Принципы организации производства воды
Алгоритм выбора руководством Компании технологий водоподготовки также является следствием процессного подхода в реализации поставленных целей.
Производственная линия расположена в отделенном стеклянными стенами от остального производства в т. н. чистом, почти герметичном помещении, где создается избыточное давление чистого воздуха, что исключает возможность попадания загрязненного воздуха или пыли извне, и санитарно-гигиенический режим, характерный для производств, где получают апирогенную воду (например, воду для инъекций). Все стены, потолки и пол сделаны из легко промываемых и неабсорбирующих материалов. Все производственные и складские помещения оснащены специальными электрическими устройства для ловли насекомых. Все работники перед началом работы проходят медицинский осмотр и находятся на производстве в специальной форме, одноразовых шапочках и бахилах, без косметики, украшений и парфюмерии. Воздух, поступающий на производство и в офисную часть, проходит 3-х ступенчатую систему фильтрации, достигая качества, сопоставимого с воздухом в операционной.
Почти вся технологическая цепочка выполнена из трех симметричных линий оборудования и в работе постоянно находится две линии (или одна - в зависимости от плановой загрузки), тогда как оставшиеся проходят регламентное обслуживание или находятся в горячем резерве. Это стандартный подход к производству, ориентированный на его максимальную надежность и бесперебойность.
|
|
|
Перед каждым из последовательных блоков водоподготовки вода проходит блок УФ-обеззараживания. Это позволяет поддерживать все оборудование в идеальном микробиологическом состоянии и исключает развитие нежелательных процессов обрастания микрофлорой и фауной, характерное для многих аналогичных производств, снижает затраты на регламентное обслуживание оборудования.
Забор воды выполняется из двух рядом расположенных артезианских скважин, опирающихся на одну и ту же водяную линзу, с одинаковым составом воды и примерно одинаковым дебитом. Периодическое переключение забора между этими скважинами позволяет поддерживать их в идеальном рабочем состоянии.
Для получения обессоленной воды выбран метод обратного осмоса, как объективно наиболее надежный из всех современных технологий, особенно в плане бесперебойного снабжения сменными мембранами и насосами высокого давления. В технологии предусмотрены герметичные емкости из нержавеющей стали с полностью очищенной водой. Эти емкости способны сгладить любые возможные перебои в заборе воды из скважин и предварительной подготовке, т.к их размер равен средней суточной производительности завода.
|
|
|
Линейка оборудования дозирования микродобавок, как один из самых важных элементов получения воды именно высшей категории, укомплектована прецизионными аппаратами Jurby WaterTech International, имеющими необходимую надежность и точность (получили распространение в фармацевтической промышленности ведущих стран Запада).
Самой совершенной и современной технологией во всей технологической цепочке Компании является блок подготовки оборотной тары, которая многократно моется особыми патентованными составами и ополаскивается чистой водой после обратного осмоса, дополнительно озонированной. Именно этот блок позволяет выгодно реализовывать бутилированную воду держателям кулеров, так как гарантированно делает многооборотную тару совершенно безопасной.
Источники воды
Известно, что воду с составом, соответствующим высшей категории качества, в принципе, можно получить почти из любого источника, используя современные технологии. Однако международные стандарты требуют, чтобы источником была исключительно артезианская, т.е. достаточно глубокая скважина, надежно защищенная геологическими условиями от воздействия извне. Экономика производства накладывает свои ограничения: состав этой артезианской воды должен быть как можно более близок к требованиям стандартов на воду высшей категории.
|
|
|
Счастливое стечение обстоятельств и упорство в следовании своим целям предоставили в распоряжение Компании почти идеальную артезианскую воду, - это вода, защищенная монолитной толщей скальных пород от поверхностных загрязнений, из скважин глубиной более 120 метров, является основой для производства продукции. Скважины имеют большой эксплуатационный запас воды гарантированного стабильного качества (схема геолого-технологического разреза скважин показана на рисунке 1). На заводе Компании Чистая вода в г. Новосибирске - скважины № 28/06 и 39/07 глубиной 121 м, расположенные в Советском районе г. Новосибирска непосредственно на территории завода. Лицензия на пользование недрами НОВ №01875 выдана 09.04.2007г. На заводе Компании Чистая вода в г. Бердске - скважины № 4/2001 и 5/02 глубиной 124 м, расположенные на территории производственного комплекса. Лицензия на право пользования недрами НОВ № 01299 выдана 29 января 2002 г.
Весь свой путь, от зоны водопритока в водяной линзе вплоть до бутылей, вода пройдёт по трубам, изготовленным из высококачественной нержавеющей пищевой стали марки AISI 316. Такая сталь отличается очень высокой химической стойкостью и исключает саму возможность реакции с водой.
|
|
|

Рис. 1. Схема геолого-технологического разреза скважин Компании "Чистая вода".
Технологии очистки воды
Выбор и подготовка тары
Компания разливает воду в следующий ассортимент тары:
вода для кулеров в многооборотных поликарбонатных бутылях емкостью 19л (поликарбонат имеет чрезвычайно высокую химическую стойкость и малую склонность к абсорбции посторонних запахов, исключительно стоек к истиранию и ударному действию);
вода для розничной торговли в емкостях из полиэтилентерефталата (ПЭТ) 0,6 л; 1,0 л; 1,5 л; 5,0 л.
Емкости ПЭТ изготавливаются на полуавтоматической линии выдувана производственной площадке Компании из покупных преформ. Поликарбонатные емкости в настоящее время Компания приобретает у Новосибирского филиала фирмы "Живая Вода" и у Омского филиала голландской компании "Greif Van Leer". В ближайший год Компания планирует запустить собственное производство многооборотной тары.
Эти особо прочные ёмкости выдерживают до 50 оборотов и служат основой всего бизнеса кулерной воды, т.к цена их доходит до 200 руб. Особая техническая проблема - производство крышек для этой необычной тары. В настоящее время Компания приобретает качественные крышки у одного из производителей в Польше. Важно отметить, что Компания первой из отечественных производителей внедрила новый, более щадящий способ хранения бутылей: вместо металлических решеток используются более современные пластиковые решетки.
Компанией используется следующая подготовка оборотной тары:
а) Сначала пустые поликарбонатные бутыли проходят входной контроль, где проверяются на наличие постороннего запаха и целостность этикетки.
б) Далее по конвейеру бутыли поступают на тестер герметичности тары. Здесь специальные датчики (на основе дифференциальных датчиков давления) дают команду автомату на отсев бутыли с малейшим дефектом пластика.
в) Целые бутыли по конвейеру партиями поступают в блок мойки - автономную и на время мойки герметичную установку итальянской фирмы R. Bardi.
Основные отличия этой установки от аналогичных систем:
во время прохождения бутылей через последовательные этапы обработки они не фиксируются деталями машины в одном месте;
самоочищающиеся запатентованные форсунки для мойки бутылей исключают их засорение, и этим исключают вероятность "непромывания" бутылей.
Каждая бутыль проходит несколько стадий мойки, прежде чем вступит в контакт с очищенным продуктом:
предварительная мойка: струя воды под большим напором смывает основные загрязнения;
основная мойка: бутыли промываются при температуре 75 градусов специальным моющим средством компании Хенкель Эколаб (это - мировой лидер в области средств для обработки пищевого оборудования и тары);
после каждой стадии - обязательное ополаскивание бутылей чистой водой;
дезинфекция средством на основе перекиси водорода (разлагаясь, перекись водорода превращается в воду и кислород, поэтому такая обработка в принципе не может вносить дополнительных загрязнений);
финальная обработка сильно озонированным продуктом - дополнительная гарантия чистоты, позаимствованная из опыта приготовления апирогенной воды для фармацевтики.
Затем происходит стыковка технологической линии подготовки тары и линии водоподготовки - блок заполнения бутылей. В каждую бутыль разливается Чистая вода посредством индивидуальной системы наполнения, снабженной датчиком расхода воды, дающим команду отсечному клапану при прохождении заданного объема продукта. Это позволяет автоматически измерять объем воды и делает процесс розлива еще более точным и безопасным, поскольку у бутыли нет взаимодействия ни с одним из предметов. Одновременно наполняются десять девятнадцатилитровых бутылей, которые в той же машине автоматически закрываются одноразовыми пробками, затем, при выходе полных бутылей на конвейер, на них сверху запаивается колпачок из термоусадочной пленки, на которой проставляется дата, время розлива и номер партии.
Технология водоподготовки
Оборудование предподготовки:
а) Поступающая из артезианских скважин вода насыщается кислородом в накопительном танке, где она насыщается кислородом, необходимом для перевода железа воды в нерастворимую форму.
б) В голове расположен самопромывной фильтр с зернистой (песчано-гравийной) загрузкой. Этот фильтр гарантирует очистку воды от всех механических включений более 5 мкм. Промывка фильтра происходит непрерывно и не влияет на его производительность и качество очистки.
в) Затем следует фильтр с каталитической загрузкой BIRM. Загрузка BIRM, подобно диоксиду марганца, прекрасно удаляет из воды железо и марганец и не требует регенерации. Эффективный размер зерен загрузки BIRM - 0,48 мм, поэтому такой фильтр также является хорошим препятствием для механических загрязнений. Поэтому он хорошо задерживает окисленное в верхних слоях этого фильтра двухвалентное железо, находившееся до окисления в растворенном состоянии и превратившееся после окисления в коллоидное трехвалентное железо. Для наиболее полной работоспособности этого фильтра в воду путем инжекции добавляют небольшую концентрацию очищенного кислорода воздуха. Еще одно требование - водородный показатель воды рН должен быть выше 6,5, что выполняется автоматически благодаря стабильному составу артезианской воды.
г) Большую часть коллоидного железа задерживает фильтр с загрузкой BIRM, но полностью оно отфильтровывается в блоке ультрафильтрационных мембран с эффективным размером пор 0,05 мкм. Этот блок периодически отключается на автоматическую промывку и тогда работает блок "горячего резерва".
д) Следующий этап предподготовки - угольный фильтр, состоящий из активированной пиролизом кожуры кокосового ореха (производство Шри-Ланка). Такой фильтр наиболее эффективно удаляет из воды возможные органические и оставшиеся неорганические соединения, посторонние запахи и вкусы.
е) Последний этап предподготовки перед обратным осмосом - умягчение воды. Цель этой обработки - снижение концентраций кальция и магния до следовых количеств и повышение водородного показателя рН до 8,5…9,0 (в результате обработки обратным осмосом он понизится, и будет соответствовать величине, заданной для воды высшей категории, - см. Табл. I). Обработка, в соответствии с самыми современными показаниями, производится в фильтре с загрузкой из пищевого слабоосновного катионита марки Purolite C-100E в Н - форме (с последующей "голодной" регенерацией). Для такого процесса характерна самая высокая рабочая динамическая обменная емкость загрузки и, следовательно, резко снижается количество регенераций фильтра в сутки, что облегчает и удешевляет эксплуатацию установки. Кроме того, слабокислотный катионит способен извлекать из воды "проскочившие" предыдущие этапы растворенные формы железа за счет его высокой селективности к поливалентным ионам. Выбранный тип загрузки характеризует также высокая механическая прочность, что продляет срок непрерывной эксплуатации фильтра. [15]
После предподготовки вода поступает в промежуточную ёмкость, цель которой - сгладить возможный разрыв в производительности установок предподготовки и обратного осмоса.
В процессе обратного осмоса из предварительно очищенной воды удаляется до 98,5% оставшихся примесей. Композитные корпуса модулей обратного осмоса типа ROShell® изготовлены также компаниейJurby WaterTech International и содержат мембраны диаметром 8" с боковым подключением. В одном корпусе ROShell® находится 8 мембран длиной 40". Корпуса ROShell® для мембран обратного осмоса рассчитаны на давление от 2 до 8,3 МПа и имеют следующие особенности:
производятся из эпоксидной смолы и стекловолокна;
композитные корпуса легче корпусов, произведённых из нержавеющей стали, поэтому меньше нагрузка на соединения и опоры;
полностью отсутствует риск коррозии.
Состав установки обратного осмоса:
рама из нержавеющей стали;
насос высокого давления из нержавеющей стали;
механические фильтры;
мембранные элементы и напорные корпуса;
управляющий контроллер;
система контроля потоков;
автоматический клапан;
виброустойчивые манометры;
датчики электропроводности воды;
датчики давления;
автоматическая гидропромывка;
емкость и станция CIP для химической промывки мембран;
управляющий контроллер PLC и интерфейс для визуализации процесса с помощью компьютера;
электромагнитные расходомеры;
датчик температуры;
преобразователь частоты для управления насосом;
Даже при нормальном режиме эксплуатации обратноосмотических установок мембраны могут засоряться и частично терять свои свойства, тем самым снижая производительность установок и качество деминерализованной воды. Причиной этого могут быть биологические субстанции, коллоидные частицы, нерастворенные органические соединения.
Компания "Чистая Вода" для регламентной обработки мембран использует щелочной концентрат JurbySoft® M432 (активные вещества - фосфонаты, ПАВ, полимеры), предназначенный для очистки мембран от органических загрязнений, вызванных биологией, коллоидами, маслами и бактериями. JurbySoft® M432 очищает поры полиамидных и ацетатцеллюлозных мембранах, возвращая им высокую производительность. Обеспечивает длительный срок службы обратноосмотических установок и снижает расходы на их обслуживание. Этот реагент имеет следующие преимущества перед аналогами других производителей:
применим для всех типов мембран;
разрешен для использования в установках, производящих питьевую воду;
стабильный и эффективный очиститель от большинства органических загрязнений;
своевременные промывки дают возможность увеличить продолжительность эксплуатации мембран;
минимальные токсикологические характеристики.
Показателем необходимости промывки служит снижение производительности установки на 10% и увеличение перепада давления на входе и выходе более чем на 15%. Включение промывки и одновременное переключение на установку "горячего резерва" производится автоматически по сигналу с датчиков давления. [16]
Максимально очищенная обратным осмосом вода после т. н. полирующего фильтра, установленного для обеспечения 100% гарантии высоких органолептических показателей воды, таких как безупречный вкус, отсутствие цветности и запаха (датчики, установленные в этом фильтре, останавливают работу линии, если через обратный осмос проходят какие-либо примеси выше минимально допустимых), поступает в одну из трех герметичных емкостей, каждая размером 5 м3, откуда, по мере необходимости, поступает на линию дозирования и на розлив.
Вода после обратного осмоса имеет общую минерализацию менее
20 мг/л и по своему составу близка к дистилляту. Для того чтобы она стала физиологически полноценной, в неё необходимо добавить целый ряд соединений химических элементов, в основном в виде бикарбонатов и хлоридов (см. Табл. I и п.1.2). При этом необходимо выдержать интервалы концентраций (в мг/л) [17]:
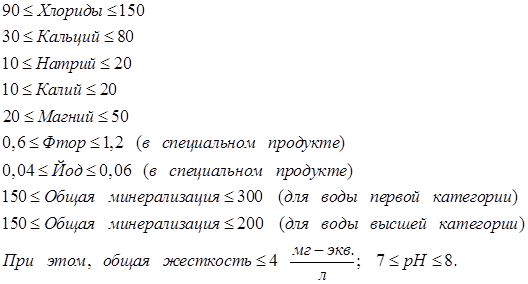
Ещё 10-15 лет назад сложность попадания в указанные интервалы концентраций состояла в том, что из-за низкой точности дозирования приходилось работать с сильно разбавленными растворами, что чрезвычайно усложняло процесс, так как приходилось создавать еще и узлы подготовки реактивов. В настоящее время благодаря появлению цифровых дозирующих устройств (с точностью дозирования +1-2% и подачей от 0,002 л/ч) эта проблема снята, и процесс стал легко автоматизируемым. Кроме того, цифровые дозировочные насосы осуществляют плавную, без пульсаций, подачу реагента, что особенно важно в системах подготовки питьевой воды. Поэтому, несмотря на относительно более высокие первоначальные затраты, такие устройства быстро окупаются.
Современное производство характеризуется высоким уровнем автоматизации, что позволяет снизить затраты и уменьшить влияние так называемого "человеческого фактора", то есть минимизировать возможность ошибки оператора. Это требует от всех устройств возможности встраиваться в единую систему КИПиА и управляться с центрального пульта. Для цифровых дозировочных насосов, работающих с концентрированными и зачастую агрессивными реагентами, это особенно актуально. Причем для технолога важно не только осуществлять общий контроль над линией, но и иметь возможность следить за каждым конкретным элементом системы. Используемые Компанией модели дозировочных насосов производства Jurby WaterTech International серии TrueDos® 209 благодаря собственному процессору легко калибруются, могут вести обмен информацией с центральным пультом управления и легко контролируются в каждый момент времени. В таком типе диафрагменных агрегатов при постоянной работе шагового двигателя появляется возможность увеличить продолжительность цикла дозированной подачи настолько, что она будет значительно превышать продолжительность цикла всасывания. Поэтому в цифровых насосах подача реагента может осуществляться практически непрерывно. При сочетании этого механизма с цифровым управлением удается добиться большой глубины регулировки и высокой точности дозирования.
Финишная операция водоподготовки - дозирование озона в воду непосредственно перед её розливом в тару. Это, с одной стороны, дополнительно гарантирует микробиологическую безопасность воды, а с другой - повышает остаточное содержание кислорода в бутилированной воде и заметно улучшает её органолептические характеристики - вкус и запах.
Внутренний контроль качества
8 июля 2009 г. собственная лаборатория Компании Чистая вода подтвердила высокий профессиональный уровень, пройдя очередную аттестацию в сертифицирующем органе - ФГУ "Новосибирский Центр стандартизации, метрологии и сертификации". Аттестат выдан сроком на 5 лет.
Собственная лаборатория ежечасно проводит более 50 анализов. Проверка осуществляется на всех этапах водоподготовки: от входного контроля сырья и материалов до анализа готовой продукции. Не остается без внимания контроль санитарной обработки производственного оборудования, бутылей, кулеров и помп.
Такой контроль является обязательным требованием международной экспертизы NSF International для осуществления производства бутылированной воды, хотя и не является обязательным условием по Российским стандартам (по требованиям СанПин достаточно проверять 1 единицу продукта из каждой партии в любой аккредитованной лаборатории).
В аналитической лаборатории Компании производится 100% контроль сырья, материалов и полуфабрикатов, поступающих извне. Объем данной работы не позволяет описать все многочисленные методики и процедуры контрольных операций и методик, опишем лишь наиболее характерные, демонстрирующие уровень работы Компании в этом направлении.
Особенность организации производства бутылок ПЭТ в Компании: переработка покупных преформ и комплектация готовых бутылок покупными укупорочными средствами (крышками). Качество преформ, как основное условие качества готовой ПЭТ-бутылки, оговаривается в договорах поставки, а именно проведение 100% -го многоступенчатого контроля на предприятии-изготовителе от входного анализа сырья до контроля качества готовой продукции:
влажность сырья;
содержание ацетальдегида в сырье;
колориметрические характеристики сырья;
органолептические показатели сырья;
реологические показатели и температуры фазовых переходов сырья;
контроль технологических параметров литья преформ;
вес преформ;
геометрические размеры преформ.
Аналогичный контроль организован на предприятиях-изготовителях укупорочных средств.
К договорам поставки прилагаются согласованные образцы-эталоны преформ и крышек. В Компании производится 100% контроль преформ и укупорочных средств на соответствие образцам-эталонам, контроль готовых бутылок на содержание ацетальдегида, цвет, геометрические размеры. В процессе изготовления контролируются технологические параметры, необходимые для обеспечения стандартных свойств готовой продукции.
Контроль преформ на предприятии-изготовителе:
Лаборатория Компании осуществляет 100% -ые приемные испытания готовой продукции на соответствие требованиям ТУ 2297-002-45730291-2003 по следующим параметрам:
1). Внешний вид, цвет, наличие визуальных дефектов. Преформы проверяются как визуально, так и с применением специальных оптических приборов фирм HUNTERLAB (США), TOPWAVE и MITUTOYO (Япония), предназначенных для контроля преформ на наличие дефектов.
2). Массу преформ определяют на электронных весах четвертого класса точности.
3). Контроль толщины стенки осуществляют при помощи магнитного устройства фирмы TOPWAVE (США), позволяющего контролировать толщину стенки в любой точке преформы.
4). Отклонение оси преформ от перпендикулярности осуществляют при помощи перпендикуляромера с цифровой индикацией.
5). Основные геометрические размеры - определяются при помощи специальных проходных калибров, штангенциркуля и штангенрейсмуса фирмы MITUTOYO (Япония).
Входной 100% анализ реагентов для дозирования в питьевую воду производится на самом современном аналитическом оборудовании, в частности, на иономерах - кондуктомерах - кислородомерах марки "Анион" (и аналогичных), позволяющих измерять следующие параметры:
активность ионов (pX);
молярную (М) концентрацию ионов (моль/л);
массовую (С) концентрацию ионов (мг/л);
ЭДС электродных систем (мВ);
окислительно-восстановительный потенциал Eh (мВ);
удельная электрическая проводимость (мСм/см);
общая минерализация в пересчете на NaCl и другие электролиты (г/л);
температуры водных сред (°C);
Эти приборы снабжаются широкой линейкой поверенных ионоселективных электродов, имеют высокую точность и удобные сервисные функции:
автоматическое снятие прибором показаний измерений и сохранение их в блокноте через установленные промежутки времени;
передача информации на персональный компьютер, управление прибором через персональный компьютер по каналу связи RS-232C.
В процессе подготовки вода проходит несколько минилабораторий - уникальных online-датчиков, встроенных в систему водоподготовки. Каждый из датчиков имеет собственный процессор с интерфейсом, объединяющим сигналы с датчиков в информацию, отображаемую на центральном контрольном мониторе. Таким образом, моментально отображается и запоминается качество обработки на всех технологических стадиях обработки воды.
Складское хозяйство
Конвейер с заполненными бутылями движется к роботу паллетайзеру производства итальянской компании Akmi, который укладывает их в новые, надежные и безопасные пластиковые решетки-паллеты или ставит на европоддоны, которые потом автоматически обматывает стрейч-пленкой. Эти укладчики - самые быстрые и безотказные роботы такого типа в России.
Компания в своем новом производственном комплексе в Советском районе располагает современным складом класса "А". При этом склад удовлетворяет классу "А" по всем известным классификациям, действующим на территории РФ: Swiss Realty Group (SRG), Knight Frank (KF) и Jones Lang LaSalle (JLLS). [18] Склад удовлетворяет самым высоким требованиям, предъявляемым к хранению товаров: имеет высокую танспортную доступность, исключительно ровные полы с антипылевым упрочняющим покрытием и бетонной основой, рассчитанной на нагрузку выше 12 т/м2, контролируемую температуру и влажность. Площадь склада - 10 800 м2 при высоте 15 м, что предусматривает в перспективе удвоение объема хранения.
На складе работают узкопроходные штабеллеры с высотой подьема мачты выше 6 м. До 30% склада оборудовано многоуровневым стеллажным оборудованием (6...7 ярусов).
Складской комплекс предусматривает возможность проведения разгрузочно-погрузочных работ с использованием железнодорожного транспорта, что предполагается реализовать в 2010 году, после строитльства железнодорожного терминала (железнодорожного ответвления с платформой, позволяющей производить разгрузку непосредственно на склад). Погрузка высокотоннажного и среднетоннажного транспорта осуществляется через специальные ворота с герметизатором, который позволяет плотно ставить машину в проем и защищает склад от попадания пыли, влаги и снега с улицы. Зона загрузки Газелей позволяет одновременно загружать 14 автомобилей. Непосредственно к складу примыкают площадки для разворота и отстоя большегрузных автомобилей и парковка "Газелей" Компании.
Склад оборудован, как и все производственные помещения Компании, системой пожарной сигнализации и автоматической сплинкерной системой пожаротушения.
Дата добавления: 2019-07-15; просмотров: 95; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!