Требования, учитываемые при комплектовании организационных операций
| № п.п | Виды требований | Примечания | ||
| Основные требования | ||||
| 1 | Совместимость специальностей технологических операций, входящих в состав организационной операции | Допускается следующее совмещение специальностей по применяемому оборудованию
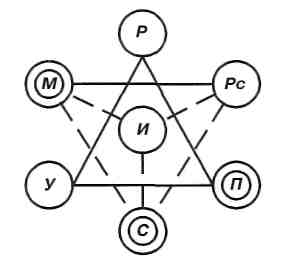 М - работа, выполняемая на универсальной машине, С - работа, выполняемая на специальной машине, П - прессовая операция, У - утюжильная операция, Рс - ручная работа, выполняемая сидя, без иглы, Р -ручная работа, выполняемая стоя, И - ручная работа, выполняемая сидя, с иглой.
Соединение сплошной линией означает возможность объединения технологических операций этих специальностей в организационную операцию. Пунктирная линия — допускает объединение разных специальностей, но при определенных производственных и технологических требованиях. Вершины с двойными кружочками допускают возможность комплектования технологических операций одной специальности, выполняемых на однородном оборудовании различного типа.
М - работа, выполняемая на универсальной машине, С - работа, выполняемая на специальной машине, П - прессовая операция, У - утюжильная операция, Рс - ручная работа, выполняемая сидя, без иглы, Р -ручная работа, выполняемая стоя, И - ручная работа, выполняемая сидя, с иглой.
Соединение сплошной линией означает возможность объединения технологических операций этих специальностей в организационную операцию. Пунктирная линия — допускает объединение разных специальностей, но при определенных производственных и технологических требованиях. Вершины с двойными кружочками допускают возможность комплектования технологических операций одной специальности, выполняемых на однородном оборудовании различного типа.
| ||
| 2 | Квалификационная однородность работ, выполняемых в организационной операции | Допускается комплектование в организационные операции технологических операций несмежных разрядов в установленных пределах процентного соотношения высшего и низшего разрядов. Критерием, определяющим процентное соотношение времени комплектуемых технологических операций несмежных разрядов, является заработная плата исполнителя. | ||
| 3 | Одноименность или технологическая совместимость оборудования в формируемых организационных операциях | Необходимо соблюдение одноименности или технологической совместимости оборудования в формируемых организационных операциях с учетом его максимального использования, которое обеспечивает эффективное функционирование организационной операции | ||
| Дополнительные требования
| ||||
| 4 | Сосредоточение выполнения технологических операций по обработке отдельных деталей и узлов в минимально возможном количестве организационных операций | Сосредоточение выполнения технологических операций отдельных деталей и узлов в минимально возможном количестве организационных операций потока предусматривает уменьшение вспомогательно-переместительных приемов при передаче предметов труда, сокращая при этом производственный цикл изготовления изделия | ||
| 5 | Максимальное использование оборудования | Оценку использования оборудования в потоке, как средства труда, производят по коэффициенту, вычисляемому следующим образом
 где Σtm. o.мех — суммарное значение времени технологических операций, выполняемых с использованием швейных машин, полуавтоматов и прессового оборудования, с; Σto. o.мех — суммарное значение времени организационных операций, выполняемых с использованием швейных машин, полуавтоматов и прессового оборудования, с.
где Σtm. o.мех — суммарное значение времени технологических операций, выполняемых с использованием швейных машин, полуавтоматов и прессового оборудования, с; Σto. o.мех — суммарное значение времени организационных операций, выполняемых с использованием швейных машин, полуавтоматов и прессового оборудования, с.
| ||
| 6 | Перекрытие времени выполнения технологических операций, входящих в организационную операцию, при многостаночной работе | Перекрытие времени технологических операций на организационных операциях при многостаночной работе обеспечивает наиболее полное использование рабочего времени, живого труда и средств труда в потоке
 где tj — время выполнения технологической операции, с; tоб — время работы оборудования, с.
где tj — время выполнения технологической операции, с; tоб — время работы оборудования, с.
| ||
| 7 | Ограничение величины кратности исполнителей в формируемой организационной операции | максимальная кратность потока была ограничена величиной tmax, т.е.
 где tmax — максимальная продолжительность технологической операции процесса изготовления изделия, с; Nф — фактическое количество рабочих потока; J— количество организационных операций потока.
где tmax — максимальная продолжительность технологической операции процесса изготовления изделия, с; Nф — фактическое количество рабочих потока; J— количество организационных операций потока.
| ||
|
|
|
После компоновки организационных операций из неделимых составляют технологическую схему разделения труда - основной технологический документ, на основании которого производят расстановку рабочих мест, оборудования, рабочей силы, оснащение рабочих мест инструментом, приспособлениями, контроль работы потока, учет выработки и заработной платы рабочих.
|
|
|
Практическая часть
Дата добавления: 2020-04-25; просмотров: 235; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!