Способы соединения, ответвления и оконцевания жил проводов и кабелей
Требования к качеству соединения, ответвления и оконцевания. Согласно ПУЭ к качеству соединения, ответвления и оконцевания предъявляются следующие требования:
1. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.).
2. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения ответвления или присоединения.
3. Места соединения и ответвления проводов и кабелей должны быть доступны для осмотра и ремонта.
4. В местах соединения и ответвления провода и кабели не должны испытывать механических усилий тяжения.
5. Места соединения и ответвления жил проводов и кабелей, а также соединительные и ответвительные сжимы и т. п. должны иметь изоляцию, равноценную изоляции жил целых мест этих проводов и кабелей.
6. Соединение и ответвление проводов и кабелей, за исключением проводов, проложенных на изолирующих опорах, должны выполняться в соединительных и ответвительных коробках, в изоляционных корпусах соединительных и ответвительных сжимов, в специальных нишах строительных конструкций, внутри корпусов электроустановочных изделий, аппаратов и машин. При прокладке на изолирующих опорах соединение или ответвление проводов следует выполнять непосредственно у изолятора, клицы или на них, а также на ролике.
Способы соединения. Рассмотрим некоторые способы соединения жил проводов и кабелей электропроводки.
1. Опрессовка. Основные этапы работ по опрессовке следующие. В зависимости от сечения и материала жил провода или кабеля выбирают нужный тип гильзы (полая медная или алюминиевая трубка, в зависимости от соединяемого материала проводов). Подбирается инструмент для выполнения опрессовки. С жил снимается изоляция на длину определяемую типом гильзы. Концы жил зачищаются до металлического блеска и сразу же смазыватся кварце-вазелиновой пастой (зачистка и смазка гильз выполняются в случае, если это не было выполнено на заводе-изготовителе). В гильзу с обеих сторон вставляются соединяемые жилы, после чего она обжимается, затем изолируют место соединения изолентой.

| 
|
| а | б |
2. Рисунок. Опрессовка жил: а - медные гильзы; б – обжимные клещи.
3. Зажимы. Широко применяются в настоящее время для выполнения соединения жил проводов и кабелей электропроводки. Это связано с простотой выполнения операций и отсутствием необходимости в специальном монтажном инструменте. Для выполнения соединения жил данным способом требуется снять с них изоляцию, на длину определяемую типом зажима, и закрепить жилы в зажиме. Различают клеммные зажимы, зажимы бугельного типа, прокалывающего типа и пружинные зажимы.

| 
| 
|
| а | б | в |
Рисунок. Зажимы для соединения жил проводов и кабелей электропроводки: а – клеммные зажимы; б – бугельный зажим; в – пружинный зажим.
· Клеммные зажимы. Выпускаются с прижимной планкой, для соединения многожильных проводов, и без прижимной планки, для одножильных. Устройство клеммных колодок позволяет не использовать дополнительную изоляцию места соединения.
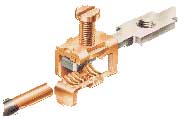
· Бугельный зажим.

Отличается от обычных клеммных зажимов тем, что на прижимной планке имеются насечки, которые рассекают оксидный слой на жиле провода увеличивая площадь контакта и качество соединения. Кроме того, конструкция корпуса данного зажима препятствует самопроизвольному развинчиванию прижимного винта.
· Прокалывающий зажим.

 Особенность зажима в том, что при соединении проводов с последних не требуется снимать изоляцию. Зажим состоит из пластмассового корпуса и Ш-образной контактной пластины, которая после монтажа зажима раздвигает изоляцию провода и обеспечивает электрический контакт между соединяемыми проводами
Особенность зажима в том, что при соединении проводов с последних не требуется снимать изоляцию. Зажим состоит из пластмассового корпуса и Ш-образной контактной пластины, которая после монтажа зажима раздвигает изоляцию провода и обеспечивает электрический контакт между соединяемыми проводами
· Пружинный зажим.

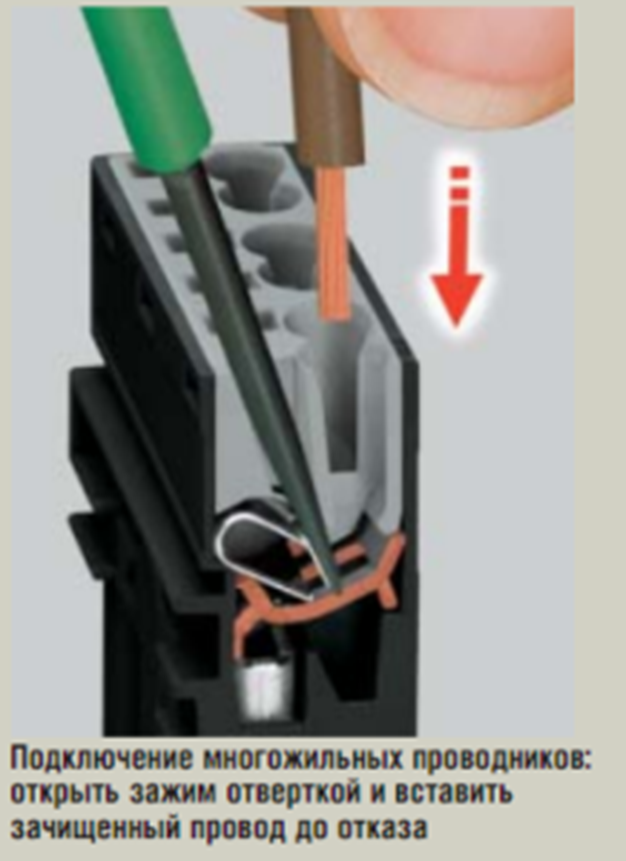
Является наиболее простым способом соединения проводов. Требуется только зачистить жилу от изоляции и вставить в зажим, где она надежно фиксируется с помощью специального пружинного механизма. Одно из достоинств данных зажимов – возможность соединения проводов разного диаметра, как медных, так и алюминиевых, они не контактируют между собой, что исключает электрокоррозию. Кроме того, гель, заполняющий внутренний объем, разрушает оксидную пленку на алюминии и защищает его от коррозии.
4. Пайка. В настоящее время применяется редко, так как данная операция требует достаточно много времени, специального инструмента (газовой горелки или паяльника, источника его питания и материалов), припой, флюс, а так же изоляции места соединения. Кроме того, не рекомендуется использовать пайку для соединения, которое будет испытывать механическое воздействие. Пайку применяют для соединения алюминиевых жил проводов и кабелей электропроводки вместо болтового соединения, так как алюминий имеет свойство «вытекать» из-под винтов, размягчаясь от небольшого нагрева контакта при протекании тока. При этом сила прижима существенно ослабевает, что еще больше повышает температуру.
5. Сварка. Кроме описанных ранее способов соединения проводов достаточно широко в последнее время применяется сварка. Сварное соединение предпочтительнее всех остальных – с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим. Для соединения проводов можно использовать три вида сварки: контактную, газовую и термитную.
Контактную сварку проводов производят сварочным аппаратом, как переменным, так и постоянным током при напряжении 12 - 36В.

Рисунок. Сварочный аппарат ТС-700-2.


Сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм. После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держатель угольного «карандаша» и производят сварку.
В результате на конце скрутки должен образоваться аккуратный шарик расплавленного металла, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек.

Рисунок. Сварка скрутки.
После того, как сваренные скрутки остынут, их следует заизолировать.
6. Скрутка. В настоящее время скрутка, как способ соединения жил запрещена. Она применяется только совместно с каким либо другим способом соединения, например, с последующей пайкой или сваркой.
Ответвление. Для выполнения ответвления применяются такие же способы, как и для соединения жил проводов и кабелей.
В качестве зажимов кроме описанных выше типов, часто используют ответвительные зажимы типа – «орехи», состоящие из двух стальных пластин с канавками под проводники, сжимаемые четырьмя винтами, расположенные в пластмассовом корпусе. Между ними располагается еще одна плоская пластина, которая исключает непосредственный контакт между жилами, в случае, когда соединяют медные и алюминиевые провода.

Рисунок. Ответвительный зажим – «орех».
Дата добавления: 2018-08-06; просмотров: 2019; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!