Расчет калькуляции данной детали
13.1 Бизнес-план
Бизнес - план – это общепринятая в мировой хозяйственной практике форма представления деловых предложений и проектов, содержащая развернутую информацию о производственной, сбытовой, финансовой деятельности фирмы и оценку перспектив, условий и форм сотрудничества на основе баланса собственного экономического интереса фирмы и интересов партнеров, инвесторов, потребителей и конкурентов, перспектив, форм и условий сотрудничества. В условиях рынка нереально добиться стабильного успеха в бизнесе, если не планировать эффективное его развитие, не аккумулировать постоянно информацию о собственных перспективах и возможностях, о состоянии целевых рынков, положении на них конкурентов и т.д.
Бизнес - план – это краткое, точное, доступное описание предлагаемого бизнеса. Целью проекта является создание предприятия, которое будет производить комплектующие изделия применяемые в машиностроении. Производимая продукция являлась качественной и конкурентоспособной на рынке товарно - производственного назначения. По мере развития производства разрабатывать и выпускать другую продукцию на этом же оборудовании, что позволит укрепить положение фирмы на рынке производителей и расширить производство.
Качество продукции – это совокупность свойств продукции обуславливающих её пригодность удовлетворять определённые потребности в соответствии с назначением.
|
|
|
Стандарт – это документ устанавливающий требования к группам однородной продукции, правила её разработки, производства применения.
Для создаваемого предприятия выбрана организационно – правовая форма – Общество с ограниченной ответственностью, это одна из наиболее популярных форм хозяйственных обществ. Участники такого общества не отвечают по его обязательствам и несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных ими вкладов. Если же участник внес вклад в уставный капитал общества не полностью, то он несет ответственность в пределах стоимости неоплаченной части его вклада. Общество же не отвечает по обязательствам своих участников. ООО может быть учреждено одним лицом, которое становится его единственным участником или может впоследствии стать обществом с одним участником, но не может иметь в качестве единственного участника другое хозяйственное общество, состоящее из одного лица. Число участников общества не должно быть более пятидесяти. Участники общества с ограниченной ответственностью вправе:
1)участвовать в управлении делами общества в порядке, установленном законом и учредительными документами общества;
|
|
|
2)получать информацию о деятельности общества и знакомиться с его бухгалтерскими книгами и иной документацией в установленном его учредительными документами порядке;
3)принимать участие в распределении прибыли;
4)продать или иным образом уступить свою долю в уставном капитале общества либо ее часть одному или нескольким участникам данного общества в порядке, предусмотренном Федеральным законом и уставом общества;
5)в любое время выйти из общества независимо от согласия других его участников;
6)получить в случае ликвидации общества часть имущества, оставшегося после расчетов с кредиторами, или его стоимость.
Для производства детали «Цанга» необходимо купить оборудование, в связи, с чем первоначальные инвестиции составят 18 150 000 рублей. Финансирование будет производиться за счет нераспределенной прибыли прошлых периодов. При этом предполагаемый объем продаж составит 15000 штук в год, что частично удовлетворит рынок, ожидаемая чистая прибыль составит 438 512 тысяч рублей.
Исходные данные
1. Наименование детали Цанга
2. Материал Сталь 65Г ГОСТ 1050 – 04
3. Масса готовой детали1,77 кг.
4. Вид заготовки Штамповка
5. Масса заготовки 2,309 кг.
6. Годовая программа выпуска 15000
|
|
|
7. Режим работы 2 смены
8. Продолжительность смены8 часов
9. Коэффициент загрузки участка 0,4
10.Технологический процесс изготовления детали Таблица 1.
Таблица 1
| № | Наименование операции | Тип обору-дования | Норма времени | Разряд работ | Мощность Электродвигателя, (кВт) | |
| tшт, мин. | tо, мин. | |||||
| 1 | Токарная | 16К20 Ф3 | 10,43 | 1,8 | 5 | 10 |
| 2 | Токарная | 16К20 Ф3 | 11,81 | 2,66 | 5 | 10 |
| 3 | Сверлильная | 2А150 | 0,59 | 0,20 | 4 | 7,5 |
| 4 | Сверлильная | 2А125 | 1,19 | 0,70 | 4 | 2,2 |
| 5 | Фрезерная | 6Н12П | 0,96 | 0,30 | 4 | 7 |
| 6 | Резьбофрезерная | 5Б63 | 2,11 | 0,90 | 4 | 4 |
| 7 | Внутришлифовальная | 3А227 | 1,29 | 0,12 | 5 | 7,645 |
| 8 | Круглошлифовальная | 3Б151 | 1,43 | 0,03 | 5 | 7,5 |
| 9 | Заточная | 3Д642Е | 1,3 | 0,036 | 5 | 1,5 |
| Итого: | 31,11 | 6,746 | ||||
Производственные расчёты
13.3.1Расчет требуемого количества оборудования
Необходимое количество оборудования на каждой операции определяем по формуле:
 ,
,
где Op- расчетное количество оборудования;
Onp - принятое количество оборудования;
Nпл - годовая программа выпуска изделия в планируемом году;
tшт- норма времени (мин);
Ктп - коэффициент технологических потерь Кт.п. = 1,02 /1,03;
Квн - коэффициент выполнения норм Кв.н. = 1,06 / 1,1;
|
|
|
η - коэффициент загрузки участка:
Коэффициент загрузки участка – это есть загруженные рабочие места:
1 Если они загружены в полном объёме, то коэффициент загрузки равен 1
2 Если не догруженные рабочие места, то коэффициент загрузки равен числу стоящему после запятой в расчётном числе рабочих мест на составляющей операции
Если коэффициент загрузки равен 1, то участок работает без перерывов. Если меньше единицы, то оставшийся процент идёт на ППР (плановый предупредительный ремонт), физиологические нужды.
 ;
; 
Fп - полезный фонд времени работы оборудования за год:
Fп = (Дк - Дв) ∙ Тсм,
где Дк- количество календарных дней в году;
Дв- количество выходных дней;
Тсм - продолжительность смены: Тсм = 8 часов;
Fп = (365 – 115) ∙ 8 = 250 ∙ 8 = 2000 часов.
 Onp1 = 4
Onp1 = 4
 Onp2 = 4
Onp2 = 4
 Onp3 = 1
Onp3 = 1
 Onp4 = 1
Onp4 = 1
 Onp5 = 1
Onp5 = 1
 Onp6 = 1
Onp6 = 1
 Onp7 = 1
Onp7 = 1
 Onp8 = 1
Onp8 = 1
 Onp9 = 1
Onp9 = 1
Коэффициент загрузки оборудования находим по формуле:
Кз = 







Все расчеты сводим в таблицу 2.
Таблица 2
Требуемое оборудование.
| № | Наименование операции | Тип оборудования | tшт, мин. | Количество оборудования | Кз | |
| Орасч. | Опр. | |||||
| 1 | Токарная | 16К20 Ф3 | 10,43 | 3,1 | 4 | 0,8 |
| 2 | Токарная | 16К20 Ф3 | 11,81 | 3,5 | 4 | 0,9 |
| 3 | Сверлильная | 2А150 | 0,59 | 0,2 | 1 | 0,2 |
| 4 | Сверлильная | 2А125 | 1,19 | 0,3 | 1 | 0,3 |
| 5 | Фрезерная | 6Н12П | 0,96 | 0,3 | 1 | 0,3 |
| 6 | Резьбофрезерная | 5Б63 | 2,11 | 0,6 | 1 | 0,6 |
| 7 | Вн. шлифовальная | 3А227 | 1,29 | 0,4 | 1 | 0,4 |
| 8 | Кр. шлифовальная | 3Б151 | 1,43 | 0,4 | 1 | 0,4 |
| 9 | Заточная | 3Д642Е | 1,3 | 0,4 | 1 | 0,4 |
| Итого: | 31,11 | 9,2 | 15 | |||
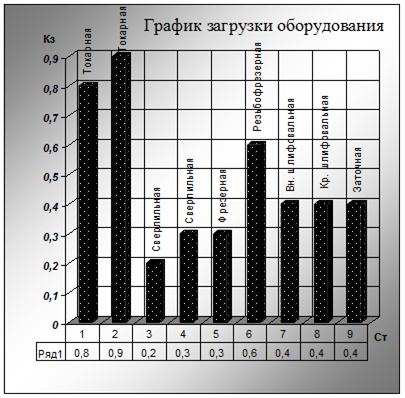
На основании расчётов строим график загрузки оборудования. И находим средний коэффициент загрузки.
Кз ср = 

Дата добавления: 2019-07-15; просмотров: 340; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!