Приемы геометрического построения при сложной разметке
Билет
Виды слесарных работ и слесарной обработки деталей при производстве ремонтов оборудования
Основные виды слесарных работ следующие: рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьб вручную, клепка, шабрение, притирка, паяние и лужение.
Технология слесарной обработки содержит ряд операций, в которые входят: разметка, рубка, правка и гибка-металлов, резка металлов ножовкой и ножницами, опиливание, сверление, зенкование и развертывание отверстий, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние и лужение, заливка подшипников, соединение склеиванием и др.
Сначала производятся слесарные операции по изготовлению или исправлению заготовки: резка, правка гибка, которые можно назвать подготовительными.
Далее выполняется основная обработка заготовки. В большинстве случаев —это операции рубки и опиливания, в результате которых с заготовки снимаются лишние слои металла и она получает форму, размеры и состояние поверхностей, близкие или совпадающие с указанными на чертеже.
Встречаются и такие детали машин, для обработки которых требуются еще операции шабрения, притирки, доводки и др., при которых с изготовляемой детали снимаются тонкие слои металла. Кроме того, при изготовлении детали она может быть, если это требуется, соединена с другой деталью, совместно с которой подвергается дальнейшей обработке. Для этого выполняются операции сверления, зенкования, нарезания резьбы, клепки, паяния и пр.
|
|
|
Все перечисленные виды работ относятся к основным операциям слесарной обработки.
В зависимости от требований, предъявляемых к готовым деталям, могут также производиться дополнительные операции.
Цель их заключается в придании металлическим деталям новых свойств: повышенной твердости или пластичности, стойкости от разрушения в среде газов, кислот или щелочей. К таким операциям относятся: лужение, покрытие эмалью, закалка, отжиг, электроупрочнение и др.
Опиливание металла. Назначение и применение опиливания
Опиливание – это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника.
Напильник – это инструмент, который служит для обработки металлов , состоит из многолезвийных режущих элементов, он обеспечивает высокую точность проделываемых работ, а также не значительную шероховатость обрабатываемой поверхности детали.
С помощью опиливание, детали придается нужный размер и форма, подгоняют деталь друг под друга.
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
|
|
|
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
Оборудование, инструмент применяемые при гибке, их устройство
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние - сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок.
|
|
|
В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (рисунок 52), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
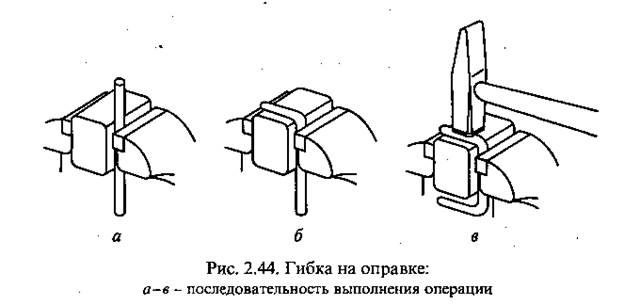 а-в - последовательность выполнения операции
а-в - последовательность выполнения операции
Рисунок 52 – Гибка на оправке
Молотки с мягкими вставками и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
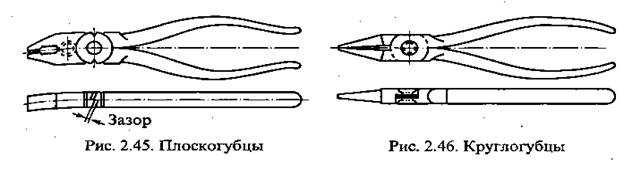
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы (рисунок 53) предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь чжоло шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы (рисунок 54) также обеспечивают захват и удержание заготовки в процессе тибки и, кроме того, позволяют производить гибку проволоки.
|
|
|
| |
| Рисунок 53 - Плоскогубцы Рисунок 54 - Круглогубцы |
Ручная гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них. На рисунке 55 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг 1 перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
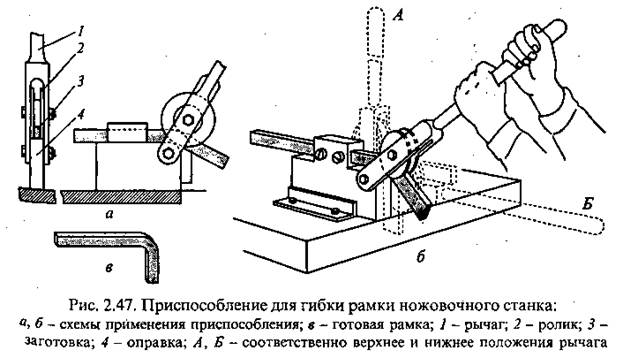
а, б – схемы применения приспособления; в – готовая рамка; 1 – рычаг; 2 – ролик; 3 - заготовка; 4 – оправка; А, Б – соответственно верхнее и нижнее положения рычага
Рисунок 55 – Приспособление для гибки рамки ножовочного станка
По аналогичной схеме работают и другие гибочные приспособления, например, приспособление для гибки кольца из прутка круглого сечения (рисунок 56).

Рисунок 56 – Приспособление для гибки кольца
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.
Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовымигорелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способов гибки. В качестве наполнителей используют:
• песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
• канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты. Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
приемы геометрического построения при сложной разметке
Дата добавления: 2019-02-22; просмотров: 1269; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!