Термореактивные полимеры и материалы на их основе
Термореактивные полимеры (олигомеры, смолы) линейного или разветвленного строения применяются в качестве связующих в производстве реактопластов. Основными требованиями к связующим веществам являются: высокая клеящая способность (адгезия), химическая стойкость, теплостойкость, технологичность и др. В производстве реактопластов наиболее широко используются фенолоальдегидные, эпоксидные, полиэфирные, кремнийорганические и другие виды связующих, а также их смеси в различных сочетаниях и соотношениях. Процесс образования пространственно - сетчатой структуры реактопластов осуществляется совместно с целевыми добавками, оптимизирующими технологические (отвердители, катализаторы) и эксплуатационные (стабилизаторы, пластификаторы, наполнители) свойства композиций.
Фенолоформальдегидные смолы
Фенолоформальдегидные смолы (ФФС) получают реакцией поликонденсацией фенола и формальдегида. В зависимости от количественного соотношения фенола и формальдегида и типа катализатора получают термопластичные новолачные (новолаки) и термореактивные резольные (резолы) смолы.
Новолачные смолы получают поликонденсацией формальдегида с избытком фенола:
|
|

где n = 4 ÷ 8.
Новолаки представляют собой олигомеры линейного строения:
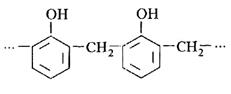
Новолачные смолы при нагревании и введении отвердителя (уротропина) переходят в неплавкое и нерастворимое состояние с образованием пространственно-сетчатой структуры.
|
|
|
Резольные смолы получают поликонденсацией фенола с избытком формальдегида и представляют собой смесь линейных и разветвленных олигомеров:
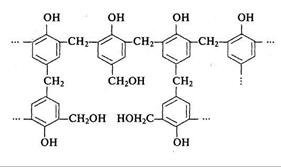
Резолы содержат функциональные метилольные (– СН2ОН) группы, способные при повышенных температурах к самопроизвольной реакции поликонденсации.
Резольные и новолачные смолы различаются по свойствам в исходном состоянии и в процессе отверждения, но мало различаются в отвержденном состоянии. Образование пространственно-сетчатой структуры происходит путем связывания олигомерных молекул метиленовыми (– СН2–) группами.
Фенолоформальдегидные смолы выпускаются в трех товарных формах.
В твердой форме выпускаются олигомеры, имеющие среднюю молекулярную массу 500 – 800. Наличие межмолекулярной водородной связи обеспечивает им высокую твердость и хрупкость, которые характерны для стеклообразного аморфного состояния. При нагревании они переходят в жидкое состояние температура размягчения новолаков составляет 80 - 130°С, а резолов 60 - 90°С. Резолы способны к холодному течению, начиная с температуры 20 - 25°С. Смолы легко растворяются в растворителях. Твердая форма при хранении смол является наиболее устойчивой.
|
|
|
В жидкой форме выпускаются водные и водноспиртовые растворы фенолоспиртов и низкомолекулярных смол, водноэмульсионные резольные смолы.
В лаковой форме выпускаются растворы смол в органических растворителях. После удаления растворителей образуются твердые лаковые пленки.
Пластические массы на основе ФФС называются фенопластами (выпускается более 200 марок).
Все твердые и жидкие ФФС обозначаются буквами СФ и через дефис тремя или четырьмя цифрами. Первые две цифры обозначают тип смолы (от 01 до 29 - новолачные, от 30 до 59 - резольные), а третья и четвертая цифры обозначают номер рецептуры.
В промышленности широкое применение находят ФФС следующих марок: СФ-010А, СФ-011, СФ-015, СФ-018, СФ-040, СФ-0112, СФ-340, СФ-341, СФ-341С, СФ-341А СФ-342 и т.п.
Новолачные смолы применяются для изготовления пресс-порошков, пресс-материалов с волокнистым и листовым наполнителем, изоляционных твердеющих мастик, пенопластов и др. материалов.
Резольные смолы применяются для производства слоистых пластиков, электроизоляционных пресс - порошков, ударопрочных материалов, замазок, клеев.
Пресс - порошки делятся на порошки общего назначения - 02-010-02, 03-010-02, 04-010-12, 08-010-72; электроизоляционные - Э2-330-02,Э3-340-65; влаго- и химстойкие - Вх1-090-34,Вх2-090-68; ударопрочные - У1-301-07, У2-301-07; жаростойкие - Ж7-010-83, Ж2-010-60 и т.д.
|
|
|
Пресс - материалы с волокнистым наполнителем (хлопковая целлюлоза, асбестовое и стеклянное волокно) отличаются более высокими физико-механическими показателями, чем пресс - порошки и применяются для изготовления деталей конструкционного и электротехнического назначения.
Пресс - материалы со слоистыми наполнителями получают на основе резольных смол и бумаги, хлопчатобумажной, стеклянной и асбестовой ткани, стеклянного и древесного шпона. Слоистые пластики применяются в качестве конструкционных, электротехнических и других видов материалов, обладающих более высокими физико-механическими свойствами.
Широкое применение находят также материалы на основе меламиноформальдегидных (МЛФС) и мочевиноформальдегидных (МФС) смол. Например, пресс - порошки на основе МФС и МЛФС, наполненные сульфитной целлюлозой, используются для изготовления пресс - изделий, обладающих высокой поверхностной твердостью, стойкостью к действию электрической дуги и хорошими физико-механическими свойствами (приборы зажигания, выключатели и т.д.).
Эпоксидные смолы
|
|
|
| Эпоксидными смолами называются мономерные или олигомерные | |||||
| соединения, содержащие в молекуле не менее двух эпоксидных |
| ||||
| или глицидиловых | 
| групп. |
| ||

Наиболее распространенные эпоксидные олигомеры имеют сравнительно небольшую молекулярную массу (380 - 3500). Морфологическими единицами этих олигомеров являются глобулы, которые сохраняются и в отвержденном состоянии.
Химическое отверждение эпоксидных смол происходит при введении реакционноспособных низкомолекулярных и реже олигомерных отвердителей. Отверждение происходит в результате реакций поликонденсации или полимеризации с раскрытием эпоксидных групп. Среди большого разнообразия эпоксидных смол наиболее широкое применение нашли олигомеры, имеющие общую формулу:
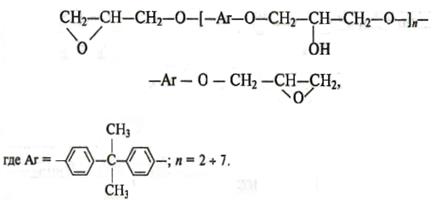
Диановые смолы - вязкие жидкости и стекла с различной молекулярной массой.
Низкомолекулярные смолы (ЭД-24, ЭД-22, ЭД- 20, ЭД-16 и др.) с молекулярной массой 350 - 600 обладают высокой реакционной способностью и отверждаются при обычной или повышенной температуре (60 - 100°С) алифатическими аминами. Они используются для производства клеев, покрытий и композиционных материалов.
Среднемолекулярные смолы (ЭД-14, ЭД-10, ЭД-8 и др.) с молекулярной массой 600 - 1400 отверждаются обычно по «горячему» режиму ангидридами дикарбоновых кислот, ароматическими аминами и др. Они используются в производстве эмалей, лаков, клеев, шпатлевок.
Высокомолекулярные смолы (Э-44, Э-49, Э-30 и др.) с молекулярной массой 1400 - 3500 являются основой полимерных порошковых композиций для производства порошковых красок и пресс - порошков.
Сетчатая структура материала образуется при содержании не менее двух, как правило, концевых эпоксидных групп. Отвердители, представляющие собой полифункциональные соединения (алифатические и ароматические амины, ангидриды карбоновых кислот и т.п.) в процессе отверждения входят в состав сетки полимера и влияют на его свойства. В зависимости от типа отвердителя (известно более 100 марок) реакция может протекать при комнатной температуре с выделением тепла или при нагревании до 120 - 180°С.
Кроме диановых смол широкое применение находят другие типы эпоксидных смол, отличающиеся функциональностью и химическим строением, что обеспечивает получение материалов со специфическими свойствами.
Эпоксиноволачные смолы (ЭН-6, УП-643 и др.) отверждаются аминами, ангидридами и другими отвердителями по горячему режиму. Материалы на их основе отличаются высокой теплостойкостью, химической стойкостью, но они более хрупки. Применяются для изготовления тепло - и химически стойких клеев, компаундов, связующих стеклопластиков, пресс-материалов.
Циклоалифатические смолы (УП-612, 632, 644, 647 и др.) отличаются тем, что кислород в них связан углеродными атомами циклоалифатического кольца. Это придает им специфические свойства. Например, компактность их молекул позволяет получать после отверждения повышенную густоту молекулярной сетки полимера с большей жесткостью и деформационной теплостойкостью. Они применяются в качестве связующих для производства материалов с высокой теплостойкостью и прочностью.
Алифатические эпоксидные смолы - ДЭГ-1, ТЭГ-1, МЭГ-2 и др. представляют собой низковязкие низкомолекулярные олигомеры (молекулярная масса 200 - 350). В качестве самостоятельного связующего они мало применимы и используются как активные разбавители других эпоксидных смол.
Галогенсодержащие, например хлорсодержащие эпоксидные смолы (УП-614, Э-181, ЭХД) применяются для снижения горючести эпоксидных материалов. Наибольшее применение находит смола Э-181, которая отверждается ангидридом и используется для разбавления диановых смол.
Азотосодержащие эпоксидные смолы (ЭА, УП-610, УП-645 - низковязкие и ЭЦ, ЭЦ-Н, ЭЦ-К - высоковязкие твердые) отверждаются всеми видами отвердителей. Материалы на их основе имеют высокие механические свойства и теплостойкость.
В последнее время начали применяться эпоксиуретановые и эпоксикремнийорганические олигомеры. Материалы на их основе обладают повышенной теплостойкостью, улучшенными диэлектрическими свойствами и эластичностью. Весьма перспективной является модификация эпоксидных олигомеров жидкими каучуками, непредельными кремнийорганическими и другими олигомерами.
Эпоксидные смолы применяются в виде многокомпонентных композиций, содержащих кроме смолы и отвердителя, пластификаторы, растворители, наполнители и другие функциональные добавки, придающие специфические свойства материалам.
Композиции на основе эпоксидных смол в виде пластмасс, клеев, компаундов, покрытий, пенопластов и др. находят широкое применение в различных областях современного производства, что обусловлено удачным сочетанием в них деформационно-прочностных, электроизоляционных, технологических и других специальных свойств.
Полиэфирные смолы
Полиэфирные смолы (ПЭС) представляют собой растворы ненасыщенных полиэфиров в мономерах или олигомерах, способных к сополимеризации с этими полиэфирами. Это сравнительно недорогие термореактивные материалы, имеющие молекулярную массу от 700 до 3000 и невысокую вязкость.
Промышленные полиэфирные смолы получают поликонденсацией гликолей с малеиновым и фталевым ангидридами:
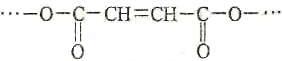
ПЭС отверждаются путем сополимеризации с различными мономерами, например, со стиролом, или со способными к сополимеризации олигомерами, которые служат одновременно и растворителями, и отвердителями. Отверждение связующих осуществляется в результате разрыва двойной связи между атомами углерода, как при обычной, так и при повышенной температуре в присутствии различных инициаторов (пероксиды бензоила и др.) и ускорителей (третичные амины, нафтенат кобальта и др.). Ненасыщенные эфиры можно отверждать только инициаторами (без ускорителей) при температурах не ниже 80 - 160°С.
В зависимости от состава, химического строения и молекулярной массы ПЭС представляют собой вязкие жидкости или твердые вещества различной окраски (бесцветные, светло-желтые, темно-красные, коричневые), растворяющиеся во многих растворителях. Они хорошо совмещаются и сополимеризуются с эпоксидными смолами и жидкими каучуками, что позволяет получать привитые сополимеры с различными свойствами, в том числе термоэластопласты, сочетающие высокие прочностные свойства и эластичность, присущие соответственно термопластам и эластомерам.
Промышленностью выпускается большой ассортимент различных марок ненасыщенных полиэфирных смол: общего назначения, повышенной теплостойкости, повышенной эластичности, пониженной горючести, химически стойкие и т.п.
Материалы на их основе характеризуются высокими механическими, теплофизическими и электроизоляционными свойствами, стойкостью к действию воды, кислот, бензина, масел и других сред.
ПЭС используются в качестве связующих при производстве пластических масс, клеев, лаков, герметиков и других композиций.
Кремнийорганические смолы
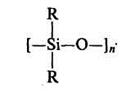
Кремнийорганические смолы (КоС) представляют собой большую группу элементорганических соединений, состоящих из неорганических цепей с органическими боковыми группами. Главные цепи этих соединений состоят из чередующихся атомов кремния и кислорода, азота, серы, металлов и т.д.
К наиболее распространенным кремнийорганическим полимерам относятся полиорганосилоксаны:
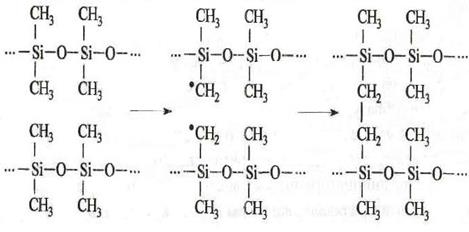
Кремнийорганические смолы отверждаются при введении отвердителей и катализаторов при повышенных температурах (250°С). Существует несколько способов сшивания кремнийорганических олигомеров, среди которых наиболее распространенным является отверждение пероксидом бензоила, легко распадающегося при нагревании на свободные радикалы. Процесс отверждения протекает по радикальному механизму:
В качестве связующих применяются также модифицированные кремнийорганические смолы, которые получаются совместной конденсацией низкомолекулярных кремнийорганических смол с другими органическими смолами и превосходят чистые смолы по технологическим, механическим и адгезионным свойствам, но уступают им по термостойкости.
В качестве наполнителей в кремнийорганических материалах используются неорганические порошкообразные наполнители (двуокись титана, кварцевая мука и т.п.), асбест, стеклянные, кремнеземные, кварцевые волокна и ткани на их основе.
Основными преимуществами пластмасс на основе кремнийорганических связующих являются высокая термостойкость и стабильность диэлектрических свойств до 300°С. Кремнийорганические связующие применяются также для получения пресс - материалов, стеклотекстолитов, компаундов, лакокрасочных и других видов материалов.
Пресс - материалы представляют собой композиции из кремнийорганических связующих и порошкообразных или волокнистых неорганических наполнителей. В отвержденном состоянии материалы на их основе обладают высокими физико-механическими, диэлектрическими свойствами и применяются для изготовления изделий различного назначения, которые получают методами прямого или литьевого прессования.
Стеклотекстолиты способны длительно (2000 час) работать при 300°С и кратковременно (5 – 30 мин) при 600 – 700°С без изменения свойств и обладают удовлетворительными механическими и хорошими диэлектрическими свойствами.
Кремнийорганические смолы используются при производстве герметизирующих материалов, заливочных и пропиточных компаундов, а также композиций различного назначения.
В таблице 3.2 приведен марочный ассортимент некоторых промышленно важных термореактивных полимерных материалов.
Таблица 3.2
Марочный ассортимент и области применения основных термореактивных пресс-материалов и литьевых ПМ
| Материал | Марка | Рекомендуемая область применения | |||
| Фенопласт: общего назначения прессовочный
| 02-010-02 | Малонагруженные изделия общего назначения | |||
| 03-010-02
| Армированные и неармированные детали технического назначения | ||||
| 04-010-12 | Для условий повышенной влажности | ||||
| 08-010-72 | Детали узлов сухого трения | ||||
| 010-200-72 | Крупногабаритные изделия сложной конфигурации, работающие при повышенных нагрузках и вибрациях | ||||
| 028-210-02 | Армированные и неармированные изделия технического назначения | ||||
| ·литьевой гранулированный общего назначения |
020-210-75СК | Изделия общего назначения | |||
| ·электроизоляционный прессовочный
| Э 1-340-02 | Изделия с высокими диэлектрическими показателями | |||
| Э 2-330-02 | Изделия электрического назначения, работающие в среде масла и бензина | ||||
| Э 3-340-65 | Изделия электротехнического назначения для сухого и влажного климата | ||||
| Э 4-100-30 | Изделия для условий повышенной влажности, ТВЧ и высоких напряжений | ||||
| Э 6-014-30 | Электро - и радиотехнические детали | ||||
| Э 22-451-44 | Ударопрочные детали | ||||
| · литьевой электротехнический
| Э 24-122-02
| Изделия с повышенной водостойкостью в условиях ударных и вибрационных нагрузок, циклических температурах | |||
| Э 28-0118-81 | Изделия, эксплуатирующиеся при Т | ||||
| Э 33-010-48
| Тонкостенные армированные изделия при повышенных температурах | ||||
| · влаго- и химстойкий
| Вх 1-090-34
| Детали с повышенной кислото- и водостойкостью | |||
| Вх 2-090-34, Вх 2-090-68 | Повышенная кислотостойкость при высоких температурах | ||||
| Вх 4-080-34
| Армированные и неармированные изделия, водостойкие с повышенной ударной вязкостью | ||||
| Вх 9-304-05 | Кислотостойкие изделия | ||||
| · жаростойкий
| Ж 2-010-60
| Изделия с высокими диэлектрическими показателями, теплостойкостью, ударной прочностью | |||
| Ж 0-010-62 | Детали сложной конфигурации, жаропрочные, водостойкие | ||||
| Ж 7-010-83
| Высокая теплостойкость и диэлектрические показатели | ||||
| · литьевой
| Ж 7-010-83Л
| Повышенная механическая прочность и теплостойкость | |||
| Ж 9-010-00 | Повышенная стойкость к нагреванию | ||||
| Ж 9-010-60Т | Изделия аппаратуры в тропическом климате | ||||
| · ударопрочный
| У 1-301-07, У 2-301-07 | Высокая механическая прочность при статическом изгибе и кручении | |||
| У 4-080-02 | Высокие диэлектрические показатели | ||||
| У 7-370-44, У 9-370-44 | Высокие механические и диэлектрические показатели, маслостойкость | ||||
| · специальный безаммиачный | СП 1-342-02 | Армированные и неармированные детали конструкционного назначения | |||
| СП 3-342-02 | Повышенные механические показатели, бензо - и маслостойкость | ||||
| СП 7 | Самозатухающие изделия | ||||
| Эпоксипласты |
УП-217, УП-2196, УП-2198 | Высокопрочные изделия электротехнического и конструкционного назначения для тропического климата | |||
| Стеклопластики на основе кремнийорганических связующих | ДВПМ-1 ДВПМ-3 0 РТП-200 РТП-170 РТП-100 | Изделия, получаемые литьевым прессованием для работы при температурах до 400°С, армированные и неармированные | |||
 250°C
250°CТермоэластопласты
Термоэластопласты (ТЭП). В промышленном масштабе производят три типа ТЭП: блок-сополимеры, смесевые и динамические.
Блок-сополимеры состоят из различных по химическому строению и свойствам блоков типа А – В – А, А – В – А – В, (А – В)n– C, (В – А – В¢)n – С, сочетающие в себе одновременно свойства эластомеров и термопластов. Блоками А являются полиэтилен, полипропилен, полистирол и поли-α-метилстирол, т.е. типичные термопласты, а блоками В и В¢ - полиизопрен, полибутадиен, а также сополимеры на основе этилена и пропилена, изопрена и полибутадиена, обладающие свойствами эластомеров. Величина n составляет обычно 2 - 4; буквой С обозначается остаток от взаимодействия исходных продуктов. Такие ТЭП содержат большую долю мягких блоков, определяющих гибкую эластомерную природу сополимера, и незначительную часть жестких блоков, обуславливающих высокие прочностные свойства термоэластопласта без его сшивания. При температурах выше температуры стеклования и температуры плавления жесткого блока происходит его размягчение и переход в пластичное состояние, что обеспечивает переработку ТЭП в виде расплава всеми методами пригодными для обычных термопластов (литье под давлением, экструзия и т.п.).
Свойства блочных ТЭП зависят как от химической природы и молекулярной массы блоков, так и от соотношения, последовательности расположения и размеров мягких и жестких блоков.
Промышленностью России выпускаются бутадиен - стирольные (ДСТ-30, ДСТ-50) и изопрен - стирольные (ИСТ-30, ИСТ-50) термоэластопласты (цифры после дефиса указывают содержание стирола в блок-сополимере).
В бутадиен-стирольных ТЭП блоки полистирола имеют среднюю молекулярную массу 10-15 тыс. и температуру стеклования 90ºС, а блоки полибутадиена – молекулярные массу 50 - 100 тыс. и температуру стеклования –100ºС.
В изопренстирольных ТЭП блоки полистирола имеют молекулярную массу от 6 до 50 тыс. и температуру стеклования от 80 до 100ºС, а температуру стеклования полиизопрена находится в пределах от – 60 до – 70ºС.
Стирольные блок-сополимеры отличаются высокой морозо- и износостойкостью, дешевизной и находят широкое применение в обувной промышленности, производстве клеев, асфальтов и т.п.
За рубежом налажено промышленное производство полиэфирных (СОРЕ), полиуретановых (ТРU) и полиамидных (СОРА) блок-сополимеров. Применение подобных ТЭП в производстве резинотехнических изделий ограничено вследствие невысоких деформационно - прочностных свойств при повышенных температурах, большой жесткости и сравнительно высокой стоимости.
Полиуретановые ТЭП обладают высокой износостойкостью и используются для производства литьевых формовых изделий, различных покрытий и т.п.
Полиэфирные и полиамидные ТЭП относятся к материалам специального назначения. Из полиэфирных ТЭП изготавливают различные формовые РТИ, рукава высокого качества, бесшумные шестерни. Полиамидные ТЭП на мировом рынке появились недавно и используются в кабельной промышленности, а также в производстве деталей, стойких к воздействию химических сред и масел.
Смесевые ТЭП в виде композиционных материалов получаются смешением в определенном соотношении некоторых типов каучуков с термопластами (ПЭ, ПП, ПВХ). Высокие темпы производства смесевых ТЭП обусловлены тем, что выбирая оптимальные условия смешения, тип и соотношение компонентов, можно получать материалы с необходимым комплексом технических свойств из доступного и сравнительно дешевого сырья.
Примерно половина объема производства смесевых ТЭП используется в автомобильной промышленности для изготовления бамперов, в кабельной промышленности для изготовления кабелей, оболочек для проводов, в строительной индустрии и других отраслях современного производства.
Динамические ТЭП получают высокоскоростным смешением эластомеров и термопластов с одновременной вулканизацией эластомерной фазы (динамической вулканизацией) при высоких температурах (150 – 220ºС).
Основными преимуществами динамических ТЭП по сравнению с традиционной резиновой технологией получения изделий являются:
- исключение длительной энергоемкой стадии вулканизации;
- безотходное и экологически чистое производство, благодаря возможности многократной переработки без ухудшения эксплуатационных свойств;
- возможность получать материалы с широким спектром свойств: от эластичных до ударопрочных;
- меньший расход материала для получения изделий (на 30 %);
- сравнительно широкий температурный интервал работоспособности (от - 60 до + 150 ºС);
- термосвариваемость;
- возможность переработки высокопроизводительными методами: инжекционное формование, экструзия, формование с раздувом, которые характерны для переработки пластмасс;
- существенно меньшая стоимость готового изделия.
В настоящее время в мировой практике из всех известных и применяемых ТЭП самые высокие темпы роста производства и применения имеют ДТЭП марки «Сантопрен» на основе СКЭПТ и ПП. Кроме того, широко используются ДТЭП марок «Сарлинг», «Джеопласт», «Вайрам», «Алкрин» и некоторые другие.
ДТЭП широко используются в следующих областях: в производстве автодеталей (колпачки для системы управления, уплотнения для тяг, окон, дверей, капота, багажника, детали для эффективного уменьшения шума, вибрации, увеличения плавности хода и др.); в производстве кровельных, гидроизоляционных, уплотнительных материалов для строительства гражданских и промышленных сооружений; в производстве различных резинотехнических изделий; для изоляции кабелей и деталей электроприборов; в производстве обуви и товаров народного потребления.
Благодаря своей относительно низкой стоимости и достаточно высоким эксплуатационным характеристикам ДТЭП являются наиболее перспективным классом полимерных композиционных материалов.
В России в настоящее время организовано производство по получению только двух типов ТЭП: дивинилстирольных (серийное) и полиуретановых (мелкосерийное). Сдерживающим фактором организации производства TPV и TPO является отсутствие необходимого оборудования.
Дата добавления: 2020-01-07; просмотров: 653; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!