ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Эти поверхности получают обтачиванием заготовок на токарных станках. Конусные поверхности могут быть наружные и внутренние, полные и неполные (усеченный конус),
Зависимости между отдельными элементами конуса: Угол уклона конуса (половина угла при его вершине) определяют по формуле:
где а — угол уклона конуса, град',
D —диаметр большого основания конуса, мм; d —диаметр малого основания конуса, мм; I — длина конуса, мм.
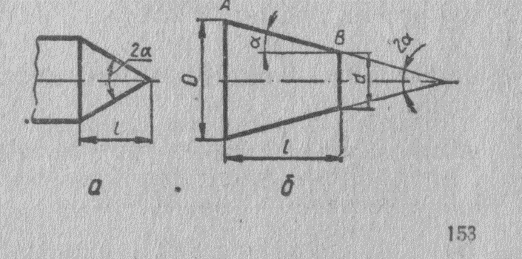 Рис. 14. Виды конусов:
Рис. 14. Виды конусов:
а — полный; б — усеченный.
Конусность 
Конусность обозначают: 1 : 10; 1 : 50, или 0,1; 0,02 и т. д.
Уклон конуса
В зависимости от длины конусной части и угла уклона конические поверхности можно обтачивать широким резцом, поворотом салазок верхнего продольного суппорта, поперечным смещением корпуса задней бабки, при помощи копирно-конусной линейки.
Широким резцом обтачивают в том случае, если заготовка очень жесткая и длина образующей конуса не превышает 15— 18 мм. Главную режущую кромку резца при этом способе затачивают под заданный угол уклона а {рис. 14,а).
 Рис. 14. Получение конической поверхности:
Рис. 14. Получение конической поверхности:
а _ широким резцом; б — поворотом салазок верхнего продольного суппорта; в — поперечным, смещением корпуса задней бабки; г — измерение величины смещения заднего центра.
Поворотом салазок верхнего продольного суппорта (верхней части суппорта) обтачивают короткие конические поверхности с любым углом уклона а:
|
|
|
Верхнюю часть суппорта устанавливают на рассчитанный или заданный угол по градусным делениям, нанесенным по окружности опорного фланца суппорта (минуты устанавливают на глаз) (рис, 14,6).
Поперечным смещением корпуса задней бабки пользуются для получения длинных и с небольшим углом уклона конических поверхностей.
При этом способе обтачивания резец движется (рис. 14, в) так же, как при обработке цилиндрической поверхности. В результате смещения оси заднего центра заготовки получаю¥ коническую поверхность. Так, при смещении корпуса задней бабки, а следовательно, и центра «от себя» диаметр D большого основания конуса образуется на правом конце заготовки, а при смещении «на себя»— на левом. Величина поперечного смещения корпуса задней бабки:
где
D—диаметр большого основания конуса, мм; d — диаметр малого основания конуса, мм
L—расстояние между центрами (длина всей детали] мм;
I — длина конической части, мм. I Если вся деталь коническая, т. е. L = l, то
Если известны К или ά, то
Величину смещения корпуса задней бабки наиболее просто определить, используя деления на торце ее плиты или при помощи линейки, измерив смещение вершин центров (рис. 110,г).
Растачивают конические отверстия так же, как и цилиндрические отверстия. Чаще повертывают верхнюю часть суппорта. Все расчеты для обтачивания наружных конических поверхностей справедливы и для внутренних.
|
|
|
Дата добавления: 2020-04-25; просмотров: 305; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!