Сверление отверстий по кондуктору.
Для повышения производительности труда и точности сверления отверстий применяют специальные приспособления - кондукторы. Использование кондукторов исключает необходимость разметки отверстий с накерниванисм центров, значительно сокращает время на установку и выверку деталей при подготовке к сверлению. Точность сверления обеспечивается направлением сверла через направляющие закаленные втулки, укрепленные в корпусе кондуктора. Подготовка к работе и сверление по кондуктору проводятся в следующем порядке.
Щеткой очищают плоскость стола станка и кондуктора от стружек и грязи и по чертежу подбирают сверло требуемого диаметра и устанавливают в шпиндель станка. Пуская станок, проверяют правильность установки сверла на биение.
Кондуктор устанавливают на столе станка таким образом, чтобы опорное основание кондуктора плотно прилегало к плоскости стола, и налаживают станок на заданную глубину сверления. Выбирают наиболее производительный режим резания и производят наладку станка на определенную частоту вращения.
 Рис. 72. Сверление отверстий по кондуктору: а - закрепление деталей; 1 - корпус; 2 - затяжка; 3 - заготовка корпуса плашкодержателя; 4 - чека; б - прием работы.
Рис. 72. Сверление отверстий по кондуктору: а - закрепление деталей; 1 - корпус; 2 - затяжка; 3 - заготовка корпуса плашкодержателя; 4 - чека; б - прием работы.
Деталь устанавливают в кондукторе и надежно закрепляют с помощью крепежных приспособлений.
Включают станок, перемещают кондуктор на столе станка так, чтобы при подводе сверла к втулке кондуктора оно точно входило в нее.
|
|
|
Удерживая левой рукой кондуктор, сверло через направляющую втулку подводят к детали (рис. 72, б) и начинают сверление отверстия. При глубоком сверлении необходимо периодически выводить сверло из отверстия для удаления стружки из канавок сверла.
Во время ручной подачи не следует сильно нажимать на рукоятку управления, так как сверло может сломаться или затупиться от нагрева. При сверлении сквозных отверстий во избежание поломки сверла следует уменьшить подачу при выходе сверла.
После окончания сверления сверло отводят в верхнее положение и освобождают деталь из кондуктора. Кондуктор очищают от стружек, устанавливают следующую деталь и продолжают сверление в той же последовательности. Диаметр отверстия проверяют калибром-пробкой.
Сверление отверстий по шаблону.
Если в небольшой партии одинаковых деталей необходимо просверлить несколько отверстий, вместо кондуктора применяют шаблон (рис. 73). Шаблон представляет собой стальную пластину по форме детали, в которой выполнены все необходимые отверстия. Применение шаблона повышает производительность труда и точность. Для выполнения сверления по шаблону его накладывают на деталь, фиксируют в определенном положении и закрепляют струбцинами (рис. 73).
|
|
|
Устанавливают следующий порядок сверления. Через шаблон сверлят одно отверстие на заготовке (детали) и фиксируют контрольным штифтом. На другом конце заготовки сверлят второе отверстие и так же фиксируют контрольным штифтом, чем устраняют возможность смещения шаблона по отношению к заготовке. Затем просверливают поочередно каждое отверстие по шаблону и проверяют правильность сверления. После этого снимают шаблон с заготовки и напильником удаляют заусенцы, образовавшиеся при сверлении.
При сверлении плоских тонких одинаковых деталей их собирают в пачку, накладывают шаблон и плотно стягивают струбцинами.
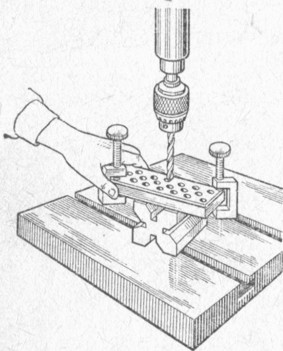 Рис. 73. Сверление отверстий по шаблону.
Рис. 73. Сверление отверстий по шаблону.
В процессе сверления надо пользоваться небольшой и плавной ручной подачей, так как при проходе
сверлом каждого листа возникают дополнительные нагрузки, что может привести к поломке сверла. Диаметр отверстия проверяют предельным калибром с пробкой. При сверлении глухих отверстий глубину сверления проверяют глубиномером.
Дата добавления: 2018-08-06; просмотров: 3632; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!