Анализ заводского технологического процесса
В качестве заготовки в базовом тех. процессе принята поковка, получаемая свободной ковкой. Так как конструкция детали имеет достаточно сложную форму, при производстве поковки введены большие припуски и напуски (упрощающие форму заготовки). Это привело к увеличению веса заготовки - коэффициент использования материала составил 0.1 – что является достаточно низким показателем.
Маршрут обработки детали «Балка верхняя».
Таблица № 7.
| № операции | Название операции | Оборудование | Приспособление |
| 1 | 2 | 3 | 4 |
| 005 | Входной контроль. | К/стол | |
| 010 | Разметка. | Штангенциркуль чертилка | Плита 2500х1600 |
| 015-020 | Фрезерная. | ВМ 127М | Прихват |
| 065 | Слесарная | Верстак | Тиски |
| 070-115 | Фрезерная с ЧПУ. | ФП-27Н3 | Прихват |
В базовом техпроцессе:
47 операций с применением металлорежущих станков.
10 операции контрольных.
10 операций слесарных.
1 операция вспомогательная.
Механическая обработка детали проводится на универсальных станках. В базовом техпроцессе используются тиски, прихваты, что увеличивает время настройки.Т. к. деталь имеет сложный контур, при обработке требуется большое количество переустановов, что снижает точность обработки, а так же увеличивает время на установку и настройку.
Для обработки детали используется быстрорежущий инструмент, что увеличивает время обработки, снижает стойкость инструмента, увеличивает трудоемкость на изготовление деталей.
|
|
|
В качестве приспособлений используется тиски, прихваты, что снижает точность изготовления детали, увеличивает время на установку, переустановку, настройку.
Вывод:
Данный техпроцесс не подходит для серийного производства. Предлагаю использовать станки с ЧПУ, специальные приспособления, обработку карманов вести аналогично базовому техпроцессу, но использовать другое оборудование и приспособление. Совокупность выше сказанных предложений значительно сокращает время на обработку и повышает точность обработки при высокой производительности.
Разработка маршрутного техпроцесса
В разрабатываемом технологическом процессе большая часть механической обработки деталей осуществляется на станке с ЧПУ – DMU - 125P при уменьшении операций фрезерных с ЧПУ, это достигается за счет полного заполнения инструментального магазина станка. За счет этого сокращается доработка детали на универсально-фрезерных станках, с разметкой.
В новом технологическом процессе обработка базовых отверстий производится в кондукторе на станке 2А125.
В новом технологическом процессе есть и добавления, добавляются контрольные операции для межоперационного контроля.
|
|
|
В результате всех этих изменений новых технологический процесс состоит из 17 операций, сокращаются сроки производства детали, трудоемкость изготовления, себестоимость.
Маршрут обработки детали «Балка верхняя»
Таблица № 8.
| № операции | Нормирование и содержание операции | Оборудование |
| 1 | 2 | 3 |
| 005 | Контрольная | Контрольный стол |
| 010 | Фрезерная | 6Н13П |
| 015 | Слесарная | Верстак |
| 020 | Контрольная | Контрольный стол |
| 025 | Сверлильная | 2А125 |
| 030 | Слесарная | Верстак |
| 035 | Контрольная | Контрольный стол |
| 040 | Фрезерная с ЧПУ | DMU 125 |
| 045 | Слесарная | Верстак |
| 050 | Контрольная | Контрольный стол |
| 055 | Фрезерная с ЧПУ | DMU 125 |
| 060 | Слесарная | Верстак |
| 065 | Контрольная | Контрольный стол |
| 070 | Контрольная | Весы |
| 075 | Маркировочная | Стол распределителя работ |
| 080 | Контрольная | Контрольный стол |
Выбор технологического оборудования
Применяемое оборудование.
Фрезерный станок с ЧПУ модели DMU-200P. Станок позволяет обрабатывать криволинейный контур и подходит по габаритным размерам, мощности главного двигателя, оборотам шпинделя.
DMU125P
|
|
|
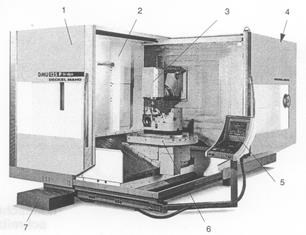
1. Защитное ограждение
2. Инструментальный магазин
3. Шпиндельная бабка с главным приводом
4. Зона обслуживания (гидравлика, пневматика, централизованная смазка)
5. Пульт управления с системой ЧПУ
6. Рабочий стол
7. Устройство подачи СОЖ
Техническая характеристика станка.
1. Число оборотов (бесступенчато) 20-12000 мин-1
2. Скорость подачи (бесступенчато) 20-10000 мм/мин
3. Ускоренный ход: ось Х, У, Z 40 м/мин
4. Разрешающая способность 0,001 мм
5. Позиционный допуск 0,010 мм
6. Рабочий стол: ЧПУ - круглый стол Æ1250 х 1000
Число Т-образных пазов/размер:
паз для базирования (центральный) шт.1 / 18Н7
пазы для крепления шт.9 / 18Н12
9. Центральное отверстие Æ50Н6 мм
10. Частота вращения стола 8 1/мин
11. Подача 2900о
12. Конус шпинделя SK40 по DIN 69871
Для обработки базовой поверхности выбран станок:
Вертикально фрезерный станок 6Н13П
Таблица № 9.
| Параметр | Величина |
| Рабочая поверхность стола (мм) | 320х1250 |
| Мощность двигателя (кВт) | 7,5 |
| КПД станка | 0,8 |
| Число оборотов шпинделя: | |
| max | 1600 |
| min | 31,5 |
| Подачи стола продольные и поперечные (мм/мин) | |
| max | 1250 |
| min | 25 |
| Подачи вертикальные (мм/мин) | |
| max | 416,6 |
| min | 8,3 |
Для обработки отверстий выбираю: вертикальный сверлильный станок
|
|
|
2А125
Таблица № 10.
| Параметр | Величина |
| Рабочая поверхность стола Наибольшее расстояние от торца шпинделя до рабочей поверхности стола Вылет шпинделя Наибольший ход шпинделя Наибольшее вертикальное перемещение: Сверлильной (револьверной) головки стола Конус Морзе отверстия шпинделя Число скоростей шпинделя Частота вращения шпинделя, об/мин Число подач шпинделя (револьверной головки) Подача шпинделя (револьверной головки) мм/об Мощность электродвигателя привода главного движения, кВт Габаритные размеры: Длина Ширина Высота Масса, кг | 710 х 1250 828 200 - 700 - 500 - 1, 2, 3 12 22 – 1000 12 0,05 – 2,24 11 1500 1800 3650 5000 |
Дата добавления: 2019-09-02; просмотров: 434; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!