Первый модуль: Контрольные образцы
· Время: приблизительно пять часов;
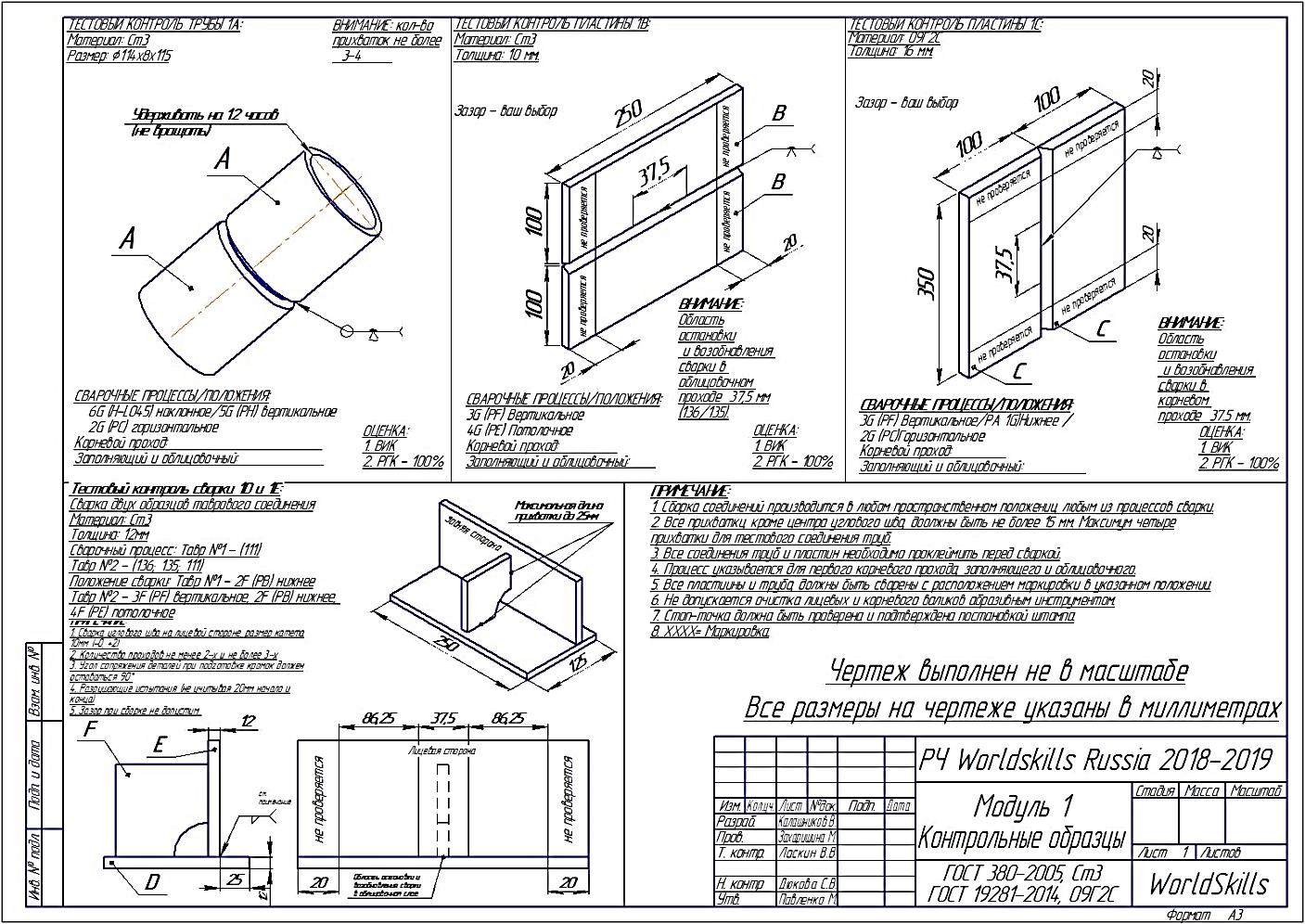
· Количество: пять образцов: три образца с V-образным стыковым соединением и два образца с тавровым соединением;
· Сварочные технологии;
· Положения при сварке;
· Чертежи.
Участник представит экспертам полностью собранные контрольные образцы для проштамповывания перед сваркой.
Образец (образцы) Таврового соединения будут состоять из 2 (двух) деталей, каждая толщиной 12 мм, одна шириной 125 мм, а другая шириной 100 мм и длиной 250 мм.
Катет образца углового сварного шва должен составлять от 10 мм, до 12 мм.
(Согласно ИСО 9606 Аттестационные испытания сварщиков- сварка плавлением. Часть 1: стали).
Швы таврового соединения должны быть выполнены за два слоя и минимум два, максимум три прохода, включая корневой.
В случае несоблюдения данного требования, изделия к оценке Не принимаются и баллы не начисляются.
Образцы со сварными швами, выполненными за один или более трех проходов, НЕ получают никаких оценок.
Первый контрольный образец пластин будет состоять из 2 (двух) деталей, каждая 10 мм толщиной, 100 мм шириной и 250 мм длиной.
Второй контрольный образец пластин будет состоять из 2 (двух) деталей, каждая размерами 16 х 150 х 250 мм.
При сварке контрольного образца толщиной 16 мм стоп-точка всегда выполняется:
· Если для выполнения корневого прохода используется GMAW (MAG), стоп-точка производится в центре образца с допуском (37.5мм);
· Если для заполняющего и облицовочного проходов используются полуавтоматические процессы (GMAW/MA/FCAW), стоп-точка производится только при выполнении последнего прохода облицовочного слоя в центре образца с допуском (37.5мм). В случае сварки с колебаниями или многопроходной сварке узкими валиками только на последнем проходе облицовочного слоя требуется производить стоп-точку.
GTAW (141) не применяется на контрольном образце 16 мм.
GMAW (MAG) является единственным полуавтоматическим процессом, используемым для выполнения корневых проходов. FCAW (136) не применяется для выполнения корневых проходов.
Контрольный образец труб состоит из 2 (двух) частей трубы из углеродистой стали диаметром от 114 мм и толщиной стенки 8,56 мм (4" SCH 80) до 156 мм с толщиной стенки 10 мм.
Стоп-точка при сварке стыкового соединения труб не производится.
При сварке образца таврового соединения в центре образца с допуском (37.5мм) необходимо произвести стоп-точку.
Стоп-точка должна быть расположена на корневом и/или облицовочном проходе в соответствии с решением жюри во время чемпионата.
Стоп-точка должна быть проверена и подтверждена постановкой штампа. В случае, если Стоп-точка не была представлена или не была проштампована (отмечена), баллы за аспект «Кратерные и усадочные раковины» участнику не начисляются (В ОБЛИЦОВОЧНОМ СЛОЕ).
Если Стоп-точка должна быть выполнена в корневом проходе, но не была представлена или не была проштампована (отмечена), в рентгенографическом испытании данный образец может получить максимум 5 баллов (Максимальный балл – 7 не выставляется в случае отсутствия обязательной стоп точки). В случае невыполнения стоп-точки в тавровом соединении, баллы за провар не начисляются.
Каждый из двух образцов пластин должен быть сварен с использованием разных способов сварки.
Образец труб должен быть сварен с использованием способа или способов, выбранных из таблицы:
| ОБРАЗЕЦ | КОРНЕВОЙ ПРОХОД | ЗАПОЛНЯЮЩИЙ И ОБЛИЦОВОЧНЫЙ ПРОХОДЫ | ПОЛОЖЕНИЕ | ||||||||
|
ВЫБОР ИСПЫТАТЕЛЬНЫХ ПЛАСТИН И ТРУБ ДЛЯ ЗАДАНИЙ |
ВЫБРАНО ДЛЯ 2018-2019 Г. | ||||||||||
| Образец труб 1А |
| ||||||||||
| Положения | Корневой проход | Заполняющий и облицовочный проходы | Элемент конструкции | ||||||||
| 6G (H-L045) наклонное | SMAW 111 | SMAW 111 | Предложен | ||||||||
| 5G (PH) вертикальное | GTAW 141 | SMAW 111 | Предложен | ||||||||
| 5G (PH) вертикальное | GTAW 141 | GMAW 135 | Предложен | ||||||||
| 2G (PC) горизонтальное | GMAW 135 | FCAW 136 | Предложен | ||||||||
| Образец пластин 1B 10 мм |
| ||||||||||
| Положения | Корневой проход | Заполняющий и облицовочный проходы | Элемент конструкции | ||||||||
| 3G (PF) Вертикальное | GMAW 135 | FCAW 136 | Предложен | ||||||||
| 3G (PF) Вертикальное | SMAW 111 | SMAW 111 | Предложен | ||||||||
| 2G(РС) Горизонтальное | GMAW 135 | FCAW 136 | Предложен | ||||||||
| 4G (PE) Потолочное | SMAW 111 | SMAW 111 | Предложен | ||||||||
| образец пластин 1C 16 ММ | |||||||||||
| Положения | Корневой проход | Заполняющий и облицовочный проходы | Элемент конструкции | ||||||||
| 3G (PF) Вертикальное | GMAW (135) | FCAW 136 | Предложен | ||||||||
| PA (1G) Нижнее | SMAW 111 | FCAW 136 | Предложен | ||||||||
| 2G (PC) Горизонтальное | SMAW 111 | GMAW 135 | Предложен | ||||||||
| Образец Таврового соединения 12 мм – могут быть предложены два образца |
| ||||||||||
| Положения | Технология сварки | Элемент конструкции | |||||||||
| 3F (PF) Вертикальное | SMAW 111 | Предложен | |||||||||
| 2F (PB) Нижнее | SMAW 111 | Предложен | |||||||||
| 4F (PE) Потолочное | GMAW 135 | Предложен | |||||||||
| 2F (PB) Нижнее | FCAW 136 | Предложен | |||||||||
Начало и конец сварки.
Для всех образцов пластин отрезок длиной 20 мм от краёв не подлежит проверке и не будет проверяться или оцениваться.
Требования к сборке: Сборку изделий Модуля 1 необходимо произвести согласно требованиям чертежа:
- Труба – 3-4 прихватки, длина которых от 5 до 15 мм.
- Пластины толщиной 10 и 16 мм – 2 прихватки выполняются на расстоянии до 20 мм от краев. Длина прихваток от 5 до 15мм. Прихватки выполнять с лицевой стороны (Со стороны разделки кромок).
- Тавровые соединения - 3 прихватки, две с торцов и одна, по центру с обратной стороны от сварочного шва. Длина прихватки до 25 мм. Центральная прихватка может быть заменена на дополнительное ребро, прихватываемое с обратной стороны шва в центре образца, в случае, если это определено конкурсным заданием.
Собранные образцы предъявляются экспертам для проверки и клеймения.
В случае, если образец собран с нарушением, его необходимо разобрать и собрать заново. Время дополнительное не предоставляется.
Подготовка всех контрольных образцов стыковых соединений должна производиться путём фрезерования или обтачивания до получения кромки, скошенной под углом 30 градусов (без притупления кромки).
Дата добавления: 2018-11-24; просмотров: 965; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!