Приборы и методы измерения отклонений формы цилиндрических поверхностей.
Отклонения формы цилиндрических деталей могут быть вызваны изменением радиуса или диаметра. В соответствии с этим различают следующие методы измерений: радиальный, оперирующий разностью радиусов, и диаметральный - двухконтактный (рис. 87, а) или трехконтактный (рис. 87, б), оперирующий разностью диаметров.
 Рис. 87. Схемы измерения отклонений формы цилиндрических поверхностей диаметральным методом: а - двухконтактным, б –трехконтактным
Рис. 87. Схемы измерения отклонений формы цилиндрических поверхностей диаметральным методом: а - двухконтактным, б –трехконтактным
Радиальный метод - универсальный, применяемый к любым отклонениям, независимо от характера. Измерения этим методом производят с помощью сравнительно новых и сложных приборов - кругломеров. Диаметральный метод - прост. Он обеспечивает высокую производительность измерений, но не дает полной и точной картины отклонений профиля.Для измерения большинства элементарных отклонений профиля цилиндрических поверхностей и отклонений от цилиндричности при отсутствии нечетной огранки и отклонений от прямолинейности оси
(изогнутости) используют универсальные приборы для наружных измерений 2 (рис. 87). Дело сводится к двухконтактному измерению диаметра детали 1 в одном или нескольких сечениях./ Овальность и четную огранку определяют как полуразность двух взаимно перпен
дикулярных диаметров, конусообразность - как полуразность диаметров, измеренных в двух сечениях на концах детали, бочкообраз-ность и седлообразность - как полуразность диаметров, измеренных в трех сечениях вдоль оси. Отклонение от цилиндричностиприбли
|
|
|
женно определяют измерением диаметра также в трех сечениях, и в каждом сечении - в двух взаимно перпендикулярных направлениях. Полуразность между наибольшим и наименьшим диаметрами принимают за отклонение от цилиндричности.Измерительные головки (индикаторы часового типа, микрокаторы, оптикаторы и т. д.) применяют для определения отклонений от непрямолинейности оси нечетной огранки. Отклонение от прямолинейности оси измеряют вращением детали 1 на плоском столике 3 (рис. 88, а) или на ножевидных опорах 4 (рис. 88, б).
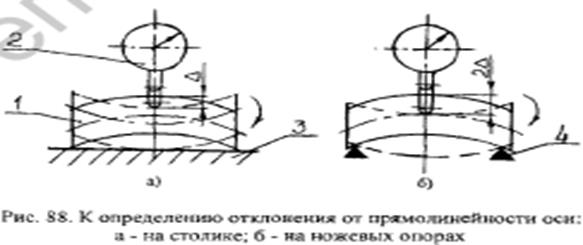
В первом случае отклонение равно разности отсчетов измерительной головки 2, во втором - полуразности. Нечетную огранку измеряют трехконтактным методом при вращении детали в призме. Призма дает возможность измерять детали диаметром от 3 до 300 мм. Результат измерения зависит не только от значения огранки, но и от числа граней детали угла призмы. При измерении (рис. 87, б) в призме 1 устанавливают деталь, а измерительную головку обычно наклоняют на угол р, причем линия измерения должна быть параллельна одной из граней призмы
 Разность показаний S измерительной головки связана со значением огранки Аогзависимостью S = кА0г, где к - так называемый коэффициент воспроизведения огранки. Наиболее часто применяемые трехконтактные устройства с параметрами у = 120°, Р=30°и у - 60°, Р = 60° дают одинаковый к = 2 для наиболее часто встречающихся огранок с числом граней 3; 5; 7 и 9.
Разность показаний S измерительной головки связана со значением огранки Аогзависимостью S = кА0г, где к - так называемый коэффициент воспроизведения огранки. Наиболее часто применяемые трехконтактные устройства с параметрами у = 120°, Р=30°и у - 60°, Р = 60° дают одинаковый к = 2 для наиболее часто встречающихся огранок с числом граней 3; 5; 7 и 9.
|
|
|
Призмы поверочные и разметочные (ГОСТ 5641-82) предназначены для установки при измерениях, в частности поверке, и при разметке деталей цилиндрической формы. Призма имеет призматические выемки с углом 90°. Основания призмы и выемки имеют доведенные поверхности. Габаритные размеры призм от 35x40x30 до 300x125x270 мм. В комплект оставки входят две призмы, имеющие одинаковые габаритные размеры.Различают призмы типов П1, П2 и ПЗ. Призмы типа П1 предназначены для более точных измерений деталей диаметром до 110 мм. Такие призмы 1 (рис. 89, а) имеют одну призматическую выемку,
снабжены накладкой 2 и двумя винтами 3 для крепления детали. Призмы типа П2 (рис.89, б) имеют четыре призматические выемки, призмы типа ПЗ (рис. 89, в) - одну такую выемку. Призмы типов П1 и ПЗ изготовлены из закаленной стали; типа П2 - из чугуна. Стальные призмы могут иметь классы точности 0; 1 и 2; чугунные - классы точности 1 и 2. Допускаемые отклонения от параллельности призматических выемок к основанию и боковым граням на длине призматической выемки для класса точности 0 в зависимости от типоразмера составляют от 2,5 до 5 мкм, для класса точности 1 - от 4 до 15 мкм; для класса точности 2 - от 8 до 25 мкм.
Дата добавления: 2019-07-17; просмотров: 1778; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!