Сернокислотное автоклавное выщелачивание окисленных никелевых руд.
На втором кубинском заводе «Моа» окисленные никелевые руды подвергают сернокислотному выщелачиванию под давлением 0,4-0,5 МПа в вертикальных автоклавах, что позволяет проводить процесс при температурах до 240-250 °С. Это ускоряет химическое взаимодействие и повышает полноту извлечения металлов.
В раствор при выщелачивании в автоклавах переходит по 95 % никеля и кобальта в виде сульфатов NiSO4 и CoSO4. После очистки от железа раствор нейтрализуют и обрабатывают сероводородом в специальных автоклавах, в результате чего получают сульфидный концентрат, содержащий 55-60 % Ni и 5-6 % Со. Этот концентрат является товарной продукцией завода. Конечное извлечение металлов из руды - около 90 %.
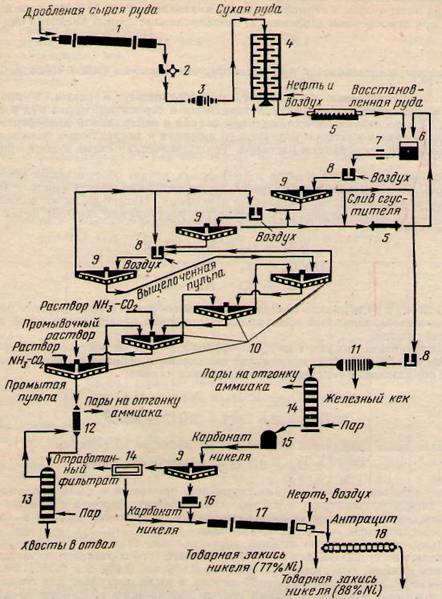
Рис 9.3 Технологическая схема завода «Никаро» (Куба):
1-трубчатая сушильная печь; 2-молотковая дробилка; 3-шаровая мельница; 4-многоподовая печь; 5-холодильник; 6-чан выщелачивания; 7-магнитный флокулятор; 8-аэратор; 9-сгуститель; 10-сгустители для промывки; 11-фильтр-пресс; 12-подогреватель; 13,14-колонны отгонки аммиака; 15-барботер; 16-барабанный фильтр; 17-трубчатая печь для прокаливания; 18-агломерационная машина. [3, стр.184]
Аммиачное выщелачивание в автоклавах для переработки сульфидных никелевых концентратов (14% Ni; 3% Cu; 0,2-0,4 % Со; 35 % Fe; 28 % S) использует компания «Шеррит-Гордон» (Канада). Выщелачивание ведут в четырехкамерных автоклавах объемом 120 м3.
Технологическая схема процесса состоит из следующих основных операций:
· аммиачное выщелачивание концентрата при температуре 77-82 °С и давлении около 700 кПа, при этом в раствор в форме аммиакатов переходят никель, медь и кобальт, а железо, окисляясь, выпадает в осадок в виде гидроксида;
· кристаллизация сульфида меди при нагреве раствора до 110°С;
· автоклавное восстановление водородом никеля и осаждение кобальта сероводородом;
· кристаллизация сульфата аммония из отработанногораствора.
В целом по такой технологии извлекают, %: 90 Ni; 45 Со; 89 Cu; 75 S.
В результате автоклавной переработки сульфидных никелевых концентратов по аммиачной схеме получают сульфид меди (70% Cu), никелевый порошок (99,8-99,9% Ni), кобальтовый порошок и сульфат аммония.

Рис 9.4 Технологическая схема завода «Моа» (Куба):
1-вибрационный грохот; 2-цилиндрический скруббер; 3-логуошер; 4-грохот; 5-щековая дробилка; 6-приемный сгуститель; 7-подогреватель; 8-самоиспаритель; 9-промыватели; 10-автоклавы для выщелачивания; 11-перемешивание паром; 12-теплообменник; 13-чаны для нейтрализации; 14-сгуститель для осаждения гипса; 15-подогреватель; 16-автоклавы для осаждения сульфидов; 17-холодильник; 18-промыватели; 19-сгуститель сульфидов. [3, стр.185]
Автоклавное выщелачивание пирротиновых концентратов.
В России автоклавное выщелачивание используют для переработки пирротиновых концентратов (НГМК); кобальтового штейна (автоклавной массы), получаемого при обеднении конвертерных шлаков на комбинате «Южуралникель»; растворения богатых никелевых концентратов с целью обогащения никелевого электролита на комбинате «Североникель».
Флотационное обогащение медно-никелевых руд часто сопровождается получением пирротиновых концентратов. Это позволяет выделить в самостоятельный продукт большую часть сульфидов железа, что значительно упрощает технологию никелевого производства за счет сокращения объема отвальных шлаков и, следовательно, снижения потерь с ними ценных извлекаемых металлов. Получение при обогащении руд пирротиновых концентратов не всегда технологически и экономически себя оправдывает. Пирротин содержит в своем составе в виде твердого раствора сульфиды тяжелых цветных металлов и заметные количества благородных и редких металлов. Поэтому пирротиновые концентраты не могут считаться отвальными продуктами и требуют дополнительной переработки.
Переработка пирротиновых концентратов, содержащих, %: 3,5-3,9 Ni; 3,2-3,6 Cu; 0,13 Со; 47-54 Fe и 28-32 S, осуществляется по технологии автоклавного окислительного выщелачивания на Надеждинском металлургическом заводе (г. Норильск). Эта схема имеет несколько преимуществ:
· Железо и сера концентрата, при выщелачивании переводятся в твердые продукты – оксиды железа и элементную серу, отделяемые далее от сульфидов цветных металлов методом флотации.
· Перевод железа и серы при выщелачивании в твердую фазу, позволяет проводить процесс в плотных пульпах при отношении Ж:Т = (1÷1,2):1, что обеспечивает сокращение объемов оборудования.
Окислительное выщелачивание проводят в горизонтальных автоклавах с рабочей емкостью 100 м3 при 108 °С и давлении ~1,5 МПа. Цель процесса - разложение пирротина с образованием гидроксида железа (Fe2O3.H2O) и элементарной серы; при этом в раствор частично переходят цветные металлы в форме сульфатов. Химизм основного процесса сложен и недостаточно изучен. Разложение пирротинов протекает по реакции:
Fe7S8 + 6,5 O2 = 3 Fе2О3 + FeSO4 + 7 S°
Окислившееся железо в присутствии воды образует Fе2О3·Н2О и выпадает в осадок. Степень разложения пирротина в этих условиях составляет около 95 %.
Однако наряду с окислением пирротина при автоклавном выщелачивании происходят нежелательные реакции, в результате которых в раствор переходит 60–70 % Ni, 45–60 % Сu, значительное количество кобальта и около половины платиновых металлов. Продуктом процесса является окисленная пульпа. В твердой фазе пульпы содержатся неокислившиеся сульфиды, гидроксид железа, элементарная сера и пустая порода, а в водной - растворенные цветные металлы. Для осаждения растворенных металлов пульпу в реакторах с механическим перемешиванием обрабатывают железорудными металлизированными окатышами. В результате протекания реакций взаимодействия сульфатов с металлическим железом в присутствии серы - никель, медь и кобальт выпадают в осадок в виде сульфидов.
В общем виде реакции протекают по схеме:
4 FeSO4 + Fe + S = 4 FeS + FeSO4
Пульпу подвергают серосульфидной флотации. Цель флотации - отделение сульфидов и элементарной серы от оксидов (Fe2O3.H2O) и пустой породы, которые направляются в отвал. Флотационный серосульфидный концентрат направляют на разделение серы и сульфидов также методом флотации с получением сульфидного и серного концентратов.
Автоклавный сульфидный концентрат в 3-4 раза больше обогащен цветными металлами по сравнению с исходным пирротиновым концентратом. Его плавят в составе шихты плавки на медно- никелевый штейн. Извлечение металлов в сульфидный концентрат, %: 87 Ni; 83 Co; 78 Cu; 75 – суммы металлов платиновой группы.

Рис.9.5 Технологическая схема переработки пирротинового концентрата на Надеждинском металлургическом заводе ГМК «Норильский никель» [7, стр.389]
Серный концентрат после сгущения закачивают в цепочку из трех автоклавов, в которых с помощью пара создается температура 125-130 °С. В этих условиях сера выплавляется и вытекает из автоклава. Элементарная сера является товарным продуктом. Извлечение серы в товарный продукт ~40 %. При переработке выщелоченной пульпы часть серы расходуется при осаждении сульфидов цветных металлов. Примерно 10 % серы теряется с хвостами серо-сульфидной флотации.
Дата добавления: 2018-06-01; просмотров: 1911; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!