Инструменты для расширения и ответвления труб
Выполнение капиллярных соединений без готовых частей заводского изготовления с помощью инструментов расширения и ответвления широко распространено в практике монтажа (рис.16). С точки зрения успеха данных соединений важно, чтобы зазор был не более 0,2 мм и длина соединения не менее чем 3-х на толщину стенки самой тонкой трубы. Главное преимущество этих инструментов - в уменьшении количества соединений и ненадобности отдельных частей соединений, при этом
- монтажные работы ускоряются и упрощаются
- расходы уменьшаются
- уменьшается риск повреждения.
Правильно и тщательно выполненные данные соединения соответствуют по свойствам сопротивления потока и прочности соединениям, выполненным с помощью капиллярных частей. Расширение отверстия трубы выполняется с помощью расширяющих клещей или оправки (рис.17).

Рис.16. Инструменты для расширения медной трубы
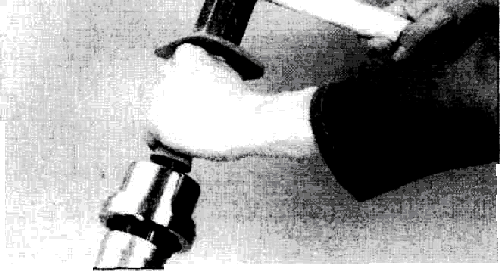
Рис.17. Для больших диаметров медной трубы используется ударная оправка
Действие сверла соединения изображено на приложенной серии рисунков 18-21. Все стадии работы выполняются с использованием одного и того же инструмента.
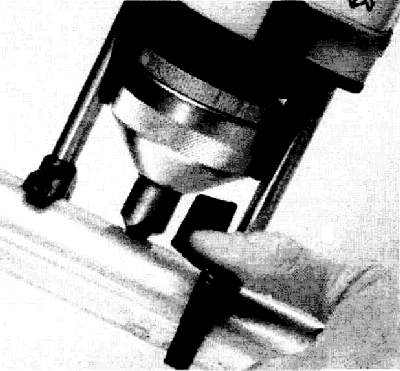
Рис.18. Сверление центрального отверстия
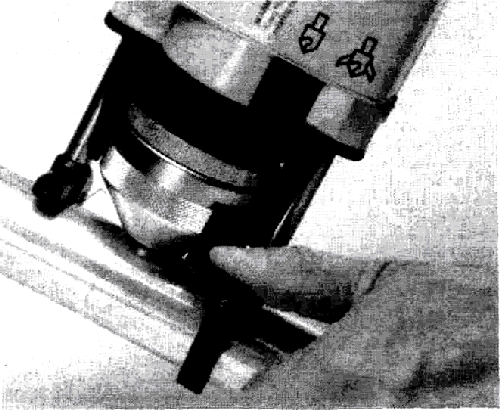
Рис.19. Поворачиваясь от регулировочного конуса,
формовочные пальцы становятся в положение для формования воротника
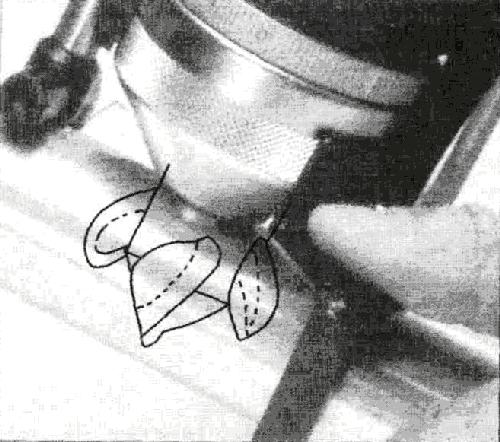
Рис.20. Острие для формования воротника формует и, поворачиваясь,
|
|
|
поднимает воротник из материала главной трубы

Рис.21. Готовый воротник
Конец соединяемой трубы следует формовать для соединения таким образом, чтобы:
- с помощью останавливающих выпуклостей препятствовать слишком глубокому погружению в главную трубу.
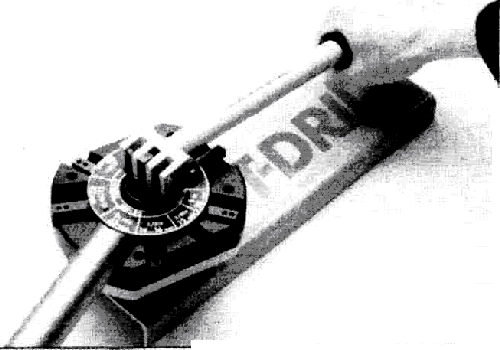
Рис.22. Формовочный резак конца трубы. Сформованный с помощью формовочного резака
конец отводной трубы гарантирует сохранение свойств потока главной трубы

Рис.23
1. Формовочный резак режет из конца отводной трубы куски, имеющие форму окружности главной трубы и тем самым поднимает останавливающие выпуклости в трубу отвода.
2. Расстояние между краем разреза, сделанным формовочным резаком, и останавливающими выпуклостями всегда равно размеру воротника. Таким образом, гарантируется, что свойства потока главной трубы сохраняются.
Низкотемпературная пайка
При низкотемпературной пайке добиваются удовлетворительного результата, используя предназначенные для капиллярных соединений части труб заводского изготовления (рис.24).

Рис.24. Капиллярные части соединения
При пайке рабочая температура всегда ниже 500 °С, обычно 200...250 °С.
Также при низкотемпературной пайке зазор между соединяемыми частями должен быть определенной величины (0,05...0,2 мм), для того чтобы расплавляющийся припой разливался как следует, благодаря капиллярной силе.
|
|
|
Прочность соединения, выполненного низкотемпературной пайкой, хуже, чем выполненного высокотемпературной пайкой. Соединения, подвергаемые усталостной нагрузке или высоким температурам (>+110 °С), следует выполнять высокотемпературной пайкой.
Успех соединений зависит, кроме точных размеров, также и от чистоты соединяемых частей.
В приложенной серии рисунков 25-30 изображено практическое выполнение низкотемпературной пайки.
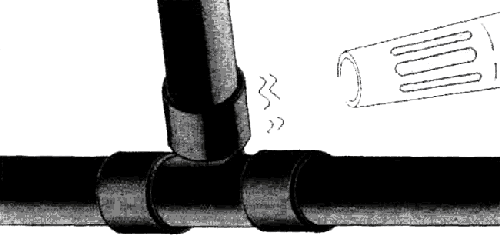
Рис.25. Концы медных труб, поставленных в отожженном состоянии, необходимо калибрировать
после разреза для достижения хорошего капиллярного соединения

Рис.26. Наружную поверхность конца трубы и внутреннюю поверхность соединительной части
чистят до блеска, например, шлифовальной бумагой или стальной ватой

Рис.27. Флюсом покрывают только наружную поверхность конца трубы
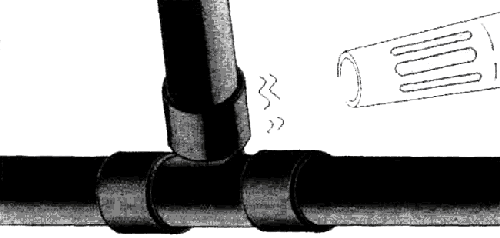
Рис.28. Трубу вставляют в соединительную часть и равномерно,
мягким, широким пламенем нагревают место соединения
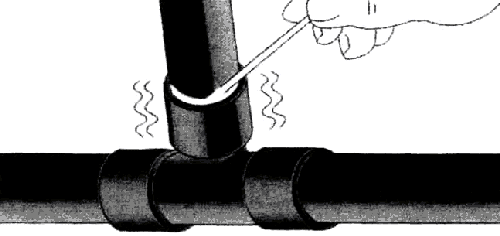
Рис.29. Нагревательное пламя отводят в сторону и расплавляют припои на месте соединения,
|
|
|
до тех пор, пока припой не застынет
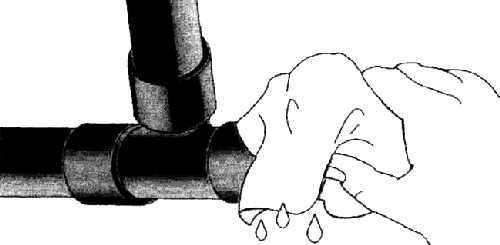
Рис.30. Лишний флюс тщательно удаляют с готового соединения, так как флюсы разъедают металлы
Зажимное соединение
Зажимное соединение обычно используют для труб, как при ремонтных работах, так и в местах, где использование паяния огнеопасно. Зажимное соединение уплотняют с помощью конусного кольца ("кольца"), которое сжимают вокруг трубы зажимной гайкой. С точки зрения успеха зажимного соединения важно удалить заусенцы, образовавшиеся во время разреза и чтобы на внешней поверхности трубы не осталось продольных царапин. При монтаже необходимо быть осторожным, чтобы не затянуть гайку слишком сильно. Конечное затягивание (во избежание сверхзатягивания) выполняют только в связи с испытанием давлением. Зажимные соединители, используемые при монтаже водопроводов, должны быть устойчивыми к утрате цинка. Зажимное соединение можно использовать лишь в тех местах, где герметичность соединения можно легко проверить после монтажа (рис.31, 32).
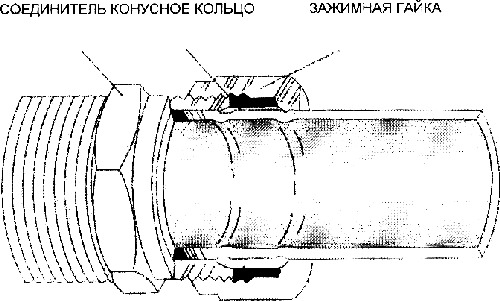
Рис.31. Принцип зажимного соединения

Рис.32. Зажимные соединения
ПРИПОИ
В соединениях труб, которые выполняют высокотемпературной пайкой, используется серебряно-фосфоро-медный припой, содержание серебра в котором не менее 2% (табл.2.8).
|
|
|
Таблица 2.8
Требования к качеству высокой температурной пайки, используемой для соединений медных труб в водяных установках зданий
| Припой | Содержащий серебро, фосфорно-медный припой Аg-Си-Р (содержание Аg не менее чем 2% по массе) |
| Ширина зазора | 0,05...0,2 мм |
| Рабочая температура | 700...720 °С |
Серебро улучшает вязкость припоев, особенно фосфорно-медных. В приложенной таблице указаны параметры высокотемпературной пайки, соответствующие вышеуказанным инструкциям.
Флюс необязателен при пайке двух медных изделий вышеуказанным медным припоем. Однако необходимо использовать подходящий флюс тогда, когда с помощью фосфорно-медного припоя присоединяют медь к латуни.
При низкотемпературной пайке используются припои и флюсы, приведенные в таблице 2.9.
Таблица 2.9
| Припой | 1. Оловянно-серебряный припой, который содержит 5% серебра. Немецкий 01М дает такие же ограничения по прочности при давлении для оловянного припоя, как и для обычно используемого фосфорно-медного припоя высокотемпературной пайки. 2. Фосфорно-медный припой, который содержит 3% меди. Немецкий 01М дает такие же ограничения по прочности при давлении для оловянного припоя, как и для обычно используемого фосфорно-медного припоя высокотемпературной пайки. 3. Оловянно-серебряный припой, который содержит 3% серебра, а также оловянно-серебряный припой, который содержит 4% серебра. Данные припои можно найти в Европейском стандарте ЕМ 29-153:1993. |
| Ширина зазора | 0,05...0,2 мм |
| Флюс | Использование флюса необходимо в соединениях медь-медь. Использовать растворимые в холодной воде флюсы. Удалить лишний флюс с поверхности готового соединения, так как флюс может разъедать металл. Флюс должен соответствовать следующим указанным нормам 01М: 01М 8511. |
| Рабочая температура | +220...+230 °С |
Флюс - разъедающее металлы вещество и при его использовании следует соблюдать осторожность. Нельзя покрывать флюсом внутреннюю поверхность частей соединения, потому что тогда при соединении частей флюс проникает внутрь соединения (рис.33).
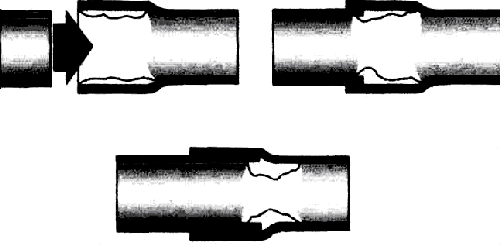
Рис.33. Флюс проникает внутрь соединения, если им покрыли внутреннюю поверхность части соединения. Опасность коррозии!
РАСПРОСТРАНЕННЫЕ ОШИБКИ СОЕДИНЕНИЙ
В следующей главе представлены механически безупречные соединения, но которые являются неправильными с точки зрения гидродинамики и могут позднее вызвать повреждение трубы. Кроме того, приложена серия рисунков неправильных паяных соединений при монтаже водопроводов.
Сужающие соединения (рис.34-36)
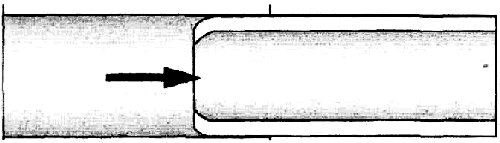
Рис.34. Неправильно. Заусенцы, образовавшиеся во время разреза,
постоянно мешают потоку и могут вызвать эрозийную коррозию
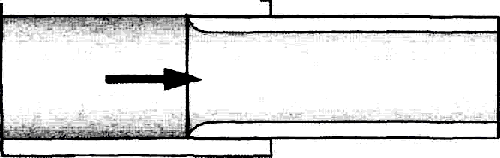
Рис.35. Лучше. Останавливающая выпуклость
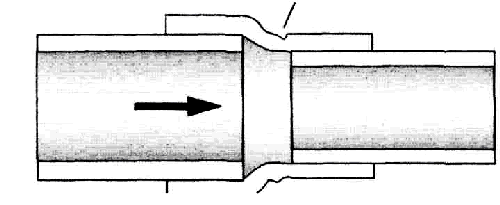
Рис.36. Правильно (штуцер)
Удлинительные соединения (рис.37-40)
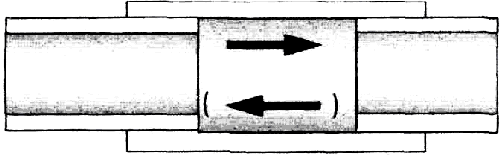
Рис.37. Неправильно. Изменения площади сечения потока мешают потоку
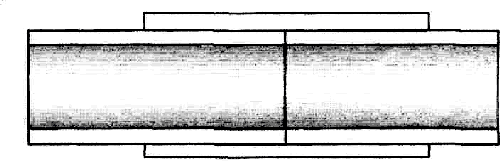
Рис.38. Правильно
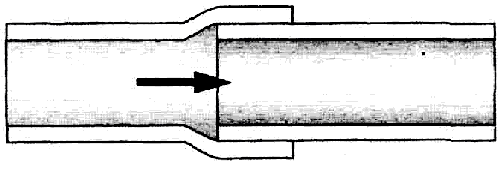
Рис.39. Направление муфтового соединения, которое необходимо избегать
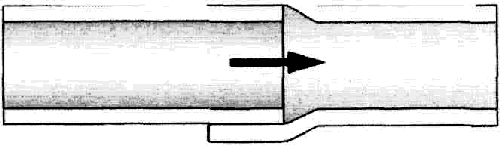
Рис.40. Правильное направление муфтового соединения
ВНИМАНИЕ!
Используя соединительные части труб заводского изготовления, практически можно избежать всех ошибок в соединениях.
Ответвление (рис.41-42)
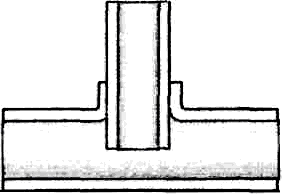
Рис.41. Неправильно.
Слишком глубоко вставленная отводящая труба может вызвать эрозийную коррозию
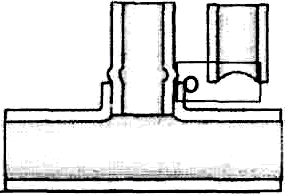
Рис.42. Правильно. Также необходимо удалить заплечики, мешающие потоку
Неправильные соединения (рис.43-48)

Рис.43. Колокольные соединения
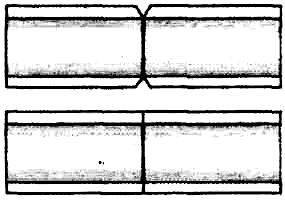
Рис.44. Стыковые соединения

Рис.45. Седельные соединения
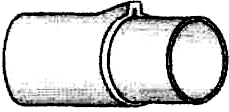
Рис.46. Помятое соединение
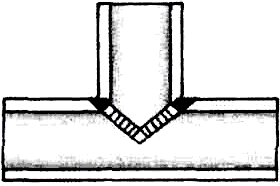
Рис.47. Прямое седельное соединение
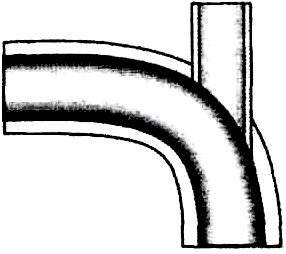
Рис.48. Выполнение отвода в изгибе трубы
ОПОРЫ И КРЕПЛЕНИЕ ТРУБ
Тепловое расширение трубы
При устройстве опор, креплений и вводов медного трубопровода необходимо учитывать тепловое расширение меди (рис.49-50).
- Имеющиеся в соединительных и коротких распределительных трубопроводах изгибы, Т-образные соединения и огибающие конструкции изгибы принимают на себя тепловое расширение трубы.
- При монтаже прямых распределительных трубопроводов между точками крепления необходимо устанавливать сильфонные или расширительные изгибы, позволяющие тепловое расширение.
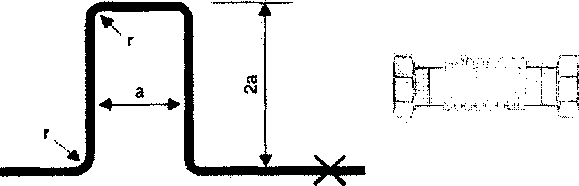
Рис.49. П-образный и сильфонный компенсаторы
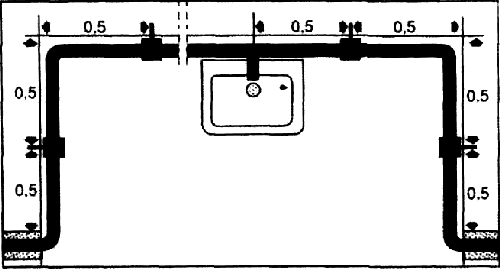
Рис.50. Сопутствующую опору необходимо устанавливать на расстоянии не менее 0,5 м от сгиба, поворота или Т-образного соединения
Крепление труб
Крепления должны удерживать трубы в проектном положении. Трубы должны оставаться параллельными. Опоры не должны вызывать изнашивания трубы или шума при перемещении. Опоры для труб должны быть такими, чтобы трубы не могли вибрировать в них под влиянием гидравлических ударов.
При закреплении труб согласно рисунку 51, подвеска должна быть изготовлена из стали, диаметром не менее 6 мм и длиной не менее 10-кратного расстояния, на которое перемещается труба у точки крепления в связи с тепловым расширением. Наряду с изображенной на рисунке конструкцией опоры альтернативно можно использовать скользящие опоры.
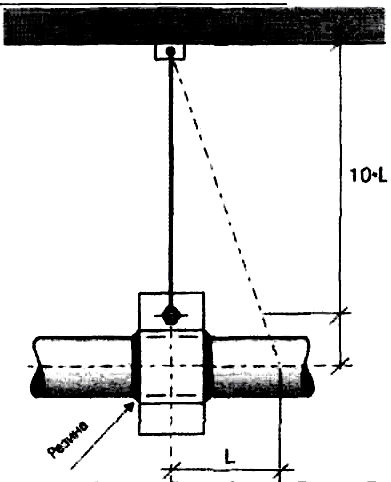
Рис.51. Закрепление труб:
L - перемещение, вызванное тепловым расширением трубы
Таблица 2.10
Измерение подвески. Тепловое расширение медной трубы (мм)
| Длина, м | Разность температур (тепловой коэффициент длины)
| ||||
| 10 °С | 20 °С | 40 °С | 60 °С | 80 °С | |
| 1 | 0,2 | 0,3 | 0,7 | 1,0 | 1,3 |
| 2 | 0,3 | 0,7 | 1,3 | 2,0 | 2,7 |
| 3 | 0,5 | 1,0 | 2,0 | 3,0 | 4,0 |
| 4 | 0,7 | 1,3 | 2,7 | 4,0 | 5,4 |
| 5 | 0,8 | 1,7 | 3,4 | 5,0 | 6,7 |
| 6 | 1,0 | 2,0 | 4,0 | 6,0 | 8,1 |
| 7 | 1,2 | 2,4 | 4,7 | 7,1 | 9,4 |
| 8 | 1,3 | 2,7 | 5,4 | 8,1 | 10,8 |
| 9 | 1,5 | 3,0 | 6,0 | 9,1 | 12,1 |
| 10 | 1,7 | 3,4 | 6,7 | 10,1 | 13,4 |
| 20 | 3,4 | 6,7 | 13,4 | 20,2 | 26,7 |
| 50 | 8,4 | 16,8 | 33,6 | 50,4 | 67,2 |
Таблица 2.11
Максимальные расстояния между опорами горизонтальных трубопроводов для медных труб
| Наружный диаметр трубы, мм | Максимально допустимые расстояния между опорами (м) |
| 8-15 | 0,6 при открытом монтаже |
| <18 | 1,25 |
| >22 | 2,5 |
На рисунке 52 изображены некоторые способы устройства опор.
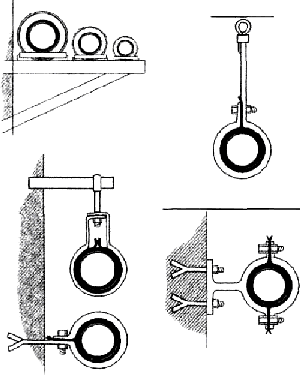
Рис.52. Способы устройства опор медных труб. Изготовленные из стали опоры должны быть хорошо изолированы от медной трубы
Вертикальные трубопроводы следует закреплять таким образом, чтобы собственный вес, силы, вызванные содержащейся в трубах жидкостью, а также возможной изоляцией, приходились на подходящую точку опоры, а не на горизонтальный трубопровод, соединенный с вертикальной трубой. Крепления должны быть защищены от коррозии (рис.53, 54). Если металлическое крепление изготовлено не из того же материала, что и труба, то между креплением и трубой следует установить пластмассовый или резиновый щит.
Рис.53. При креплении опор на потолке или стене можно использовать крепления,
изображенные на иллюстрации
Рис.54. Пластмассовые зажимы
Преимущества пластмассовых креплений и зажимов заключаются в позволении теплового перемещения, в легкости крепления трубы и изоляции труб. Пластмассовые зажимы подходят для медных труб как с пластмассовым покрытием, так и без покрытия.
Дата добавления: 2018-09-22; просмотров: 371; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!