Определение конфигурации и допусков исходной заготовки
Одним из этапов проектирования исходной заготовки является определение ее конфигурации. По различным причинам ряд конструктивных элементов заготовки не может быть получен при ее изготовлении. К таким элементам относятся: отверстия небольшого диаметра, ступени тел вращения при небольшом перепаде диаметров соседних ступеней, фаски, канавки, пазы, шлицы, зубья и т.п. Определение конфигурации исходной заготовки сводится к решению вопроса о целесообразности получения тех или иных ее конструктивных элементов.
При определении конфигурации исходной заготовки следует руководствоваться следующими положениями:
- наименьшие размеры отверстий, проливаемых в чугунных заготовках) зависят от длины отверстий (толщины стенки отливки) и составляют 10 мм при длине от 8 до 10 мм, 15 мм при длине от 20 до 30 мм, 18 мм при длине от 40 до 50 мм, для стальных отливок эти значения увеличивают в два раза;
- отверстия в штампованных поковках выполняют, если ось отверстия параллельна ходу ползуна пресса при их диаметре не менее 30 мм при условии, что длина отверстия не более трех его диаметров.
Все поверхности детали с шероховатостью, определяемой методом получения заготовки, должны присутствовать на заготовке.
После определения конфигурации необходимо назначить допуски размеров исходной заготовки. Значения допусков требуются для правильного выбора методов обработки поверхностей детали. Предварительно следует на эскизе заготовки проставить все размерные линии, однозначно определяющие ее форму. Все необходимые данные для определения допусков исходных заготовок приведены в приложении А, а также в соответствующих стандартах.
Требования к графическому изображению исходной заготовки
Изображение исходной заготовки с техническими требованиями должно содержать все данные, необходимые для изготовления.
В графе основной надписи чертежа под наименованием детали записывается вид заготовки - "отливка" или "поковка".
Для поковок внутренний контур обрабатываемых поверхностей, а также отверстий, впадин, выточек, не выполняемых в заготовке, вычерчивается тонкой штрихпунктирной линией с двумя точками (ГОСТ 3.1126-88), рисунок 3

Рисунок 3 - Исходная заготовка (поковка)

1. НВ 241 ... 245
2. Степень сложности поковки СЗ
3. Группа стали М1
4. Точность изготовления I класс
5. Радиусы закруглений углов - R 5 мм
6. Штамповочные уклоны наружных поверхностей 5° , отверстия 7°
7. Допуск соосности поверхностей А, Б и В относительно базовой оси 0,8 мм
Рис. 4. Рабочий чертеж заготовки фланца
Для отливок внутренний контур обрабатываемых поверхностей вычерчивается сплошной тонкой линией. (ГОСТ 3.1125-88), рисунок 5
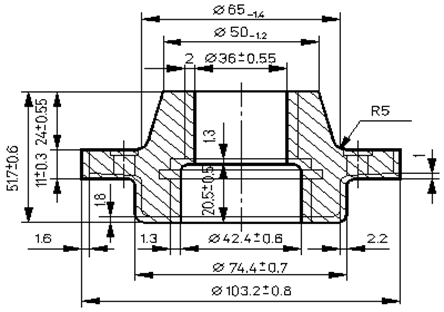
Рисунок 5 - Исходная заготовка (отливка)
Линия отрезки должна соответствовать способу отрезки: при отрезке резцом, дисковой фрезой, пилой и т.д. она выполняется сплошной линией, при огневой резке или обламывании - сплошной волнистой линией.
На свободном поле чертежа над основной надписью приводятся технические требования, содержание которых должно отражать:
1) материал заготовки - марка и стандарт;
2) твердость материала (предельные значения);
3) нормы точности заготовки, с указанием стандарта;
4) требования к предварительной обработке поверхностей, являющихся черновыми базами;
5) величины допускаемых поверхностных дефектов (для обрабатываемых поверхностей не более 2/3 припуска на обработку, для необрабатываемых – не более 2/3 допуска исходной заготовки).
Для отливок необходимо указать нормы точности отливки. Их приводят в следующем порядке: класс размерной точности, степень коробления, степень точности поверхностей, класс точности массы и допуск смещения отливки.
Пример условного обозначения точности отливки 8-го класса размерной точности, 5-й степени коробления, 4-й степени точности поверхностей, 7-го класса точ точности массы с допуском смещения 0,8 мм: точность отливки 8-5-4-7 См 0,8 ГОСТ 26645-85*. В технических требованиях на отливки допускается указывать сокращенную номенклатуру норм точности отливки, при этом указание класса размерной точности и класса точности массы отливки является обязательным, например:
Точность отливки 8-0-0-7 ГОСТ 26645-85*.
Для поковки должны быть указаны: класс точности, группа стали, степень сложности, например: класс точности поковки - Т2, группа стали - М2, степень сложности - С3 ГОСТ 7505-89.
Графическое изображение исходной заготовки выполняется после определения припусков на обработку и размеров заготовки.
Если деталь изготавливается резкой проката, то графическое изображение исходной заготовки не вычерчивается, а приводится в пояснительной записке в виде эскиза.
ЛИТЕРАТУРА:
1. Справочник технолога – машиностроителя: В 2 т. / Под ред. А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – Т.1. – 665с.
2. Нефедов Н.Л. Дипломное проектирование в машиностроительных техникумах. - М.: Высшая школа, 1986
Дата добавления: 2019-01-14; просмотров: 408; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!