Проектирование отделений восстановления и ремонта инструментов
Отделение по восстановлению режущего инструмента организуется для централизованной повторной заточки и текущего ремонта режущих инструментов, используемых в цехе. Отделения по восстановлению режущих инструментов следует располагать так, чтобы инструментальные потоки были как можно короче, для чего их размещают в непосредственной близости друг от друга.
Основные направления восстановления инструментов:
- применение электрохимической заточки алмазными кругами
- использование многониточных кругов для шлифования метчиков,
- применение электроимпульсных станков для обработки закаленных элементов
- использование установок для напыления износостойких покрытий
Число универсальных заточных станков в отделении (% числа обслуживаемых станков) принимают: в поточном производстве 3...5, в непоточном — 3...4.
Число основных рабочих в отделении по восстановлению инструментов определяют по числу станков с учетом сменности работы, т. е. двое рабочих на один станок при работе в две смены.
Основные направления автоматизации контрольных операций
Контрольные операции необходимы для определения с требуемой точностью параметров качества изготовляемых изделий, с тем чтобы обеспечить выпуск годной продукции и получать информацию о ходе технологического процесса.
Назначение системы контроля качества:
· проведение приемочного и операционного контроля качества изделий с проверкой соответствия чертежам и техническим требованиям;
|
|
|
· выдача информации по результатам контроля качества изделий;
· хранение информации об изготовляемых изделиях (их конфигурации, технических требованиях, результатах выполнения контрольных операций и т. д.);
· проведение настройки контрольно-измерительных устройств и выполнение правил их эксплуатации.
Виды системы контроля качества
| В зависимости от решаемой задачи | - приемочный, - профилактический - прогнозирующий; |
| В зависимости от взаимодействия с изделием | - активный (прямой и косвенный) - пассивный (после каждой операции технологического процесса или ряда операций); |
| В зависимости от вида измерительной информации | - параметрический (количественный и допусковый) - функциональный; |
| В зависимости от конструктивного решения | - внутренний (самоконтроль) - внешний; |
| В зависимости от реализации во времени | - непрерывный (в процессе изготовления изделия) - периодический (тестовый). |
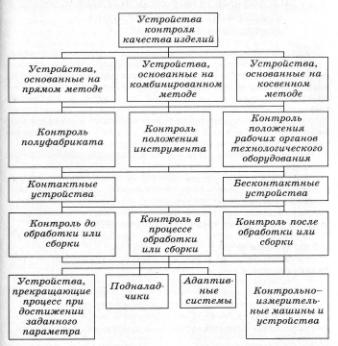
В условиях автоматизированного производства на первый план выдвигаются задачи автоматизации контрольных операций путем использования автоматических устройств различных типов, позволяющих снизить трудоемкость контроля и повысить его качество. Классификация контрольных устройств, используемых в механосборочном производстве, приведена на рисунке ниже.
|
|
|
Виды неразрушающего контроля:
· акустический (анализ параметров упругих колебаний в контролируемом объекте);
· магнитный (магнитные поля рассеяния, обусловленные имеющимися дефектами);
· оптический, (взаимодействия оптического излучения с объектом контроля);
· проникающий (проникающие вещества в полости дефектов контролируемого объекта);
· радиационный (регистрирующий и анализирующий дозировку проникающего ионизирующего излучения после его взаимодействия с объектом контроля);
· тепловой (регистрирующий параметры тепловых или температурных полей контролируемых объектов, вызванных дефектами).
Производственные процессы изготовления продукции требуют в ряде случаев контроля параметров качества не только в статике, но и в динамике, для чего в цехах создают испытательные станции и отделения. Испытания подразделяют на производственные и экспериментальные.
Производственные испытания обычно входят в технологический процесс изготовления изделий и выполняются за два периода: испытание вхолостую и испытание под нагрузкой. Эти периоды неразрывно связаны между собой, поэтому испытания вхолостую и под нагрузкой часто проводят на одном испытательном стенде последовательно. Испытания на холостом ходу обычно проходят все изготовляемые изделия.
|
|
|
Экспериментальные испытания изделий не связаны с выполнением непосредственно программы цеха и производятся обычно в экспериментальных цехах завода.
Дата добавления: 2019-09-02; просмотров: 216; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!