R31, R0, RS0, Берингер RE, RF Рейнекер RF2, Барбер-Кольман №3 | 1,5-2,8 | 1 |
| «Комсомолец» 5Д32П, 5Б32, 532 (выпуск после 1945 г.) Пфаутер R2, RS2, Рейнекер VRF2, Берингер RG, Барбер-Кольман № 12 | 3-4 | 11 |
| «Комсомолец» 5П326, 5А326, 5П327, 5325, 5В31, 5В31Б, 5326 Пфаутер R4, RS4, Гульд-Эбергард 24Н | 5-9 | 111 |
| «Комсомолец» 5312, 5П325, К3ТС, 3356, Пфаутер R5, R6, Рейнекер URFS1, URF4, URF5, Найльс RF6, Вольман FD 25 | 16 и выше | 1V |
| «Комсомолец» 5310, 5Д32, 5324, 532, 5320, 5П310 (выпуска до 1945 г.) Пфаутер R1, R31, R0, RS0, Берингер RE, RF Рейнекер RF2, Барбер-Кольман №3 | 1,5-2,8 | 1 |
Таблица 23
Подачи. Фрезы червячные модульные однозаходные
| Характер обработки | Обрабатывае-мый материал | Модуль в mm | Группы станков | |||
| I | II | III | IV | |||
| Подача на один оборот детали в мм/об | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
Черновая обработка
| Сталь 45 НВ 170-207 | 1,5 2,5 4 6 8 12 | 0,8-1,2 1,2-1,6 1,6-2,0 1,2-1,4 - - | 1,4-1,8 2,4-2,8 2,6-3,0 2,2-2.,6 2,0-2,2 - | 1,6-1,8 2,4-2,8 2,8-3,2 2,4-2,8 2,2-2,6 2,0-2,4 | - 2,4-2,8 2,8-3,2 2,6-3,0 2,4-2,8 2,2-2,6 |
| Чугун серый | 1,5 2,5 4 6 8 12 | 0,9-1,3 1,3-1,8 1,8-2,2 1,3-1,6 - - | 1,6-2,2 2,6-3,0 2,8-3,2 2,4-3,0 2,2-2,4 - | 1,8-2,2 2,6-3,0 3,0-3,5 2,6-3,0 2,5-2,8 2,2-2,8 | - 2,6-3,2 3,0-3,5 2,8-3,3 2,6-3,0 2,4-2,8 | |
Окончание таблицы 23
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| Чистовая обработка |
По сплошному металлу | Rz 40-20 |
Сталь 45 НВ 170-207 | 1,5-2,0 3,0 | 1,0-1,2 1,2-1,8 0,5-0,8 0,8-1,0 | |||
| Ra 2,5 | 1,5-2,0 3,0 | |||||||
| Rz 40-20 |
Чугун серый | 1,5-2,0 3,0 | 1,2-1,4 1,4-1,8 0,5-0,8 0,8-1,0 | |||||
| Ra 2,5 | 1,5-2,0 3,0 | |||||||
| По предвари-тельно проре-занному зубу | Rz 40-20 |
Сталь и серый чугун | - | 2,0-2,5 | ||||
| Ra 2,5 | - | 0,7-0,8 | ||||||
Таблица 24
Поправочные коэффициенты на подачу для измененных
условий работы при зубонарезании
|
От механической характеристики стали | Конструкционные углеродистые стали | Конструкционные легированные стали | ||||||||
| Марка стали | 35 |
45 | 50 | 35Х 40Х | 20Х 12ХН3 18ХГТ 20ХНМ12ХН4 | 30ХГТ | 18ХНВА 38ХМЮА 5ХНМ 6ХНМ 0ХН3М | |||
| Твердость по Бриннелю НВ | 156-187 | 170-207 | до 241 | 170-229 | 156- 207 | 156-229 | 156- 307 | 156-229 | 229-285 | |
| KMS | 1,0 | 0,9 | 1,0 | 0,9 | 0,8 | 0,7 | ||||
| Угол наклона зуба β в градусах | 0 | 15 | 30 | 45 | 60 | |||||
| От угла наклона зуба |
Кβs | Одноименный наклон | 1,0 | 0,90 | 0,80 | 0,65 | ||||
| Разноименный наклон | 1,0 | 0,75 | 0,65 | 0,50 | ||||||
Таблица 25
Средние значения периода стойкости зубонарезных инструментов,
изготовленных из стали Р18
| Типы инструментов | Период стойкости с мин | |||||
| Характер обработки | Материал | Нарезаемый модуль в мм | ||||
| 4 | 6 | 8 | 12 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Фрезы червячные модульные | черновая | сталь чугун | 240 480 | 360 720 | 480 960 | 720 1440 |
| чистовая | сталь чугун | 240 480 | 360 720 | |||
Окончание таблицы 25
| 1 | 2 | 3 | 4-7 | |
| Фрезы червячные для шлицевых валов | черновая чистовая |
600 300 | ||
| Фрезы дисковые модульные |
480 | |||
| Шеверы дисковые | сталь чугун | 1000-3000 600-1200 | ||
Таблица 26
Значение коэффициента Cv в формуле скорости резания при работе
однозаходными червячными фрезами из быстрорежущей стали с модулем 2-16 мм
| Характер обработки | Модуль m в мм | Обрабатываемый материал | Коэффициент Cv | |
|
Нарезание зубьев зубчатых колес в один проход | чистовой проход | 1,0-2,0 | Сталь 45 Сталь 40Х Сталь 20Х Сталь 12ХН3 | 700 630 490 490 |
| 1,0-2,5 | Чугун | 152 | ||
| черновой проход | 2,5-7,0 | Сталь 45 Сталь 40Х Сталь 20Х Сталь 12ХН3 | 285 250 200 200 | |
| 8,0-16,0 | Чугун | 198 | ||
|
Нарезание зубьев зубчатых колес в два прохода | первый черновой проход | 7,0-16,0 | Сталь 45 Сталь 40Х Сталь 20Х Сталь 12ХН3 | 285 250 200 200 |
| второй черновой проход | 7,0-16,0 | Сталь 45 Сталь 40Х Сталь 20Х Сталь 12ХН3 | 400 360 280 280 | |
| 8,0-16,0 | Чугун | 278 | ||
Таблица 27
Значение коэффициента CN и показателей степени в формуле мощности при работе червячными модульными фрезами
| Обрабатываемый материал | CN | x | y |
| Сталь 45 | 30 | 0,75 | 1,0 |
| Сталь 40Х | 24 | ||
| Сталь 20Х и 12ХН3 | 30 | ||
| Чугун | 11,3 | 0,80 | 1,25 |
Таблица 28
Поперечные подачи при наружном круглом шлифовании
методом продольной подачи
| Обрабатываемый материал | Длина обрабатываемой детали, мм | Диаметр шлифования в мм | ||||||
| 15 | 30 | 50 | 70 | 90 | 110 | 120 | ||
| Поперечная подача на двойной ход стола в мм | ||||||||
| Сталь сырая | L = 3d L=(4-6)d L=(7-10)d | 0,010 0,009 0,006 | 0,015 0,012 0,010 | 0,020 0,017 0,012 | 0,025 0,020 0,016 | 0,027 0,022 0,018 | 0,032 0,025 0,020 | 0,035 0,028 0,022 |
| Сталь закаленная | L = 3d L=(4-6)d L=(7-10)d | 0,009 0,008 0,005 | 0,013 0,011 0,009 | 0.018 0,015 0,011 | 0,022 0,015 0,014 | 0,024 0,020 0,016 | 0,029 0,020 0,018 | 0,032 0,025 0,020 |
| Чугун серый и бронза | L = 3d L=(4-6)d L=(7-10)d | 0,014 0,013 0,008 | 0,021 0,017 0,014 | 0,028 0,024 0,017 | 0,035 0,028 0,022 | 0,038 0,031 0,025 | 0,045 0,035 0.028 | 0,049 0,039 0,031 |
Таблица 29
Продольные подачи в долях ширины круга
| Обрабатываемый материал, его состояние | Глубина шлифования t в мм | ||||||||||||||
| До 0,01 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 | 0,050 | ||||||||
| Коэффициент β | |||||||||||||||
| Сталь сырая | 0,55 | 0,50 | 0,45 | 0,42 | 0,37 | 0,35 | 0,32 | 0,28 | |||||||
| Сталь закаленная | 0,50 | 0,45 | 0,42 | 0,38 | 0,35 | 0,32 | 0,30 | 0,25 | |||||||
| Чугун серый и бронза | 0,65 | 0,58 | 0,53 | 0,48 | 0,45 | 0,42 | 0,38 | 0,35 | |||||||
Таблица 30
Значение коэффициента Cv и показателей степени в формуле
скорости вращения обрабатываемой детали при шлифовании
| Тип шлифования | Материал детали | Характеристика круга | Cv | К | m | x | y |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Круглое шлифование с поперечной подачей на дв.ход стола | Сырая сталь | Электрокорунд керамический 36 - СМ1 | 0,27 | 0,3 | 0,5 | 1,0 | 1,0 |
| Закаленная сталь | То же | 0,24 | |||||
| Круглое шлифование с поперечной подачей на каждый ход стола | Сырая сталь | Электрокорунд керамический 36 - СМ1 | 0,055 | 0,3 | 0,5 | 1,2 | 1,0 |
| Закаленная сталь | То же | 0,050 |
Таблица 31
Характеристика шлифовальных кругов
| Виды шлифования | Шерохо- ватость | Конструкционная углеродистая и легированная сталь | Жаропрочная и нержавеющая сталь | Чугун и бронза | ||
| HRC<30 | HRC 30-50 | HRC>50 | ||||
|
Круглое наружное с продольной подачей | Rz 20 | Э50С1К | 350СМ2К | 350СМ1К | Э50СМ1Б,К | КЧ50СМ1К |
| Ra 2,5 | Э40-50С2К | Э40-50С1К | Э40-50СМ2К | Э40-50СМ1Б,К | КЧ40-50СМ1К | |
| Ra 1,25 | Э,ЭБ40СТ1К | Э,ЭБ40С1К | Э.ЭБ40СМ2К | Э,ЭББ40СМ2Б,К | КЧ,Э40МС2К | |
| Ra 0,63 | ЭБ16-25СТ1К | ЭБ16-25СТ2К | ЭБ16-25С1К | ЭБ16-25СМ2Б,К | КЧЭ16-25СМ2К | |
| Пример обозначения: Э,ЭБ40СМ2К Материал абразивных зерен электрокорунд белый (ЭБ); зернистость шлифзерен (40); твердость связки (СМ2); связка керамическая (К). | ||||||
Таблица 32
Подъем на зуб протяжки Sz на сторону, мм
| Протяжки | Углеродистая и низколегированная сталь | Высоколегированная сталь | Чугун | Бронзы и латуни | ||||
| Временное сопротивление σв кгс/мм2 | ||||||||
| <50 | 50-75 | >75 | <80 | >80 | ||||
| Круглые | 0,015- 0,02 | 0,025- 0,03 | 0,015- 0,025 | 0,025- 0,03 | 0,01- 0,025 | 0,03-0,1 | 0,05- 0,12 | |
| Шлицевые | 0,04- 0,06 | 0,05- 0,08 | 0,03- 0,06 | 0,04- 0,06 | 0,25- 0,05 | 0,04- 0,1 | 0,06- 0,12 | |
| Шпоночные | 0,05- 0,15 | 0,05- 0,2 | 0,05- 0,12 | 0,05- 0,12 | 0,05- 0,1 | 0,06- 0,1 | 0,08- 0,2 | |
Таблица 33
Значение коэффициентов Cv и показателей степени
в формуле скорости резания при протягивании
|
Обрабатываемый материал σв кгс/мм2 | Круглые протяжки | Шлицевые протяжки | Шпоночные протяжки | |||||||||
| Sz<0,07 мм/зуб V<11 м/мин | Sz = 0,1-0,15мм/зуб V < 8 м/мин | |||||||||||
| Сv | m | xv | Сv | m | xv | Сv | m | xv | Сv | m | xv | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Сталь 45 σв = 45-50 кгс/мм2 отожженная | 12 | 0,62 | 0,62 | 11 | 0,6 | 0,75 | 7 | 0,87 | 1,4 | 5,5 | 0,87 | 1,4 |
Окончание таблицы 33
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Сталь 45 σв = 51-60 кгс/мм2 нормализованная Сталь 40Х σв = 45-55 кгс/мм2 отожженная Сталь 20Х σв = 40-47 кгс/мм2 отожженная | 11 | 0,62 | 0,62 | 10 | 0,60 | 0,75 | 6,3 | 0,87 | 1,4 | 5 | 0,87 | 1,4 |
| Сталь 45 σв = 61-72 кгс/мм2 прокат Сталь 40Х σв = 80-92 кгс/мм2 улучшение Сталь 20Х σв = 72-80 кгс/мм2 улучшение Сталь 12ХН3 σв = 72-80 кгс/мм2 улучшение | 8 | 0,62 | 0,62 | 7,3 | 0,60 | 0,75 | 4,5 | 0,87 | 1,40 | 3,6 | 0,87 | 1,4 |
| Чугун НВ 160-180 | 10 | 0,50 | 0,60 | 1,25 | 0,50 | 0,60 | 4,4 | 0,60 | 0,95 | 3,60 | 0,60 | 0,95 |
| Чугун НВ 190-215 | 8,2 | 0,50 | 0,60 | 10,5 | 0,50 | 0,60 | 3,6 | 0,60 | 0,95 | 3,6 | 0,60 | 0,95 |
Таблица 34
Значение коэффициента Ср и показателей степени
в формулах усилия резания при протягивании
| Обрабатываемый материал | Круглые протяжки | Шлицевые протяжки | Шпоночные протяжки | Показа-тель степени при подачах |
| Ср | Ср | Ср | Xр | |
| 1 | 2 | 3 | 4 | 5 |
| Сталь 45 σв =45-50 кгс/мм2 отожженная | 700 | 212 | 177 | 0,85 |
| Сталь 45 σв =51-60 кгс/мм2 нормализованная Сталь 40Х σв =45-55 кгс/мм2 отожженная | 262 | 230 | 202 | 0,85 |
Окончание таблицы 34
| 1 | 2 | 3 | 4 | 5 |
| Сталь 45 σв =61-72 кгс/мм2 прокат Сталь 40Х σв =56-64 кгс/мм2 нормализованная Сталь 20Х σв =50-61 кгс/мм2 нормализованная | 842 | 284 | 250 | 0,85 |
| Сталь 40Х σв =80-92 кгс/мм2 улучшенная Сталь 20Х σв =72-80 кгс/мм2 улучшенная | 1000 | 315 | 282 | 0,85 |
| Чугун НВ 160 - 180 | 300 | 152 | 115 | 0,73 |
| Чугун НВ 190 - 215 | 354 | 215 | 137 | 0,73 |
Таблица 35
Ориентировочная оценка числа зубьев протяжки,
находящихся одновременно в работе
| Длина протягиваемой детали L, в мм | 10 - 35 | 36 - 75 | 76 - 125 | 126 - 200 |
| Шаг зубьев протяжки t, в мм | 0,3 L | 0,25L | 0,2L | 0,15L |
Таблица 36
Поправочные коэффициенты на усилие протягивания
для различных условий работы
| Переменный параметр | Условия работы | Обозначение коэффициента | Величина коэффициента |
| Состояние режущих кромок | Работа острой протяжкой Работа протяжкой с затуплением по задней грани 0,3 до 1,0 мм | δ | 1,00 1,15 1,75 |
| Охлаждение | С охлаждение сульфофрезолом С охлаждением 10% эмульсией Протягивание без охлаждения по стали | Кω | 1,00 1,13 1,34 |
| Передний угол | Протяжки с передним углом Υ = 10-150 Протяжки с передним углом Υ = 6-80 Протяжки с передним углом Υ = 0-20 | Кγ | 1,00 1,13 1,35 |
| Задний угол | Протяжки с задним углом α = 2-30 Протяжки с задним углом α > 10 (по стали) Протяжка с задним углом α > 100 (по чуг..) | Кα | 1,00 1,20 1,12 |
НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ
Дата добавления: 2020-04-25; просмотров: 200; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!