Качество изготовления поверхности.
Надёжность и долговечность работы изделия в значительной степени зависит от качества поверхностей деталей. Под качеством поверхности понимается не только её чистота и геометрические характеристики, но и физико-механические свойства поверхностного слоя.
После обработки детали на металлорежущем станке на её поверхности остаётся шероховатость – следы, оставляемые режущим инструментом. Эти следы представляют собой неровности в виде впадин и выступающих гребешков, имеющие различную форму и размеры.Величина таких отклонений определяется шероховатостью поверхности и зависит от классов чистоты. Для оценки чистоты поверхности условно принято 14 классов.
Шероховатость поверхности обозначается параметрами Ra и Rz , величина которых определяется по таблицам в соответствии с ГОСТ 25142-82 :
Ra – среднеарифметическое отклонение абсолютных значений профиля, в пределах базовой длины;
Rz- сумма пяти наибольших выступов и пяти наибольших впадин на базовой длине.
Rz = 
Значение шероховатости указывается на рабочих чертежах в соответствии с выбранным классом чистоты.
Однако фактическая шероховатость всегда будет больше вычисленной теоретическим путём.

Рис.9
Как видно из Рис.9 наблюдается значительное отклонение фактической микрогеометрии, от вычисленной теоретически.
|
|
|
Следовательно, качество обработанной поверхности нужно рассматривать как с геометрической, так и с физической точек зрения.
С точки зрения геометрической качество поверхности определяют отклонениями реальной поверхности от идеализированной. Эти отклонения возникают вследствие влияния различных производственных факторов и условно делятся на три вида: макрогеометрию, волнистость и микрогеометрию.
С точки зрения физической, качество поверхности определяют отклонениями физических свойств верхнего слоя металла от физических свойств металла в сердцевине детали. К физическим факторам относятся: остаточные напряжения, микроструктура, химический состав и т.д., характеризующие поверхностную прочность и влияющие на износ, коррозионную и эрозионную устойчивость и др.
Основные параметры, определяющие качество поверхности и зависящие от них эксплуатационные свойства деталей сведены в таблицы №.1.
Таблица №.1
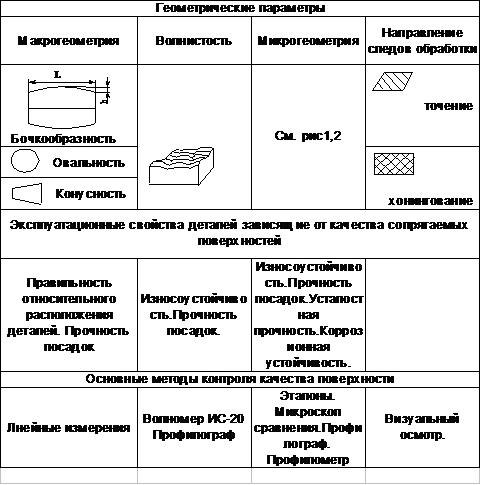
Макрогеометрические параметры являются следствием отклонений от идеализированной формы поверхности такие как: бочкообразность, седлообразность, конусность, эллипсность, огранка и т.д., и характеризуются отношением L/h>1000. Волнистость – характеризует отклонение поверхности от плоскостности и прямолинейности при соотношении 50<L/h<1000. Микрогеометрия поверхности или шероховатость характеризуется отношением L/h<50, где L шаг между вершинами шероховатостей.Как видно из таблицы №.1 для оценки микрогеометрии поверхности применяются щуповые и оптические приборы, а также методы сравнения контролируемой поверхности с образцовой ( эталонной) поверхностью.
|
|
|
В помощь щуповым и оптическим приборам применяют метод слепков, который нашёл применение при оценке чистоты поверхности деталей большой величины.
В заводских условиях невозможно поверхности всех выпускаемых деталей оценивать с помощью приборов. Оценку производят на глаз (с применением лупы) путём сравнения микрогеометрии изготовленных деталей с микрогеометрией эталонных образцов. Сравнительные образцы изготовляют в форме пластинок, обработанных с микрогеометрией, соответствующей тому или иному классу ГОСТ 2789-59, обычно 1-5 классам чистоты.
Чистота поверхности соответствующая 6-12 классам чистоты контролируется профилометрами или профилографами, а 13-14 классы чистоты с помощью микроскопов.
|
|
|
Изменение свойств поверхностного слоя материала может быть достигнуто различными путями. В зависимости от режима и вида обработки, а также от марки материала, в поверхностном слое может возникать наклёп от нескольких сотых до десятых долей миллиметра, напряжения сжатия или растяжения.
Изменение физико-механических свойств поверхностного слоя оказывает влияние на износ детали при эксплуатации и надёжность её работы в течение всего гарантийного срока службы.
Влияние физико-механических свойств поверхностного слоя детали на её эксплуатацию, а также методы и средства контроля приведены в таблице №.2.
Широкое применение, для достижения необходимых физико-механических свойств поверхностного слоя, находят специальные технологические процессы создающие в поверхностном слое наклёп, отрицательные напряжения и обеспечивающие упрочнение поверхности.
Таблица №.2
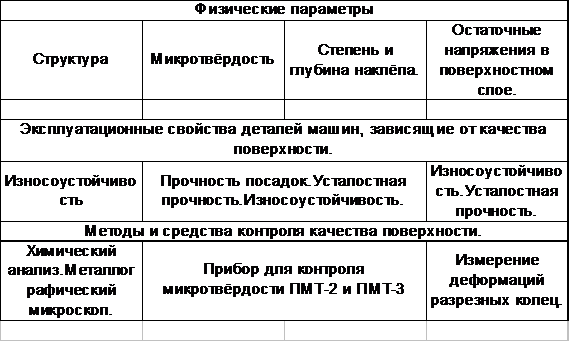
К таким процессам относятся: цементация и азотация поверхностного слоя, дробеструйная обработка, алмазноевыглаживание и др. Такая обработка снижает неровности, повышает усталостную прочность и износостойкость.
Дата добавления: 2018-06-01; просмотров: 204; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!