Пример расчета режима резания (сверлильная обработка)
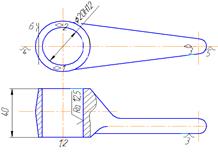
В рычаге из стали 45 (σв=750МПа) необходимо просверлить сквозное отверстие Ø 20HI2 (рис. 2).
Исходная заготовка - штампованная поковка без отверстия массой 2,5 кг.
Станок вертикально-сверлильный 2HI35, Сверло из стали Р6М5 (быстрорез, инструментальная легированная сталь )
Рис. 2. Рычаг | Паспортные данные станка 2Н135: Наибольший диаметр обрабатываемого отверстия из стали 35 мм. Мощность двигателя 4,5 кВт; КПД станка 0,8. |
Частота вращения шпинделя (об/мин):31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1004 1440.
Подача (мм/об): 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6.
Максимальная осевая сила резания, допускаемая механизмом станка 1500кг
1. Глубина резания при сверлении по сплошному материалу равна половине диаметра сверления t=D/2.
2. Выбираем сверло Ø20 мм нормальной заточки с подточкой перемычки (Нормальная НП). Работа с охлаждением.
3. Выбор подачи (табл. 11) (для НВ 240-300, диаметра сверления 16-25) подача табличная 0,23-0,32 мм/об. Принимаем среднюю 0,27мм/об.
4. По паспорту станка корректируем подачу Sст=0,28 мм/об.
5. Проверку по максимальной осевой силе резания проводить не требуется, так как диаметр сверления меньше максимального Ø35 мм.
6. Скорость резания определяется по эмпирической формуле [1,с. 276]
V=-(Cv∙Dq)/(Tm∙Sy)∙Kv,
где Cv =9,8; q=0,4; y=0,5; m=0,20 (табл.13)
Kv = Kпv Kиv (табл.5,6,7,8);
Kпv=1,0 (750/750)=1,0
Kпv =0,8 (поковка);Kv =1,0∙0,8∙1,0=0,8
Kиv =1,0 (для Р6М5)
При подстановке в расчетную формулу получаем
V=(9,8·200,4)/(600,2·0,280,5)=(9,8·3,31)/(2,26·0,529)·0,8=21,7 м/мин
|
|
|
7. Частота вращения шпинделя
N=(1000·V)/(π·D)=(1000·21.7)/(3.14·20)=345.5 об/мин
8. По паспорту станка пст=355 об/мин
9. Действительная скорость резания Vд=(π·D·пст)/1000=(3,14·20·355)/1000=22,3 м/мин
10. Момент и мощность на резание рассчитываются по эмпирическим формулам: Мкр=10·См··Dq·sy·Kp; N=(Mкр·п)/9750,
где См=0,0345; q=2,0; y=0,8(табл.15); Kp=0,75 (табл.16);
Кр=Кмр=(σв/750)п=(750/750)0,75=1,0 Мкр=10∙0,0345∙202,0∙0,28=10∙0,0345∙400∙0,30=49,68 Н∙м N=(49,68·355)/9750=1,8 кВт
Потребная мощность 1,8 кВт меньше развиваемой на шпинделе 4,5*0,8=3,6
11.Основное технологическое время на обработку отверстия
Т0=(L+l)/(ncm*scm); Т0=(40+8)/(355*0,28)=0,48 мин
Пример расчета режима резания (фрезерование шпоночного паза)
На вертикально-фрезерном станке 6М12П производится фрезерование шпоночного паза шириной 16 мм, глубиной 5,5 мм, длиной 45 мм (рис. 3). Материал обрабатываемой заготовки – сталь45 с пределом прочности σв=650 МПа. Обработка чистовая, шероховатость поверхности Rz=20 мкм. Охлаждение эмульсией.
 Рис. 3 Фрезерование шпоночного паза
Рис. 3 Фрезерование шпоночного паза
| Паспортные данные станка 6М12П. Рабочая поверхность стола 320х1250 мм. Мощность двигателя N=7кВт; КПД станка η=0,8. Частота вращения шпинделя (об/мин): 32,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 |
Подачи стола продольные и поперечные (мм/мин): 25; 31,5; 40; 5063; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250. Подачи стола вертикальные (мм/мин): 8; 10,5; 13,3; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400.
|
|
|
Принимается концевая фреза из быстрорежущей стали Р18. Диаметр фрезы равен ширине паза D=b=16 мм; число зубьев фрезы z-4 (табл.18). Геометрические параметры γ=150; ∞=140; φ1=30 (табл.17).
1. Для концевых фрез глубиной резания считается ширина паза t=b=16 мм, шириной фрезерования принимается глубина паза при фрезеровании в один проход В=h= 5,5 мм.
2. Для фрезерования стали D=16 мм, z=4, h=5,5 мм (табл.18) s=0,06-0,05 мм/зуб. Принимается среднее значение s=0,055 мм/зуб.
3. Период стойкости фрезы берется минимально для фрезы концевых Т=60 мин. Средняя величина допустимого износа по задней поверхности h3=0,3-0,5 мм (табл.21).
4. Скорость резания рассчитывается по эмпирической формуле [1, с. 282]
V=-(Cv∙Dq)/(Tm∙tx Sy∙Bu∙Zp )∙Kv,
Значения коэффициента и показателей степени в формуле скорости резания: для концевых цельных фрез из быстрореза при фрезеровании пазов в заготовках из углеродистой стали Cv=46.7; q=0.45; x=0.5; y=0.5; u=0.1; p=0.1; m=0.33;(табл.20)
Kv=KmvKnvKиv; Kmv=1.0(750//650)0.9=1.038 (табл.6) Кпv=1,0 (табл.7) Киv=1,0 (табл.8)
|
|
|
После подстановки в формулу скорости резания получаем
V=(46,7∙160,45)/(600,33∙160,5∙0,0550,5∙5,50,1∙40,1)∙1,038=
=336,24/(3,86∙4∙0,23∙1,185∙1,148)∙1,038=72,26 м/мин
5. Частота вращения шпинделя
n=(1000∙V)/π∙D); n=(1000∙72.26)/(3.14∙16)=1438 об/мин
По паспорту станка ближайшее число оборотов шпинделя пст=1250 об/мин
6. Действительная скорость резания
Vд=(3,14∙16,1250)/1000=62,8 м/мин
1. Продольная минутная подача Sм=0,055∙4∙1250=275 мм/мин
2. Машинное время
Тм=(L+l)/sм; Тм=(45+6)/275=0.18 мин.
Дата добавления: 2020-04-25; просмотров: 264; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!