Задание 1. Построить синхронный график по технологической схеме
Методические указания
Перед построением синхронного графика рекомендуется составить таблицу (расположена ниже графика), в которой отображены организационные операции (номер, специальность, количество рабочих, затрата времени). Выше таблицы строят сам график.
При построении графика загрузки операций на оси абсцисс (линия такта) проставляют номера организационных операций, а на оси ординат откладывают в принятом масштабе время на выполнение этих операций.
Для кратных операций откладывают среднее время на одного исполнителя. Полученные точки соединяют вертикальными линиями с осью абсцисс.
Параллельно линии такта проводят линии допускаемых отклонений от такта. Это отклонение берут в соответствии с принятым основным условием согласования времени.
Желательно, чтобы вершины графика не выходили за пределы допускаемых отклонений. Чем больше перегружен процесс, тем больше будет точек выше оси абсцисс, и наоборот. По высоте вертикальных линий судят о размере отклонений операций от такта в ту или в другую сторону.
Пример синхронного графика представлен на рисунке 7.

| Номер операции | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Специальность | Р | Пр | М | М | М | Пр | М | С/М | М | Р/C | C/М | М | С/М |
| Количество рабочих | 1 | 1 | 2 | 1 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Время операции | 31,3 | 32,3 | 60 | 30,7 | 66 | 30,1 | 30,9 | 31,4 | 30,4 | 32,5 | 32,9 | 30 | 30,5 |
Рисунок 7 - Синхронный график
Задание 2. Построить монтажный график
По технологической схеме
Методические указания
Монтажный график составляется по секциям потока отдельно (если поток секционный). Пример монтажного графика представлен на рисунках 8.1 и 8.2.
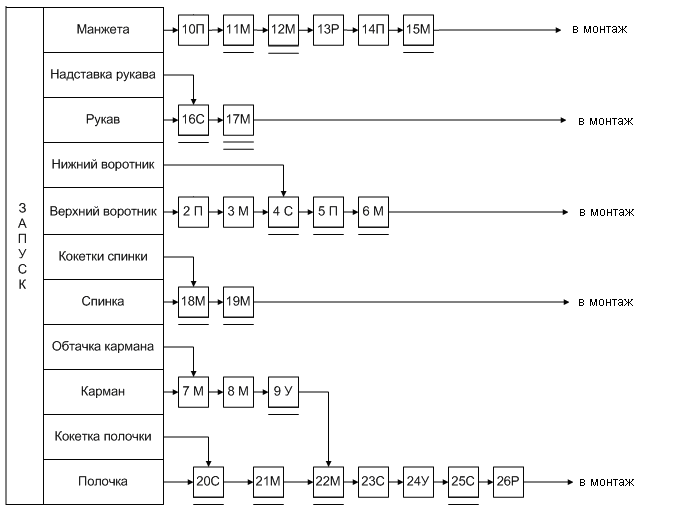
Рисунок 8.1 – Монтажный график заготовительной секции

Рисунок 8.2 – Монтажный график монтажно-отделочной секции
Правила построения монтажного графика.
1. Каждый квадрат означает одну организационную операцию, в нем указывают номер операции и специальность.
2. Количество квадратов должно соответствовать числу организационных операций в процессе.
3. Кратные операции обозначают квадратами, обведёнными или подчёркнутыми соответствующим числом (двукратные операции показываются второй дополнительной линией, трехкратные – второй и третьей, и т.д.).
4. Слева на графике указывают очередность обработки деталей изделия. Детали на графике располагают снизу вверх в порядке очередности их обработки.
5. Если все детали, которые были обработаны на операции, передают для обработки на последующую операцию, то передачу этих деталей показывают стрелкой.
6. Подачу деталей на операцию от запускальщицы показывают стрелками с указанием номеров деталей, которые располагают выше операций процесса.
7. Если деталь уже обрабатывалась на операции, а ее нужно подать для дальнейшей обработки через несколько операций, то передачу деталей показывают стрелкой, которую располагают ниже операций процесса. Стрелку ведут с той операции, где деталь последний раз обрабатывалась, и заканчивают на той операции, на которой продолжается или заканчивается обработка детали в технологической схеме потока.
8. Стрелок с обратным направлением (возврат деталей) не должно быть (желательно), за исключением тех случаев, когда проектируются потоки типа ПМС.
9. Если отдельные детали заготавливают параллельно, то первые операции по обработке этих деталей показывают на одном уровне (по вертикали) - одна над другой для того, чтобы показать возможность совмещения обработки этих деталей во времени.
10. После соединения детали с основной частью (или с изделием) дальнейшую обработку ее в графике не отражают.
Задание 3. Составить сводку рабочей силы и оборудования
Методические указания
Для того, чтобы оценить рациональность составленной технологической схемы, рассчитывают основные технико-экономические показатели потока. Расчет технико-экономических показателей потока начинают с составления сводки рабочей силы, таблица 8.
Таблица 8
Сводка рабочей силы потока
Изделие -
Мощность потока в смену, ед. -
Количество рабочих в потоке -
Такт потока, с –
| Разряд (рi) | Время обработки по специальностям, с. | Общее время обработки по разрядам, с (Тi) | Расчетное количество рабочих по разрядам, чел. (Np.i=Ti/τ) | Сумма разрядов (Σрi = = pi ∙ Np . i) | Тарифный коэффициент (ki) | Сумма тарифных коэффициентов (Σki = = ki ∙ Np . i)
| |||||
| М | С | А | Р | П | У | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| l | 1,000 | ||||||||||
| 2 | 1,088 | ||||||||||
| 3 | 1,204 | ||||||||||
| 4 | 1,351 | ||||||||||
| 5 | 1,531 | ||||||||||
| 6 | 1,800 | ||||||||||
| Итого общее время по специальностям, с. | - | ||||||||||
| Количество рабочих по специальностям, чел. | - | - | - | - | |||||||
| Удельный вес, % | 100% | Средний: | - | ||||||||
Сводку оборудования составляют на основании технологической схемы по форме таблицы 9.
Количество запасного оборудования для АГП берут в размере 7-10% от основного, для ПМС - 3-5%.
Таблица 9
Сводка оборудования
| № п/п | Вид оборудования | Количество технологического оборудования | Тип, класс машины | ||
| основного | запасного | всего | |||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Универсальные стачивающие машины | 10 | 1 | 11 | 131-31+50 ОАО «Орша» |
| 2 | Стачивающее-обметочные машины | 5 | - | 5 | AZ6500H-C5DF |
Задание 4. Рассчитать технико-экономические показатели потока
На основании технологической схемы разделения труда и сводных таблиц рабочих и оборудования рассчитывают основные технико-экономические показатели потока, таблица 10.
Таблица 10
Дата добавления: 2020-04-25; просмотров: 415; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!