Отклонения формы цилиндрических деталей в поперечном сечении
Отклонение от круглости– наибольшее расстояние от точек действительной поверхности до прилегающей окружности
Частный случай овальность и огранка. Эти погрешности специальных обозначений на чертеже не имеют.


Отклоненение от от круглости измеряется прибором кругломером.
На чертеже отклонения формы обозначается в рамке со стрелкой к рассматриваемой поверхности. В первой клетке записывается условное обозначение отклонения формы, во второй – величина допуска в мм. Приведенное на рисунке обозначение читается так: допуск круглости составляет 0,04 мм.
Отклонения формы цилиндрических деталей в продольном сечении
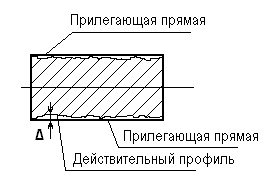 1) Отклонение профиля продольного сечения – это наибольшее расстояние от прилегающих прямых до действительного профиля
1) Отклонение профиля продольного сечения – это наибольшее расстояние от прилегающих прямых до действительного профиля
 На чертеже отклонение профиля продольного
На чертеже отклонение профиля продольного
сечения составляет 0,04мм.
Частными случаями этой погрешности являются: седлообразность, бочкообразность, конусообразность и изогнутость оси .

Специальных обозначений на чертежах не имеют.
2) Комплексный показатель погрешности формы цилиндрических деталей
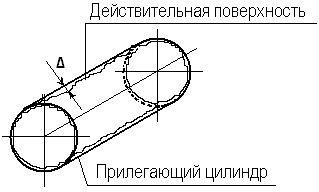 Отклонение от цилиндричности - это наибольшее расстояние от точек действительной поверхности до прилегающего цилиндра.
Отклонение от цилиндричности - это наибольшее расстояние от точек действительной поверхности до прилегающего цилиндра.
 На чертеже: допуск цилиндричности поверхности 0,04 мм.
На чертеже: допуск цилиндричности поверхности 0,04 мм.
Измерение данной погрешности производится на 3-х координатной измерительной машине с помощью нескольких измерительных головок
|
|
|
Отклонения формы плоских деталей
Отклонение от плоскостности –максимальное расстояние от точек действительной поверхности до прилегающей плоскости.
Частными случаями этой погрешности являются вогнутость и выпуклость.


Контроль плоскостности
1) “на краску» - качество поверхности оценивается количеством пятен на один квадратный дюйм (1 дюйм = 25,4 мм).
25…30 пятен – высокое качество,
20…25 пятен – хорошее качество,
16…20 пятен – удовлетворительное качество.
2) контроль с помощьб щупа.

25.
1)Отклонение от параллельности – разность наибольшего и наименьшего расстояний между двумя плоскостями.
∆ =аmax - аmin.
Контроль с помощью индикаторов.
 При обозначении взаимного расположения на чертежах одна из поверхностей принимается за измерительную базу и обозначается большими буквами русского алфавита.
При обозначении взаимного расположения на чертежах одна из поверхностей принимается за измерительную базу и обозначается большими буквами русского алфавита.
На чертеже: допуск параллельности расматриваемой поверхности относительно базовой поверхности А (основания) составляет 0,03 мм. 
2)Отклонение от перпендикулярности - разность наибольшего и наименьшего расстояний от действительной поверхности до плоскости, перпендикулярной базовой.
∆ =аmax - аmin.

Контроль с помощью инструментального угольника.
|
|
|

На чертеже: допуск перпендикулярности расматриваемой поверхности относительно базовой поверхности Б (основания) составляет 0,03 мм.
3)Радиальное биение - разность наибольшего и наименьшего расстояний от точек рассматриваемой действительной поверхности до оси базовой поверхности.
Контроль с помощью биениемера с индикатором.
На чертеже: допуск радиального биения относительно оси детали составляет 0,03 мм.
4)Торцовое биение - разность наибольшего и наименьшего расстояний от рассматриваемой торцовой поверхности до плоскости, перпендикулярной базовой оси оси. Торцовое биение является следствием неперпендикулярности торца относительно оси детали.
∆ =аmax - аmin.

Контроль с помощью индикатора.
На чертеже: допуск торцового биения относительно оси детали составляет 0,03 мм.
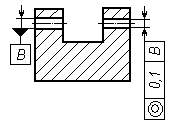
 5)Отклонение от симметричности –расстояние между плоскостями симметрии рассматриваемого элемента (отверстия, паза и т.п.) и базового элемента.
5)Отклонение от симметричности –расстояние между плоскостями симметрии рассматриваемого элемента (отверстия, паза и т.п.) и базового элемента.

На чертеже:допуск симметричности сторон паза относительно оси детали составляет 0,1 мм.
Контроль с помощью калибров.
6)Отклонение от соосности -максимальное расстояние от оси рассматриваемого отверстиядо оси базового отверстия
|
|
|
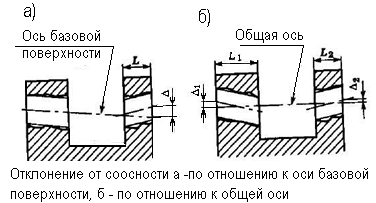
На чертеже: допуск соосности рассматриваемого отверстия относительно базового отверстия составляет 0,1 мм.
Контроль с помощью специальных приспособлений с индикаторами.
7)Отклонение от пересечения осей –расстояние между осями отверстий, которые номинально пересекаются.
На чертеже:допуск пересечения оси рассматриваемого отверстия относительно оси базового отверстия составляет 0,1 мм.
Контроль с помощью координатно-измерительной машины.
8)Позиционный допуск –ограничивает отклонение положения оси отверстия от его номинального положения (как правило задается при наличии нескольких одинаковых оверстий, центры которых должны находится на одной окружности или несколько одинаковых пазов).
 Если задается позиционный допуск, то не указываются предельные отклонения угла и диаметра, а эти номинальные значения размеров обводятся рамкой.
Если задается позиционный допуск, то не указываются предельные отклонения угла и диаметра, а эти номинальные значения размеров обводятся рамкой.
На чертеже: позиционный допуск осей отверстий Ø0,2 мм.
Позиционный допуск к оси может указываться значком диаметра (Ø) или буквой R . Например, R0,1. Если же позиционный допуск проставляется к плоскости симметрии (пазов), то вместо знаков Ø и R записывается Т0,2 или Т/2 0,1.
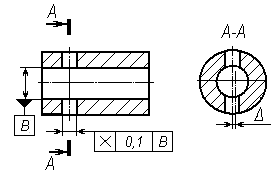
9)Зависимый допуск –переменный допуск расположения и формы. Назначается, если требуется обеспечить только собираемость изделий (деталей). На чертежах указывается минимальная величина допуска, а максимальная его величина зависит от размера самого элемента.
|
|
|
Например, минимальные значения диаметров ступеней отверстия (см. рисунок) при заданных отклонениях будут равны 25мм и 15 мм. Для этих размеров на чертеже указан минимальный допуск соосности равный 0,1 мм.

На чертеже: допуск соосности отверстий 0,2 мм, зависимый.
Некоторые варианты обозначения зависимого допуска (допуск перпендикулярности, соосности, позиционный допуск):

Контроль: с помощью калибров, которые являются пртотипами сопрягаемых деталей (установочных элементов).
Если допуск формы ирасположения равен допуску на размер, то он на чертеже не указывается.
26.
Дата добавления: 2020-04-08; просмотров: 893; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!