Глава КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ
XXVI
Комбинированным называют инструмент, который предназначен
для обработки нескольких поверхностей; в нем соединяются два или
несколько инструментов одного или различных видов. Применение
комбинированного инструмента позволяет совмещать несколько пере-
ходов и даже операций в одну.
Преимущества комбинированного инструмента совершенно оче-
видны и заключаются в увеличении производительности (за счет
уменьшения машинного и вспомогательного времени на обработку
детали), удешевлении операций (за счет применения более простых
станков), возможности удаления значительных припусков (за счет
совмещения работы нескольких режущих кромок). Однако нельзя
забывать, что комбинированные инструменты дороже. Можно под-
разделять все комбинированные инструменты на две основные группы:
1) состоящие из инструментов одного и того же вида; 2) состоящие из
инструментов разных видов.
КОМБИНИРОВАННЫЕ ИНСТРУМЕНТЫ,
СОСТОЯЩИЕ ИЗ ИНСТРУМЕНТОВ ОДНОГО И ТОГО ЖЕ ВИДА
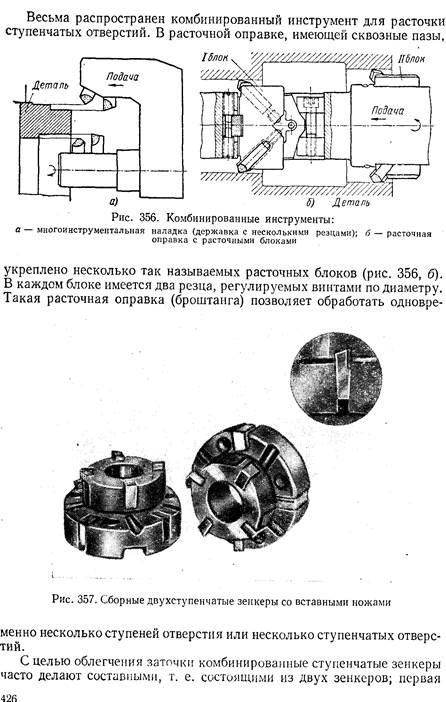
Примером конструкции комбинированного инструмента, состоящего
из инструментов одного и того же вида, может служить изображенная
схематично на рис. 356, а державка с несколькими резцами. Наружные
резцы ее служат для обтачивания наружных ступеней детали; внутрен-
ние резцы растачивают внутренние ступени в отверстии детали. Инстру-
менты подобного типа широко применяются и позволяют резко увели-
чить производительность. Если между отдельными диаметрами детали
большая разница, то целесообразно применение резцов из различных
материалов: резцы для обработки отверстий можно изготовить из быст-
рорежущей стали; резцы, обрабатывающие наружную поверхность
детали с более высокой скоростью резания — из твердого сплава.
|
|
|
425
|
|
ступень зенкера выполняется в виде отдельного зенкера,, снабженного
коническим хвостовиком и входящего в соответствующее коническое
отверстие зенкера, предназначенного для обработки второй ступени.
|
|
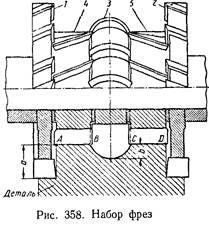
Распространены ступенчатые сборные зенкеры со вставными ножами,
позволяющими регулировать размер. В конструкции, показанной на
рис. 357, регулировка осуществляется перестановкой ножей на одно
или несколько рифлений в радиальном направлении. Существуют
конструкции, позволяющие произ-
водить более тонкую регулировку
ножей зенкера.
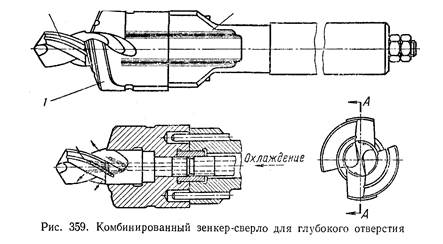
Примером комбинированного
инструмента может служить набор
фрез для одновременного фрезеро-
вания нескольких поверхностей
(рис. 358). Для обработки торцов
детали служат две сборные двух-
сторонние фрезы / и 2 с правым и
левым направлением'канавок. Для
обработки полукруглой выемки
служит полукруглая выпуклая фа-
сонная фреза 3. Плоские поверхно-
сти детали АВ и CD обрабатываются
двумя дисковыми фрезами 4 и 5.
|
|
|
Комплектные фрезы должны за-
тачиваться так, чтобы номинальная
разница диаметров входящих в комплект фрез, а следовательно, и
размеры айв, показанные на рис. 358, оставались постоянными после
переточки комплекта по диаметру. Регулирование размеров вдоль оси
оправки производится с помощью проставочных колец.
Комбинированная протяжка может обрабатывать последовательно,
например своей первой ступенью, круглое отверстие, второй ступенью
вырезать в этом круглом отверстии шлицы. На стр. 436 описана такая
комбинированная протяжка для одновременной обработки шлицевого
отверстия по внутреннему диаметру и по шлицам.
Имеется также много других конструкций комбинированных
инструментов этой группы.
§ 2. КОМБИНИРОВАННЫЕ ИНСТРУМЕНТЫ,
СОСТОЯЩИЕ ИЗ ИНСТРУМЕНТОВ РАЗНЫХ ВИДОВ
Рассмотрим несколько примеров инструментов, относящихся к
этой группе.
Комбинированный зенкер-сверло (рис. 359) позволяет сверлить и
одновременно зенкеровать отверстие. Сверло 2 вставляется в двузубый
зенкер 1 и закрепляется в корпусе 3.
Для сквозных отверстий применяется также комбинированный
инструмент, совмещающий в себе сверло и развертку.
|
|
|
427
Для хорошего отвода стружки сверло-развертка работает последо-
вательно: вначале сверлится отверстие, и только тогда, когда отверстие
г----------------------- ■ 3
просверлено, вступает в работу развертка. Так же работает и сверло-
метчик.
На рис. 360 показан комбинированный инструмент для обработки
овальных отверстий в рельсах — кольцевая фреза-сверло. При сверле-
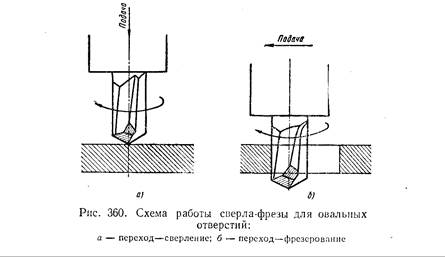
нии отверстия работают режущие кромки сверла, инструмент движется
вдоль оси и вращается (рис. 360, а). После того как отверстие про-
сверлено насквозь, переключается направление подачи стола: подача
происходит уже не в вертикальном, а в горизонтальном направлении,
перпендикулярном к оси сверла (рис. 360, б). С этого момента вступают
в работу кромки, расположенные на цилиндрической части инстру-
мента, и инструмент работает как фреза.
Широкое распространение получил показанный на рис. 361 муфто-
расточной комбинированный патрон, обеспечивающий совмещение
обтачиваний торца, фасок и выточки и развертывание внутреннего
конического отверстия муфты за одну операцию. Такой патрон при-
меняется на специальных муфторасточных станках с вращающимися
муфтами. При продвижении патрона вначале в работу вступают раз-
верточные ножи, которые предназначены для развертывания внутрен-
него конуса муфты. По мере продвижения разверточных ножей в глубь
муфты расточные ножи начинают растачивать выточки. Последним
вступают в работу торцовые ножи, предназначенные для образования
внутренней и наружной фасок и подрезания торца муфты.
|
|
|
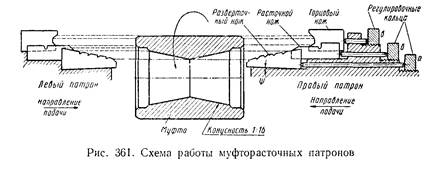
На рис. 361 схематично показано расположение ножей в конце обра-
ботки муфты.
В корпусе патрона просверлено большое количество отверстий, по
которым охлаждающая жидкость подводится непосредственно к режу-
щим кромкам ножей. Струей охлаждающей жидкости уносится
стружка.
Муфторасточной патрон позволяет производить смену ножей и
регулировку их на размер. Регулировка разверточных ножей произво-
дится кольцом а, которое перемещает разверточные ножи в наклонных
пазах; по мере их передвижения благодаря углу дна пазов увеличи-
вается диаметр развертываемого отверстия. Для установки расточных
ножей предусмотрено второе кольцо б, при повороте которого переме-
щаются вдоль оси расточные ножи. Третье регулировочное кольцо
в выдвигает торцовые ножи. Ножи закрепляются в определенном поло-
жении специальными зажимами.
Примером совмещения обтачивания и нарезания резьбы одним
комбинированным инструментом может служить трубонарезной
патрон.
На рис. 362 показана схема действия патрона (завода МИЗ) для
обтачивания конца трубы и нарезания резьбы.
428
429
|
|
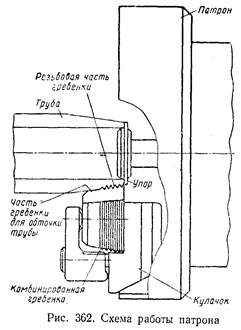
По мере продвижения патрона вдоль оси труба давит на упор, кото-
рый связан с механизмом, постепенно раздвигающим кулачки с укреп-
ленными на них гребенками.
Таким образом, в результа-
те двух движений — движения
вдоль оси и более медленного
движения в радиальном напра-
влении — кулачок головки дви-
жется по образующей конуса.
Гребенка комбинированная: пе-
редняя часть ее обтачивает конец
трубы по конусу, резьбовая
часть нарезает на обработанной
части конуса резьбу. Если, на-
пример, нарезаются резьбы с ша-
гом 2 мм, то за один оборот
гребенка продвинется вдоль оси
также на 2 мм, но поскольку
работа распределяется между
несколькими гребенками, то ста-
новится возможным совместить
нарезание резьбы с обтачиванием
конца трубы.
Новаторы производства часто
применяют комбинированные ин-
струменты оригинальной кон-
струкции, позволяющие резко
сократить машинное и вспомогательное время, причем хорошо проду-
манная конструкция комбинированного инструмента всегда повышает
производительность.
§ 3. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ
КОМБИНИРОВАННОГО ИНСТРУМЕНТА
При конструировании комбинированного инструмента приходится
решать те же самые вопросы, что и при конструировании любого режу-
щего инструмента. К ним относятся выбор кинематической схемы реза-
ния, схемы распределения нагрузки, материала; назначение углов
режущей части; определение схемы заточки; обеспечение отвода
стружки, отвода тепла от режущих кромок; прочность и т. д.
При конструировании комбинированного инструмента в отличие
от обычного режущего инструмента некоторые из этих вопросов при-
обретают первостепенное значение.
При конструировании любого комбинированного инструмента
режущие кромки обязательно должны перекрывать соответствую-
щие обработанные участки, и схема распределения нагрузки
должна быть построена с учетом этого важного обстоятельства.
На рис. 358 показан пример комбинированного инструмента —
набор фрез для фрезерования сложной поверхности. Необходимо,
чтобы в процессе работы режущие кромки инструмента перекры-
вали друг друга в местах стыка. Следовательно, режущие кромки
дисковых фрез должны быть длиннее участка CD детали. Если не
сделать такого перекрытия в местах стыка, возможна неполная
обработка поверхности детали, появление заусенцев, защемле-
ние стружки между режущими кромками, соприкасающимися
между собой.
Отвод стружки от режущих кромок инструмента приобретает
важное значение, особенно при конструировании комбинированно-
го инструмента для обработки внутренних поверхностей. Здесь
приходится не только учитывать достаточный объем канавок или
каналов для выхода стружки, но и придавать определенное на-
правление сходу стружки, избегать появления встречных, сталки-
вающихся стружек.
При работе зенкера-сверла (см. рис. 359) в сплошном мате-
риале от режущих кромок сверла отделяется стружка. Если про-
исходит обработка вязкого материала, дающего сливную стружку,
то отделяющаяся стружка должна завиваться в спираль и
направляться к выходу из отверстия. В этом месте находится дру-
гая часть комбинированного инструмента — зенкер, от которого
также отделяется стружка. Если направления отхода стружки от
сверла и от зенкера совпадают, то две стружки встречаются и
задерживается их отвод из отверстия; может возникнуть спу-
тывание и сминание их в один общий пакет, который задержи-
вает вновь отделяющуюся стружку и приводит к поломке инстру-
мента.
Самым удобным является разделение каналов (первый путь)
для отвода стружки, т. е. чтобы стружка, отделяющаяся от свер-
ла, шла по одному, а стружка, отделяющаяся от зенкера, — по
другому каналу. Можно использовать один канал, но так, чтобы
стружка шла по разным сторонам этого канала. В приведенном
на рис. 359 примере имеется один канал, но стружка, отделяю-
щаяся от зенкера, всегда прижимается к одной стенке, а струж-
ка, отделяющаяся от сверла, проходит по середине канала.
Второй путь состоит в придании стружке такой формы, чтобы
она легко удалялась из отверстия. Режущие кромки инструмента
снабжаются стружкоразделительными канавками, и широкая
стружка разбивается на ряд узких полосок. Разделение стружки
на более узкие и длинные полоски не приведет к желаемым ре-
зультатам, так как такие стружки спутываются в клубок и опас-
ность поломки инструмента не устраняется. Следовательно, кроме
разделения стружки на узкие полоски, следует обеспечить зави-
вание их в короткие спирали путем заточки фаски с меньшим
передним углом. Можно па передней поверхности сделать лунку
(аналогично лунке на резцах) или порожек, что также приведет
430
431
к завиванию стружки. Эти мероприятия дают эффект только в
определенных условиях, т. е. при определенной подаче и глубине
резания.
Для улучшения отвода стружки используют струю жидкости.
Направление ее должно выбираться таким, чтобы помогать вы-
ходу стружки из отверстия, а не забивать ее глубже.
При конструировании комбинированных инструментов часто
возникает необходимость в целях удобства заточки делать ин-
струмент разъемным, из отдельных частей. На рис. 357 изобра-
жен комбинированный зенкер. Заточка такого двухступенчатого
зенкера сложна, и выход шлифовального круга чрезвычайно
неудобен,.так как шлифовальный круг при работе будет врезать-
ся в шейку между первой и второй ступенью зенкера. Если же
сделать зенкер разъемным из двух частей, то, разъединяя их,
можно заточить по отдельности зенкер меньшего диаметра и зен-
кер большего диаметра.
Показанный на рис. 359 набор фрез, безусловно, мог бы быть
заменен одной фасонной фрезой, если бы не сложность изготовле-
ния и заточки такой фрезы. Разбивая этот набор на ряд отдель-
ных фрез, получаем инструменты простой конфигурации, поддаю-
щиеся заточке обычным способом. Все фрезы, входящие в набор,
приходится затачивать с учетом необходимости сохранения опре-
деленной заданной разницы в диаметрах фрез.
Если в обычных режущих инструментах сборной конструкции
установка на размер и регулирование имеет большое значение, то
в комбинированных инструментах значение регулирования резко
возрастает. Можно считать малопригодной для практики такую
конструкцию комибинированного инструмента, которая занимает
много времени на установку и регулирование размеров.
Дата добавления: 2020-04-25; просмотров: 188; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!