Глава 3. Основы обеспечения качества изготовления.
Современные установки характеризуются: -применением материалов имеющих высокие показатели по прочности и устойчивости к различным видам воздействий;
Установка считается качественной, если она сохраняет свою работоспособность, высокую эффективностью, надёжность и выходные характеристики в течении всего срока службы. Под качеством следует понимать полное соответствие установки чертежам и ТУ на её изготовление.
Основными критериями обеспечения качества являются точность изготовления и качество поверхностного слоя. Наряду с этими критериями могут рассматриваться и другие.
Виды производственных погрешностей
В процессе изготовления изделия, практически все детали подвергаются механической обработке. Естественно, что применение того или иного технологического процесса изготовления детали зависит от физико-механических свойств используемого материала и её конструктивных особенностей. Обеспечение выходных параметров узла, агрегата и изделия зависит от точности изготовления входящих в них деталей и качества сопрягаемых поверхностей. Точностью обработки называется степень соответствия полученного изделия заданным геометрическим параметрам. Для оценки точности изготовления принято 19 квалитетов точности, каждый квалитет имеет свой диапазон отклонений, в зависимости от размера.
Погрешностью изготовленияназывается отклонение фактических параметров от теоретических.
|
|
|
Допустимая погрешность геометрических параметров на деталь или изделие называется допуском на изготовлениеи обозначается символом  . Погрешности, которые образуются в процессе изготовления, называются производственными погрешностями и возникают вследствие влияния большого количества различных производственных факторов.
. Погрешности, которые образуются в процессе изготовления, называются производственными погрешностями и возникают вследствие влияния большого количества различных производственных факторов.
 Точность, получаемого в процессе механической обработки размера детали, зависит от величины назначенного на данный размер допуска. В случае если размер детали выходит за пределы допуска, такая деталь считается бракованной. Брак бывает двух видов: исправимый и неисправимый. Исправимый брак может быть устранён за счёт дополнительной механической обработки, в отличие от брака неисправимого, когда деталь
Точность, получаемого в процессе механической обработки размера детали, зависит от величины назначенного на данный размер допуска. В случае если размер детали выходит за пределы допуска, такая деталь считается бракованной. Брак бывает двух видов: исправимый и неисправимый. Исправимый брак может быть устранён за счёт дополнительной механической обработки, в отличие от брака неисправимого, когда деталь
Рис..1 не подлежит дальнейшему использованию.
Снижение величина брака может быть обеспечено за счёт изменения технологического процесса и в частности, переходом на новое оборудование, дающее более высокую точность изготовления, или за счёт изменения режимов резания ( Vhtp., h, S).
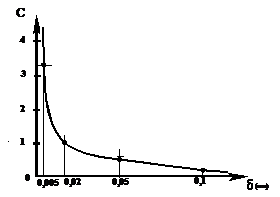
Назначение допусков на сопрягаемые размеры должно быть экономически обоснованным, так как их величины влияют на себестоимость изготовления изделия. Изменение относительной себестоимостиСизготовления валика от величины допуска , установленного на его диаметр, показано на графике Рис. 1.
|
|
|
Как видно из графика,относительнаясебестоимость изготовления возрастает по гиперболической кривой. Объясняется это тем, что по мере повышения точности (уменьшение величины допуска) приходится изменять технологический процесс и вводить дополнительное оборудование, обычно более дорогое или изменять режимы обработки.
Действительно, обработка валика с допуском =0,1 мм чрезвычайно проста. Пруток путём холодного волочения калибруется или обтачивается на токарном
станке резцом за один проход до заданного размера и нарезается на образцы требуемой длины.
При допуске на диаметр 0,05мм валик необходимо обтачивать на токарном станке в несколько проходов резца, вследствие чего относительная себестоимость валика возрастает. При ещё более жёстком допуске в 0,02мм валик после обтачивания требуется шлифовать, что ещё более увеличивает его относительную себестоимость. При допуске 0,005 мм валик дополнительно приходится притирать. Процесс притирки отличается низкой производительностью, что приводит к ещё большему повышению относительной себестоимости. При этом решающее значение имеет также и количество изделий, подлежащих изготовлению. С увеличением количества изделий возрастают возможности экономического использования более дорогого, но зато и более производительного и точного оборудования, инструмента и другой технологической оснастки.
|
|
|
Все погрешности, возникающие при обработке на металлорежущих станках, делятся на три группы: систематические, закономерно изменяющиеся и случайные.
Систематические погрешности возникают вследствие: 1)ошибок конструктора, технолога или настройщика станка на выполнение требуемого размера;
2) неправильного выбора технологических базовых поверхностей;
3) неправильного силового замыкания (создание недостаточной величины фиксирующей силы и неправильный выбор количества и расположения опорных точек);
4) неправильная установка и закрепление приспособлений, служащих для определения положения обрабатываемой детали и режущего инструмента, а также погрешности изготовления приспособлений и инструмента.
Закономерно изменяющиеся погрешности изменяются по определённому закону и возникают вследствие:
|
|
|
1) износа инструмента, зависящего от физико-механических свойств материала обрабатываемой детали и инструмента;
2) изменения температуры по определённому закону.
Случайные погрешности возникают вследствие: 1) деформации системы СПИД (станок, приспособление, инструмент, деталь) возникающей от сил резания;
2) неоднородности материала обрабатываемой детали и колебание припуска на механическую обработку; 3) изменение направления и величины сил резания, действующих в процессе обработки; 4) колебание температуры обрабатываемой детали, оборудования, приспособления, режущего инструмента; 5) свойства, способ применения и количество смазывающе-охлаждающей жидкости; 6) вибрации системы СПИД.
В процессе обработки заготовки, в зависимости от величины снимаемого слоя
материала, силы резания оказывают влияние на деформацию, как заготовки ,так и всех элементов оборудования. Упругие деформации системы СПИД вызывают рассеивание размеров деталей при обработке. В результате влияния различных производственных факторов форма готовой детали может отличаться от теоретической.
Погрешность, которая выявляется в процессе измерения готовой детали, является суммарной. Суммарная погрешность получается в результате суммирования ряда составляющих погрешностей, каждая из которых обусловлена каким-либо отдельным первичным фактором. Для обеспечения требуемой точности необходимо чтобы суммарная погрешность изготовления была меньше или равна полю допуска.
 å
å 

Дата добавления: 2018-06-01; просмотров: 170; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!