Условные изображения и обозначения швов сварных соединений
Согласно Единой системе конструкторской документации (ЕСКД), изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2.312–72 «Условные изображения и обозначения швов сварных соединений». Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией (рис. 131), а невидимый – штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой.
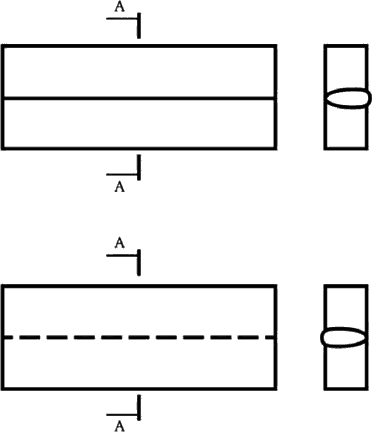
Рис. 131. Изображение сварных швов на чертежах
Характеристика шва проставляется над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 132.
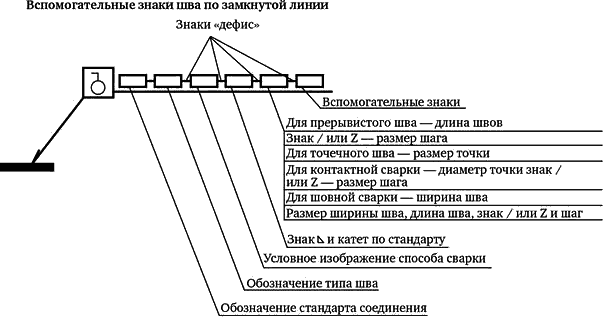
Рис. 132. Структура условных обозначений сварных швов
Следующими стандартами, в зависимости от толщины металла, устанавливаются формы поперечного сечения и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения: ГОСТ 8713–79 «Сварка под флюсом. Соединения сварные»; ГОСТ 5264–80 «Ручная дуговая сварка. Соединения сварные»; ГОСТ 14771–76 «Дуговая сварка в защитном газе. Соединения сварные»; ГОСТ 15164–78 «Электрошлаковая сварка. Соединения сварные».
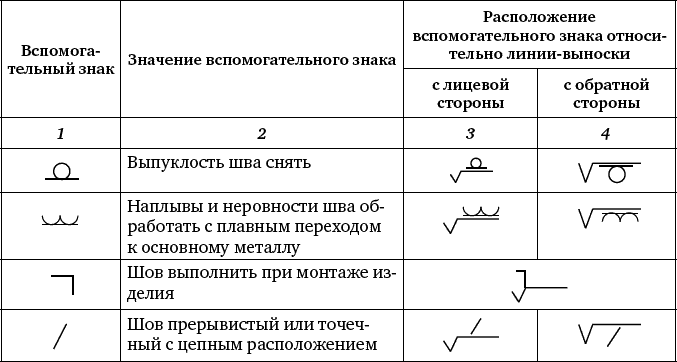
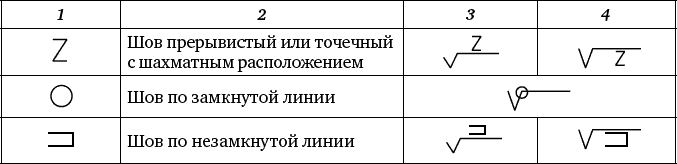
Для обозначения сварных швов используют также вспомогательные знаки (табл. I).
Таблица I
Вспомогательные знаки для условного обозначения сварных швов
|
|
|
Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П – механизированная дуговая сварка, А – автоматическая дуговая, У – дуговая в углекислом газе и др. Ручная дуговая сварка не имеет буквенного обозначения. Можно не указывать на полке выноски обозначения стандарта, если все швы в изделии выполняются по одному стандарту. В этом случае следует сделать соответствующее указание в примечаниях на чертеже (рис. 133). Примеры условного обозначения сварных швов приведены в табл. II.
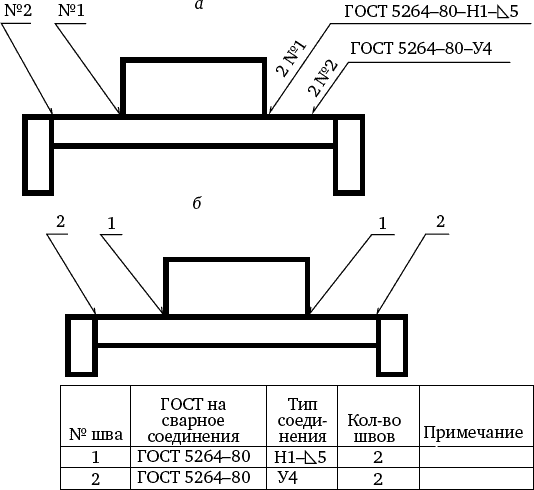
Рис. 133. Обозначение повторяющихся сварных швов на чертеже:
а – с выносом одного из них на чертеже; б – со сводом всех сварных швов в таблицу
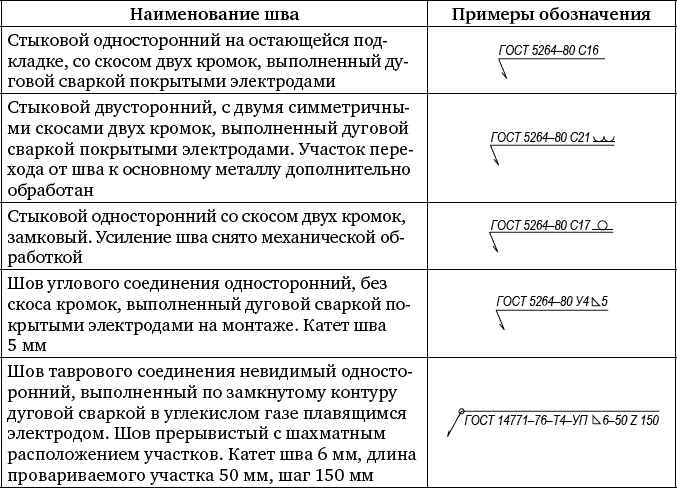
Таблица II
Примеры условного обозначения сварных швов
Справочные материалы
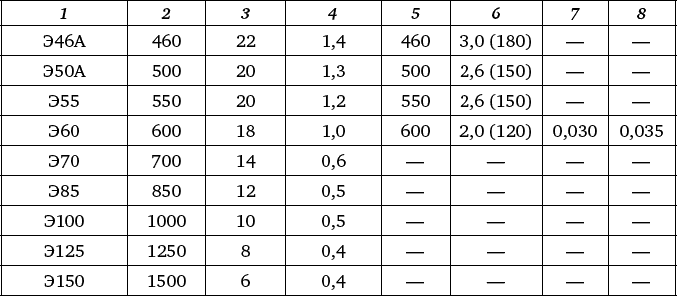
Таблица 1
Типы электродов для дуговой сварки конструкционных сталей и механические свойства металла шва
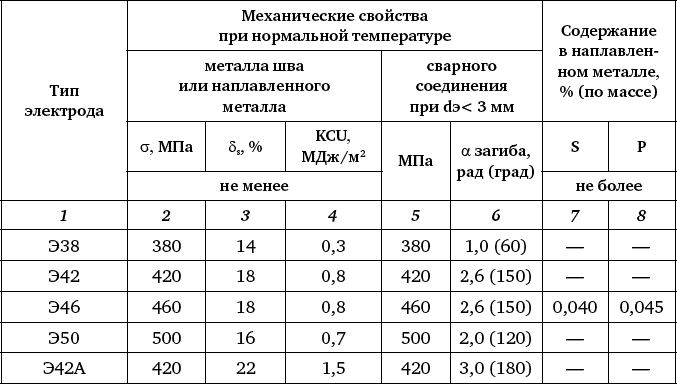
Примечания:
1. Число в обозначении типа электрода соответствует временному сопротивлению разрыву σВ в кгс/мм2.
|
|
|
2. KCU – ударная вязкость.
Таблица 2
Маркировка электродов согласно требованиям к электропитанию дуги
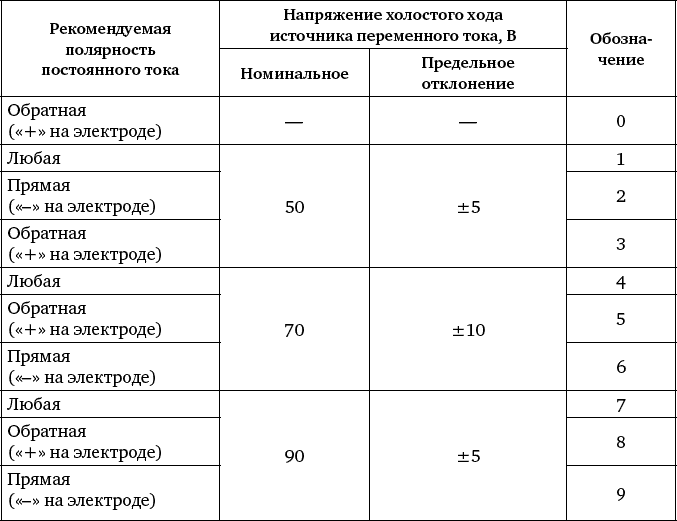
Примечание: цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Таблица 3
Характеристики наиболее распространенных электродов для сварки углеродистых и низколегированных сталей
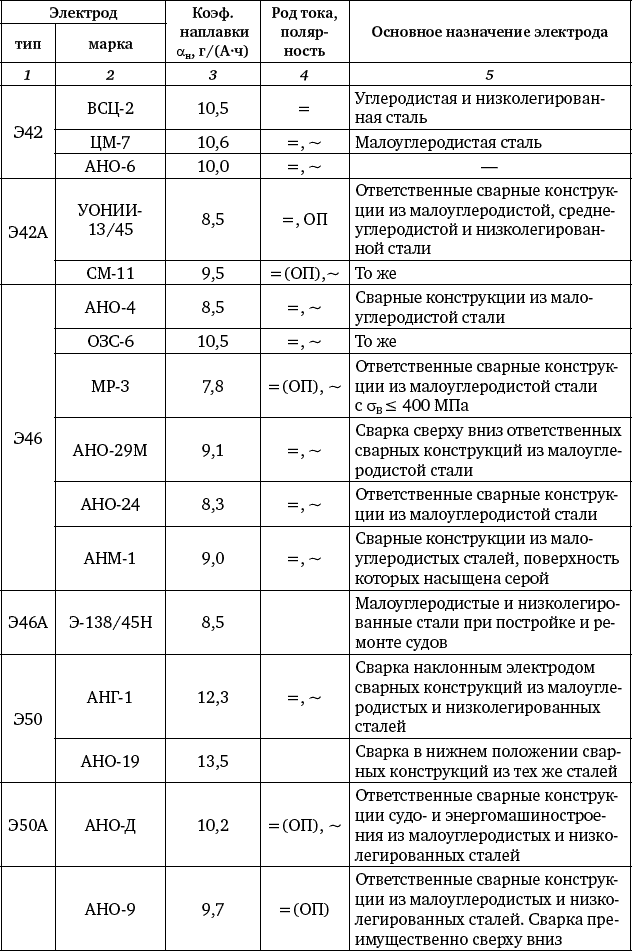
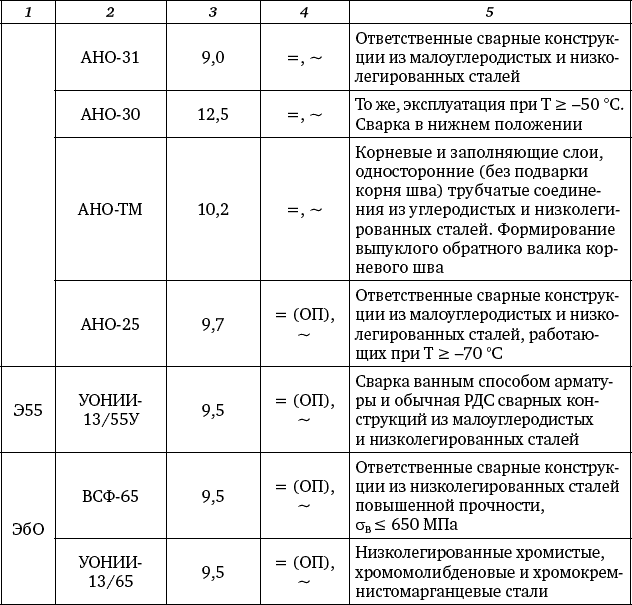
Примечание: ОП – обратная полярность, ток постоянный(=) или переменный (~).
Таблица 4
Показатели свойств прочности и растяжения металла шва (согласно DIN EN 499)
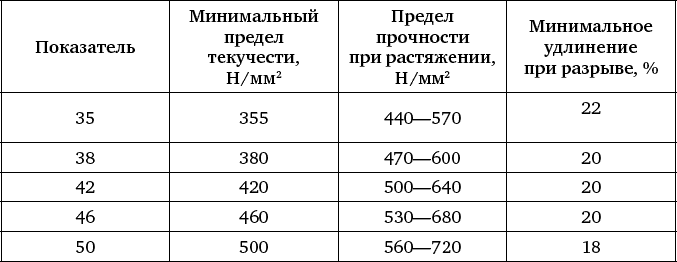
Таблица 5
Показатели работы развития трещины металла шва (согласно DIN EN 499)
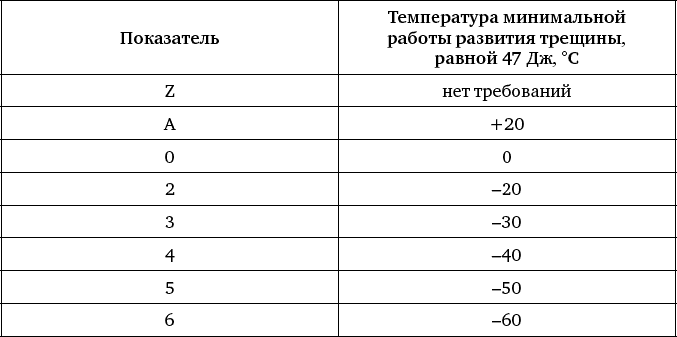
Таблица 6
Показатели сварочного тока для электродов согласно DIN EN 499
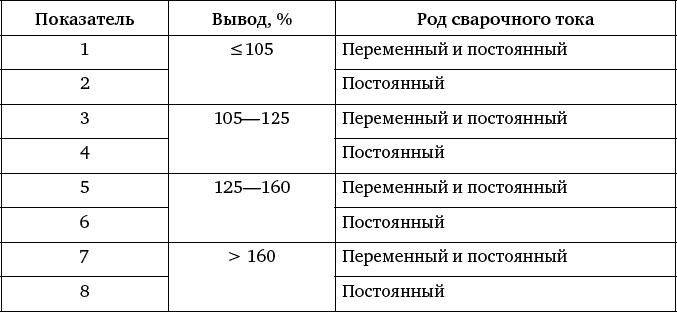
Таблица 7
Показатели положения электрода при сварке (согласно DIN EN 499)
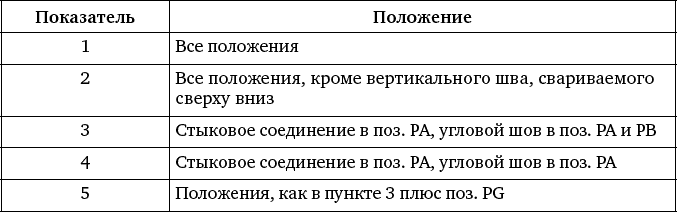
Таблица 8
Технические характеристики баллонных редукторов
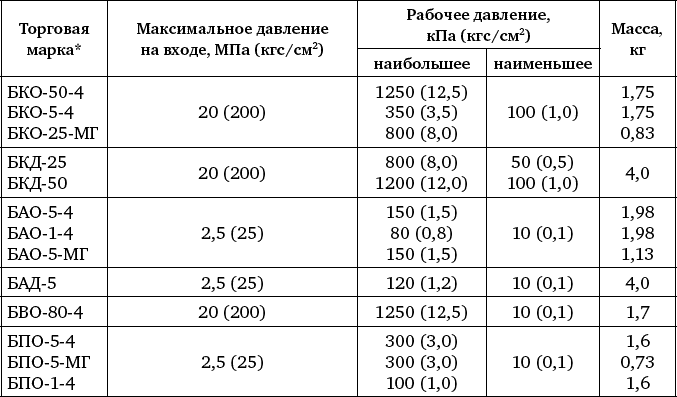
* Первая буква определяет назначение редуктора, вторая – редуцируемый газ, третья – число ступеней редуцирования; первое число после буквенного обозначения – максимальное значение пропускной способности при наибольшем рабочем давлении, м3/ч; второе число – модификация редуктора; МГ – малогабаритные редукторы.
|
|
|
Таблица 9
Правила выбора горелки
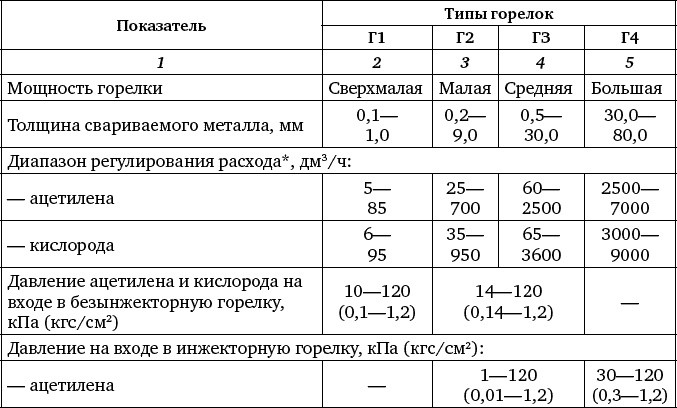

* Предельное отклонение ±10 %.
Таблица 10
Правила выбора наконечника горелки
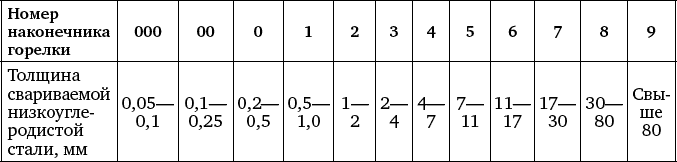
Таблица 11
Ориентировочные режимы ручной дуговой сварки
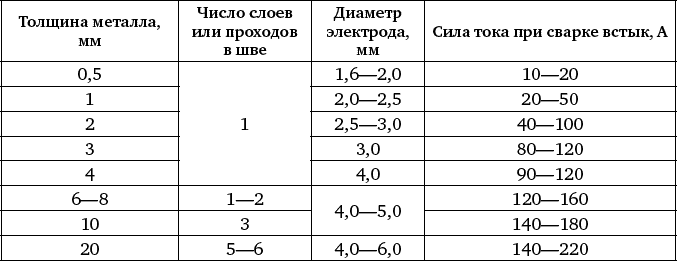
Таблица 12
Зависимость сварочного тока от диаметра электрода

Примечание: при сварке тавровых соединений силу тока принимают на 10–15 % больше, чем при сварке встык.
Таблица 13
Правила подбора сварочного тока
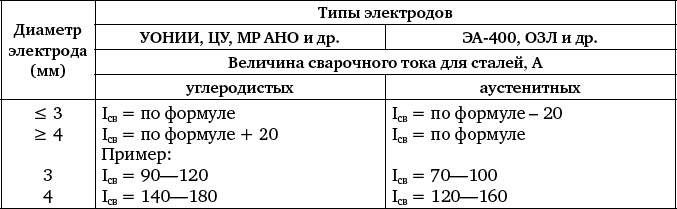
Таблица 14
Зависимость силы сварочного тока от толщины свариваемого металла и положения сварки в пространстве

Таблица 15
Влияние величины сварочного тока на качество и форму сварного шва
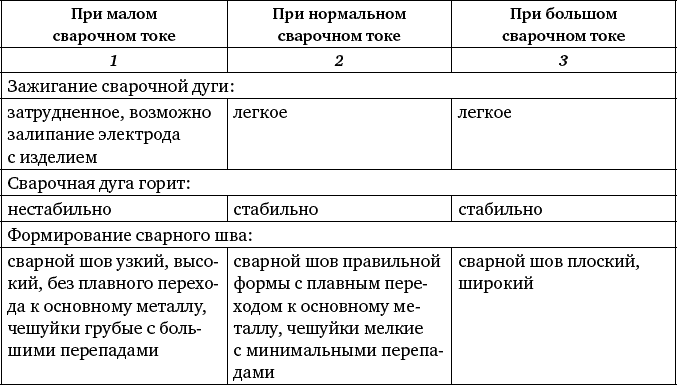
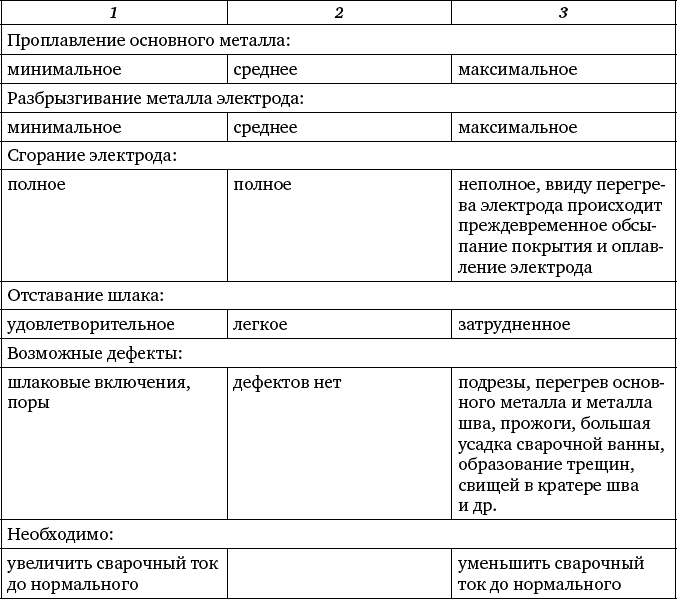
Таблица 16
Рекомендованные размеры валика

Примечание: диаметр электрода брать с покрытием.
Таблица 17
Режимы сварки угольными электродами соединений из низкоуглеродистой стали


Таблица 18
Режимы сварки графитовыми электродами соединений с отбортовкой кромок

Таблица 19
Режимы резки стали угольными или графитовыми электродами
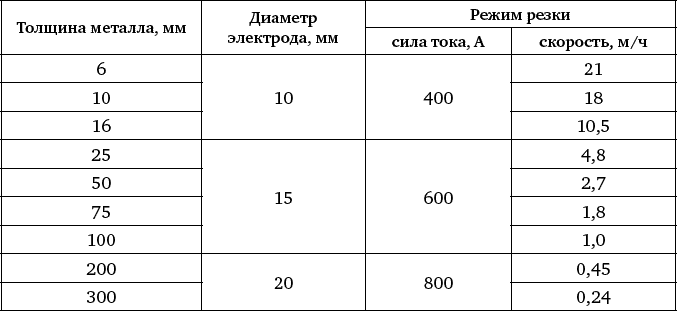
Таблица 20
Режимы ручной дуговой резки низкоуглеродистой (числитель) и коррозионно-стойкой (знаменатель) стали металлическим электродом
|
|
|
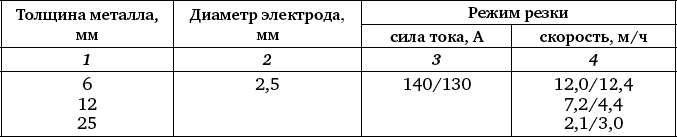
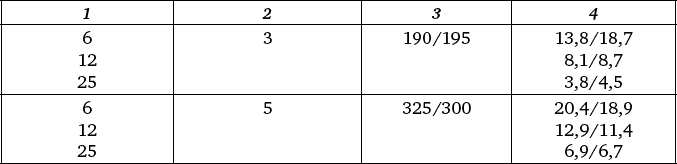
Таблица 21
Классификация защитных газов для электродуговой сварки и резки
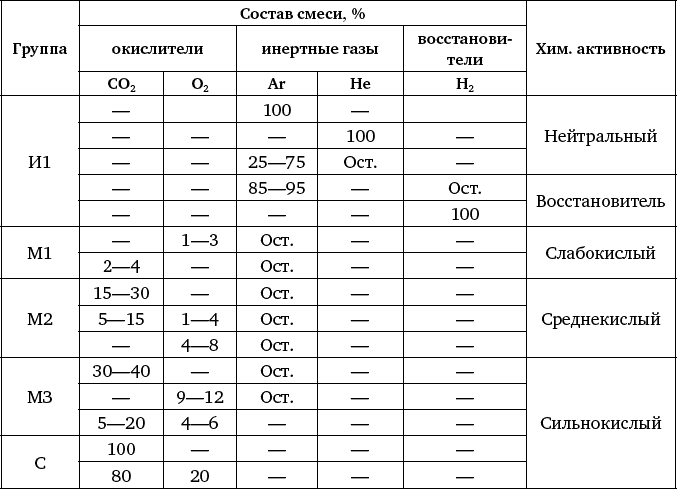
Таблица 22
Удельный расход углекислого газа или смеси Аr + СO 2 при сварке MIG/MAG
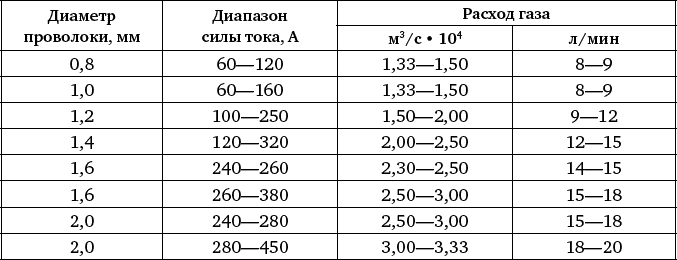
Таблица 23
Сварочные проволоки для сварки MIG/MAG малоуглеродистых и легированных сталей
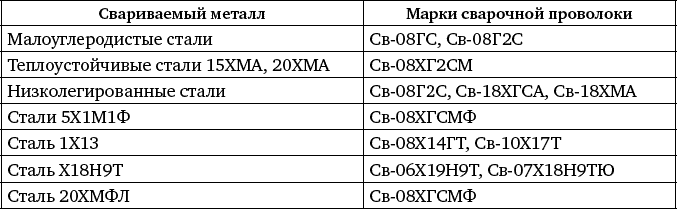
Таблица 24
Основные режимы сварки полуавтоматом в среде углекислого газа
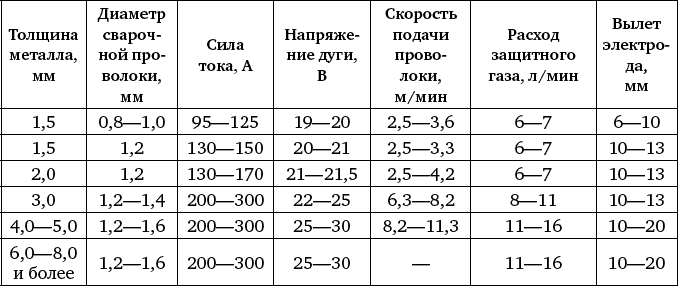
Таблица 25
Режимы механизированной дуговой сварки в углекислом газе стыковых соединений без разделки кромок. Ток постоянный, обратная полярность
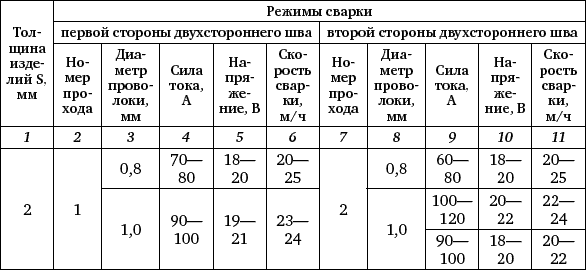
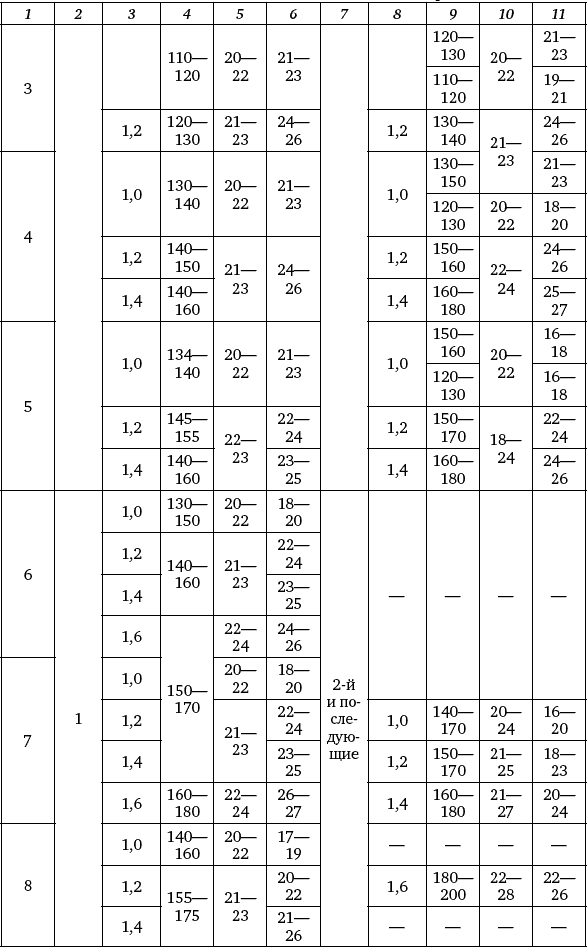
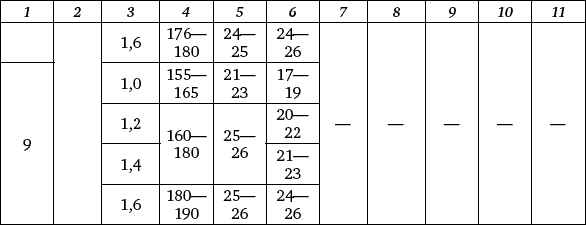
Таблица 26
Рекомендуемые расстояния от сопла горелки до изделия

Таблица 27
Техническая характеристика инжекторного резака «Пламя-62»
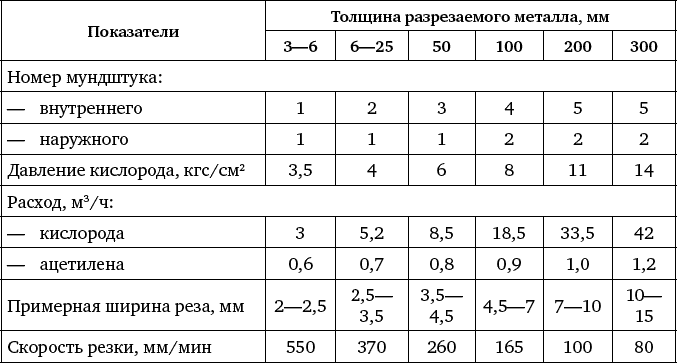
Таблица 28
Мундштуки для резки на заменителях ацетилена

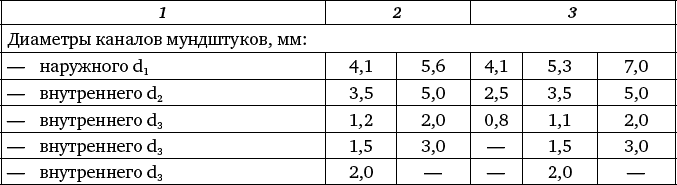
Таблица 29
Расстояние между мундштуком резака и разрезаемым металлом

Примечание: при работе на газах – заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30–40 %.
Таблица 30
Соответствие диаметра сварочного карандаша ЭЛЬКАС толщине свариваемых листов
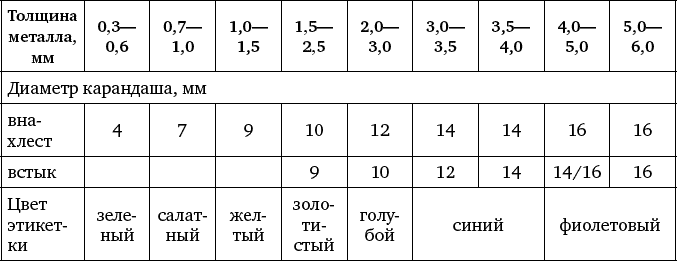
Таблица 31
Соответствие диаметра карандаша для резки ЭЛЬКАС-термит толщине разрезаемых листов/прутков
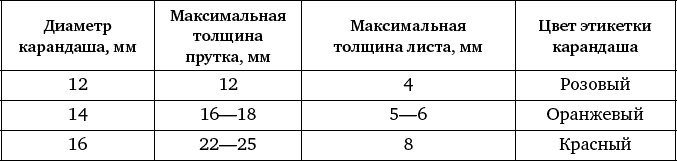
Таблица 32
Свариваемость сталей
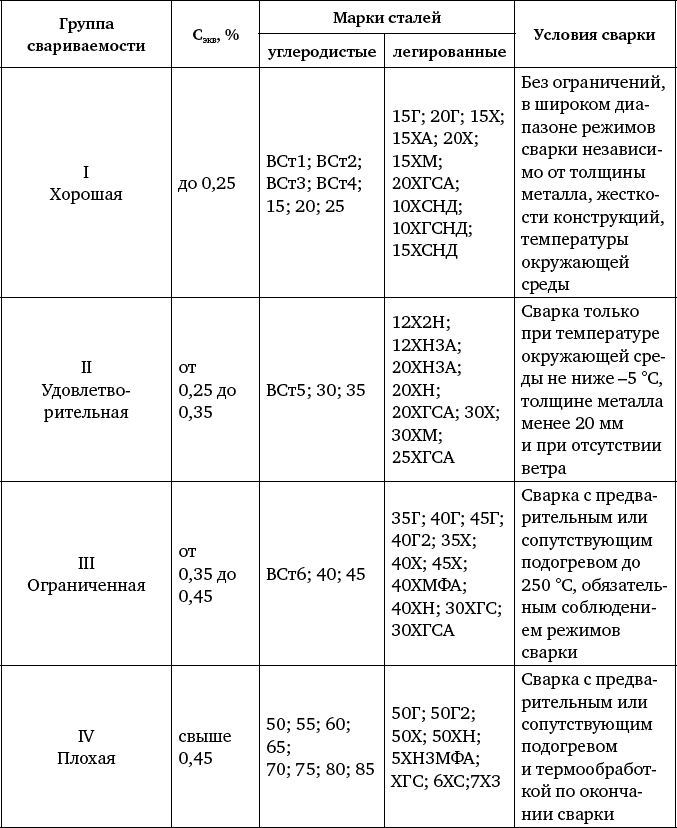
Таблица 33
Цвета побежалости углеродистой стали

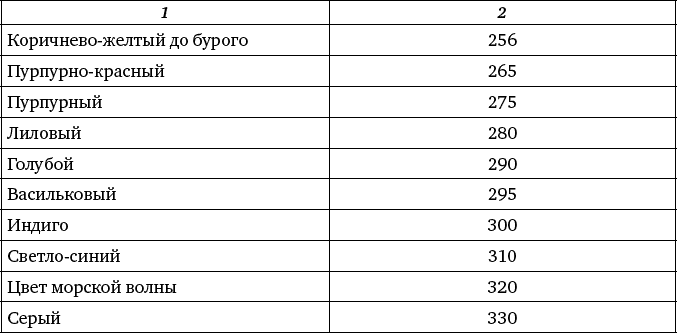
Таблица 34
Цвета побежалости нержавеющей стали
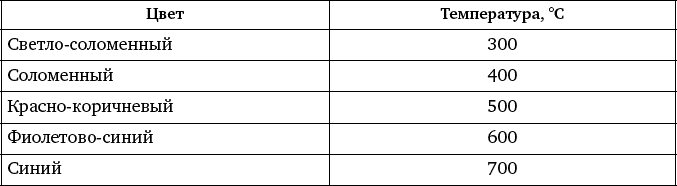
Таблица 35
Цвета каления стали
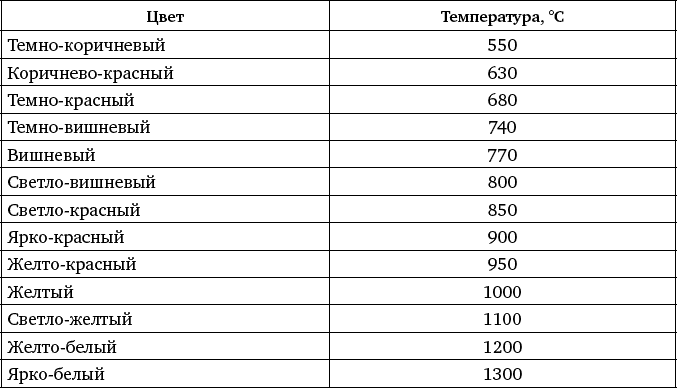
Таблица 36
Содержание компонентов флюсов для горячей и холодной сварки чугуна, %
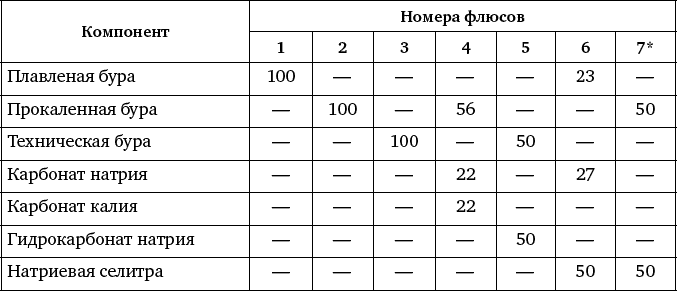
* Флюс содержит 4 % керосина (сверх 100 %).
Таблица 37
Флюсы для низкотемпературной сварки и пайкосварки чугуна
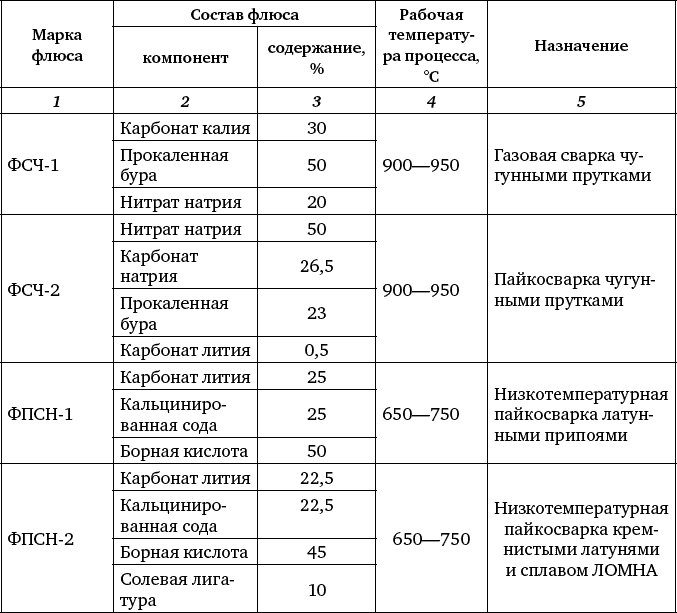
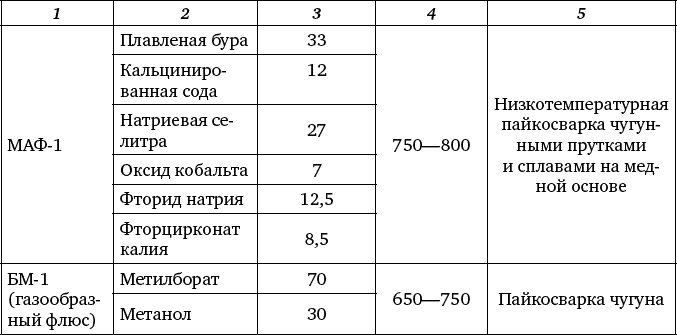
Таблица 38
Состав присадочных чугунных прутков для низкотемпературной пайкосварки
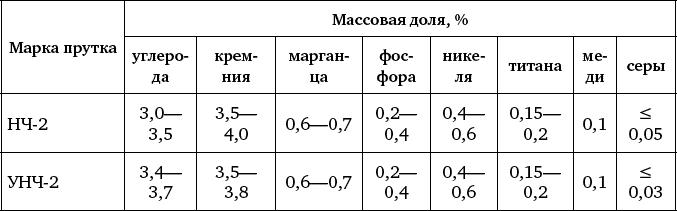
Таблица 39
Содержание компонентов флюсов для газовой сварки алюминия и его сплавов, %
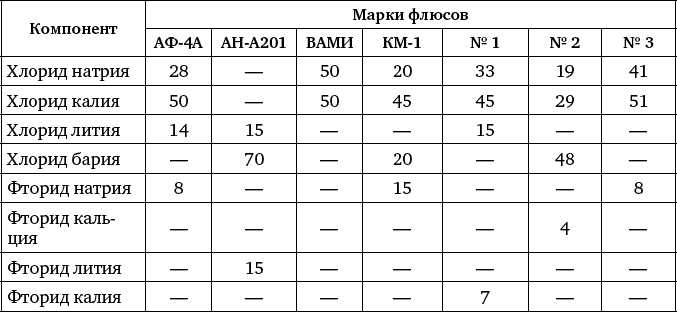
Таблица 40
Режимы автоматической сварки алюминия вольфрамовым электродом
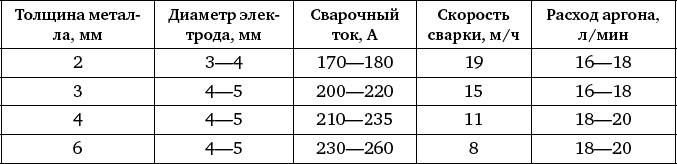
Таблица 41
Режимы ручной аргонодуговой сварки алюминия неплавящимся электродом
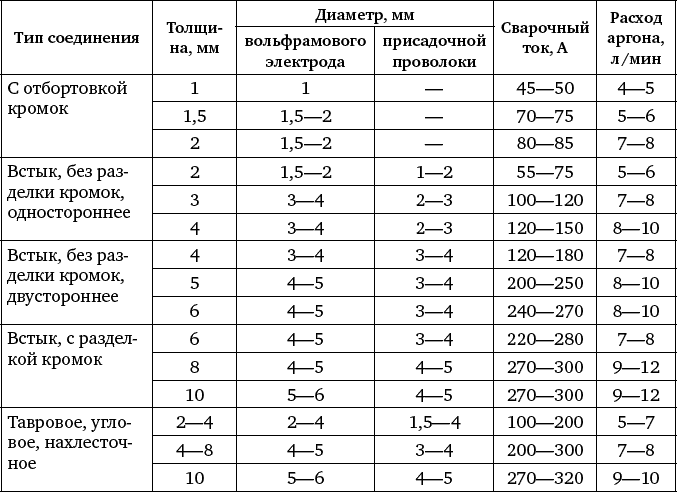
Таблица 42
Режимы сварки стыковых соединений меди и ее сплавов графитовым электродом

Таблица 43
Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами

Таблица 44
Содержание компонентов флюсов для газовой сварки меди и ее сплавов, %
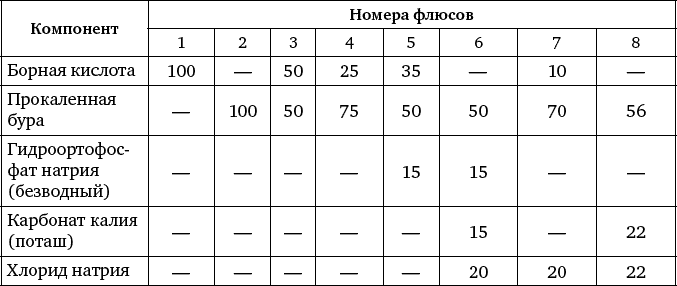
Таблица 45
Режимы электродуговой сварки свинца
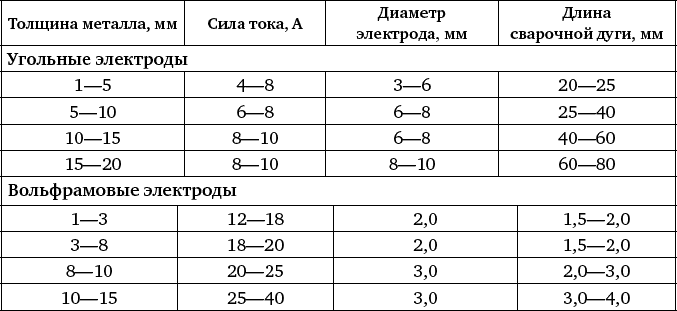
Таблица 46
Режимы сварки никеля и никелевых сплавов
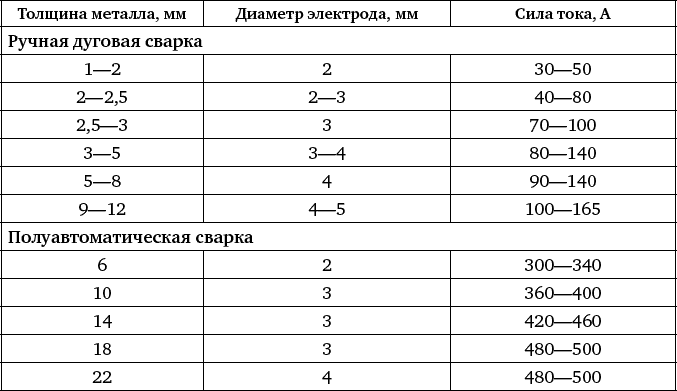
Таблица 47
Ориентировочные режимы ручной дуговой сварки титана вольфрамовым электродом ∅ 1,5–2 мм и присадочной проволокой ∅ 1–2 мм

Таблица 48
Минимальные размеры стальных заземлителей и заземляющих проводников
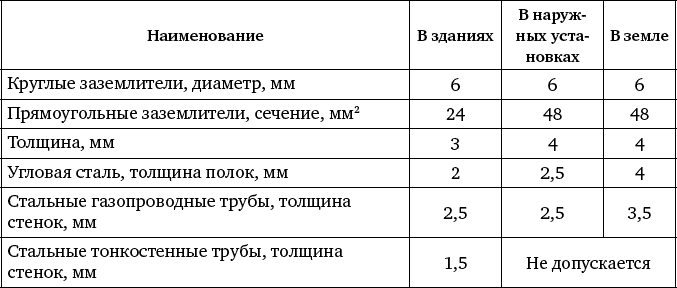
Таблица 49
Минимальные размеры изгиба стальных труб

Таблица 50
Наименьшие радиусы гибки листового материала в холодном виде
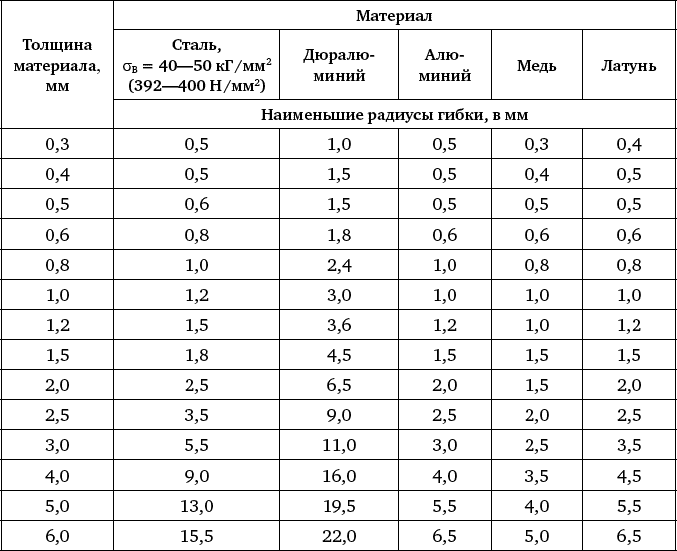
Примечание: значения соответствуют гибке листового материала вдоль волокон проката. При гибке поперек волокон радиусы гибки можно уменьшать примерно вдвое.
Литература и другие источники
Васильев В. И., Ильященко Д. П., Павлов Н. В. Введение в основы сварки. – Изд-во Томского политехнического ун-та, 2011.
Жегалина Т. Н. Сварщик. Технология выполнения ручной дуговой сварки. – М.: Академкнига, 2006.
Колганов Л. А. Сварочные работы. Сварка, резка, пайка, наплавка: Учебное пособие. – М.: Издательско-торговая корпорация «Дашков и К°», 2003.
Конструктивные детали жилых и гражданских зданий. – М.: Гос. архитектурное изд-во, 1949.
Лашко Н. Ф., Лашко-Авакян С. В. Металловедение сварки (некоторые вопросы). – М.: Машгиз, 1954.
Лупачев В. Г. Общая технология сварочного производства. – Минск: Вышэйшая школа, 2011.
Николаев А. А., Герасименко А. И. Электрогазосварщик. – Ростов-н/Д.: Феникс, 2005.
Нойферт Э. Строительное проектирование. – М.: Стройиздат, 1999.
Ольшанский Н. А. Сварка в машиностроении. – М.: Машиностроение, 1978.
Подольский Ю. Ф. Сварочные работы. – Харьков: Книжный клуб «Клуб семейного досуга», 2013.
Сапиро Л. С. Справочник сварщика. Пособие для сварщиков, мастеров, технологов, конструкторов. – Донецк: Донбасс, 1978.
Стрелюк М. И. В помощь электромонтеру. – Минск: Беларусь, 1971.
Тудвасев В. А. Рекомендации сварщикам по ручной дуговой сварке сосудов и трубопроводов, работающих под давлением. – М.: АРВИК, 1996.
Федосов С. А., Оськин И. Э. Основы технологии сварки: учебное пособие. – М.: Машиностроение, 2011.
Шмаков В. Г. Кузница в современном хозяйстве. – М.: Машиностроение, 1990.
Журналы «Делаем сами», «Murator», «Мастер на все руки», «Мастерская. Строим дом», «Моделист-конструктор», «Сам», «Сварщик», «Сделай сам» (изд-во «Знание»), «Сделай сам» (изд-во «Огонек»), «Советы профессионалов», «Юный техник для умелых рук».
http://belkovka.com
http://delostroika.ru
http://garmet.pp.ua
http://moyasvarka.ru
http://mysteps.ru
http://navesmaster.ru
http://ostroykevse.ru
http://stroykaguru.ru
http://stroyrom.ru
http://technologyk.ru
http://weldingsite.com.ua
www.ewm-group.com
http://www.ilw.by
http://www.perilaglavsnab.ru
http://www.wssm.ru
http://elkas.biz
[1] Электрошлаковая, плазменная, электронно-лучевая, лазерная сварки, равно как и виды сварки термомеханического и механического классов, в рамках данной книги не рассматриваются, поскольку их применение пока возможно только в промышленных условиях.
[2] Разделка кромок – придание кромкам, подлежащим сварке, необходимой формы.
[3] Эвтектика – тонкая смесь твердых веществ, одновременно выкристаллизовывающихся из расплава при температуре более низкой, чем температура плавления отдельных компонентов; а также – жидкий расплав или раствор, из которого возможна такая кристаллизация.
[4] В англоязычной литературе именуется shielded metal arc welding (SMA welding, SMAW) или manual metal arc welding (MMA welding, MMAW). Чаще всего употребляется аббревиатура MMA.
[5] В англоязычной литературе этот вид сварки известен как gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе – wolfram-inertgasschweiβen (WIG).
[6] В англоязычной литературе именуется SAW.
[7] В англоязычной литературе именуется gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе – metallschutzgasschweiЯen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
[8] Силикагель – гигроскопическое вещество, представляющее собой специально обработанную окись кремния (кварцевый песок).
[9] Напряжение холостого хода источника сварочного тока – напряжение между его выходными зажимами в момент, когда внешняя сварочная цепь разомкнута.
[10] Номинальный сварочный ток – ток источника сварочного тока в режиме стандартной нагрузки при соответствующем номинальном (стандартном) напряжении нагрузки.
[11] Магнитный усилитель (трансдуктор) – это электромагнитное устройство, работа которого основана на использовании нелинейных магнитных свойств ферромагнитных материалов, предназначенное для усиления или преобразования электрических сигналов.
[12] Справочные материалы (таблицы) размещаются в разделе «Приложения» в конце книги.
[13] Обычно озона при сварке выделяется до 0,1 мг на 1 м3 воздуха, а при том же режиме сварки проволокой с РЗМ – практически в два раза больше.
[14] Для сварки большинства металлов пригодно пламя с температурой не ниже 2500–3000 °C.
[15] Пиролизным называют ацетилен, вырабатываемый из природного газа.
[16] Основные характеристики сварочных флюсов приведены выше в соответствующей главе. Характеристики флюсов, применяемых при газовой сварке различных металлов, приведены ниже в разделе «Особенности сварки различных металлов».
[17] Иногда этот метод сварки обозначают GMA (Gas Metal Arc).
[18] От англ. to pinch – отщипывать.
[19] Толщина свариваемых карандашом листов должна быть указана на листке-вкладыше к конкретному экземпляру сварочного изделия. Таблица соответствия диаметра карандаша ЭЛЬКАС толщине свариваемых листов указана в табл. 30 Приложения.
[20] Раскисление – процесс удаления из расплавленных металлов растворенного в них кислорода, ухудшающего механические свойства металла.
[21] Так как параметр этот эмпирический, то применяемые для его расчета формулы могут несколько различаться.
[22] Температуру разогрева стальной закаленной детали при отпуске можно определить по изменению цвета оксидной пленки (цвета побежалости) или цвету свечения раскаленного металла (цвета каления). Данные приведены в табл. 33 и 34.
[23] Бурой называется тетраборат натрия – натриевая соль борной кислоты. Это основной компонент флюсов для газовой сварки большинства металлов.
[24] Показательно, что у металлургов нет разграничения на среднелегированные стали, а у сварщиков – есть, так как для последних важна свариваемость металла.
[25] Феррит (от лат. ferrum – железо) – фазовая составляющая сплавов железа, представляющая собой твердый раствор углерода и легирующих элементов в α-железе (α-феррит). Имеет объемноцентрированную кубическую кристаллическую решетку. Является фазовой составляющей других структур, например перлита, состоящего из феррита и цементита.
[26] При отсутствии рекомендованного флюса применяется плавленая бура.
[27] Сварочная проволока МСР1 содержит 0,8–1,2 % серебра.
[28] Минимальные размеры стальных заземлителей и заземляющих проводников приведены в табл. 48.
[29] Для более сложных конструкций существуют специальные расчеты стропил и ферм.
[30] Стандартные размеры одинарного кирпича 250 × 120 × 65 мм.
[31] На рис. 129 рама для наглядности изображена перевернутой вверх штырями.
Дата добавления: 2018-09-22; просмотров: 1138; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!