Методы попарного сопоставления
Методы оценки качества продукции
Рассмотренные показатели качества продукции и методы их определения не решают в целом проблему определения количественно столь емкой и сложной категории как качество продукции. Для этого существуют и применяются методы оценки качества продукции.
Под методом оценки качества продукции (МОКП) понимается совокупность логических и математических операций по использованию отдельных ПКП или их определенного сочетания для определения качества изделия в целом на основе их сравнения с аналогичными вариантами изделий для принятия решения о выборе предпочтительного (лучшего) по качеству для потребителя варианта.
ГОСТ 15467 предусматривает следующие МОКП: дифференциальный, комплексный и смешанный.
Дифференциальный МОКП– метод оценки качества продукции, основанный на использовании единичных показателей ее качества. Этот метод заключается в систематизации и сравнительном анализе значений совокупности единичных показателей, характерных для каждого из сравниваемых вариантов, и принятии на этой основе решения о предпочтительности одного из вариантов, обладающего лучшим набором единичных показателей. В изложенной сущности этого метода существует противоречие, затрудняющее широкое использование этого метода по прямому назначению, заключающемуся в выборе лучшего варианта изделия из всей совокупности однотипных изделий, различающихся значениями различных единичных показателей. Дело в том, что единичные показатели от варианта к варианту изменяются не однонаправленно, например, только улучшаются.
|
|
|
Относительное значение показателя качества продукции при дифференциальном методе оценки качества продукции можно определить по формулам (4.1) и (4.2):
 (4.1)
(4.1)
или
 (4.2)
(4.2)
где  значение i-го показателя качества оцениваемой продукции;
значение i-го показателя качества оцениваемой продукции;
 базовое значение i-го показателя качества.
базовое значение i-го показателя качества.
Формула (4.1) используется, когда увеличение абсолютного значения показателя качества соответствует улучшению качества продукции:
− производительность,
− чувствительность,
− точность,
− срок службы,
− коэффициент полезного действия и др.
Формула (4.2) используется тогда, когда улучшению качества продукции соответствует уменьшение абсолютного значения показателя качества:
− масса,
− расход топлива,
− потребляемая мощность,
− содержание вредных примесей,
− трудоёмкость обслуживания и др.
Результаты сравнительной оценки качества дифференциальным методом по нескольким показателям можно представить графически (рис. 4.1).
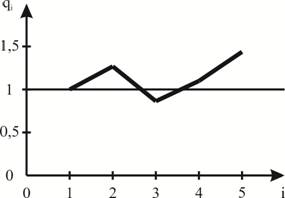
Рисунок4.1
Уровень качества оцениваемой продукции не ниже базового в тех случаях, если:
|
|
|
1) все относительные показатели больше единицы;
2) все относительные показатели равны единице;
3) часть относительных показателей больше единицы, а остальные равны единице.
Уровень качества будет ниже базового образца (эталона) при следующих результатах сравнения:
1) все показатели меньше единицы;
2) часть относительных показателей меньше единицы, а остальные равны единице.
Обычно каждый вариант изделия отличается от остальных лучшими значениями одного или нескольких показателей и худшими в сравнении с другими вариантами значениями остальных единичных показателей. И это характерно не только для сложных, но и для сравнительно простых, малопараметрических изделий, например, таких элементов электронной техники, как резисторы, конденсаторы и др.; электробытовых изделий, обуви, одежды, которые характеризуются небольшим набором показателей, особенно показателей назначения. Для сложных же изделий, характеризующихся и различающихся десятками и сотнями единичных показателей, принятие решения о выборе предпочтительного варианта становится неразрешимой задачей. Этот недостаток можно ослабить путем использования коэффициентов весомости отдельных единичных показателей, но это значительно повышает трудоемкость реализации метода, поскольку требует применения экспертных оценок для установления коэффициентов весомости показателей качества, что, в свою очередь, усиливает субъективность метода.
|
|
|
Но и при органически присущих дифференциальному МОКП недостатках он имеет самостоятельное применение по основному назначению в следующих основных случаях:
− при анализе тенденций изменения отдельных единичных показателей и выработке рекомендаций по их достижению путем включения в опережающие стандарты;
− при оценке качества сравнительно простых изделий, у которых один из показателей имеет высокую дискретность изменения значений в их широком диапазоне, а другие показатели имеют небольшую дискретность, например, резисторы, электродвигатели, бытовые электроприборы и т.п.;
− при отсутствии вариативности в выборе изделий, поскольку значения большинства единичных показателей вытекают из расчета (например, значение емкости и допустимого напряжения конденсатора, мощность и число оборотов электродвигателя); антропометрических параметров (например, обувь, одежда и т. п., для которых вариативность в размерных показателях отсутствует, но сохраняется в эстетических) и др.;
|
|
|
− при необходимости сопрягаемости показателей изделия с условиями его эксплуатации (напряжение питания прибора с напряжением сети, температурный режим эксплуатации изделия с климатическими условиями и т.п.) или сочетания цветового оформления изделия с интерьером и т.п.
С учетом указанных особенностей дифференциального МОКП он имеет ограниченное применение на практике, а предпочтение отдается методам, позволяющим комплексно подойти к оценке качества продукции.
Комплексный МОКП – метод оценки качества продукции, основанный на использовании комплексных показателей ее качества, т. е. показателей, характеризующих несколько свойств продукции. Основным подходом в реализации этого метода является построение комплексного показателя в виде определенной функции нескольких единичных показателей качества оцениваемого и сравниваемых с ним образцов продукции. Такой подход связан с принципиальными трудностями, заключающимися в следующем:
− выбор комплексного показателя качества, т.е. показателя некоторого сложного свойства и его размерности;
− в содержательном описании сложного свойства продукции, достаточно объективно и полно отражающем совокупность элементарных свойств, характеризуемых единичными показателями, и образующую качество этой продукции;
− в установлении функциональной зависимости комплексного показателя качества от единичных показателей, которая во многих случаях неизвестна;
− во взаимной компенсации одних показателей за счет других, т. е. при разном наборе значений единичных показателей, комплексный показатель может оказаться одинаковым или близким по величине у сравниваемых вариантов однотипной продукции;
− установленная функция может носить немонотонный характер, что приведет к неоднозначности в оценке качества продукции.
Преодоление отмеченных трудностей обеспечивается использованием достижений современной науки в области оцениваемой техники и привлечением опытных специалистов в качестве экспертов для установления неочевидных с точки зрения физико-химических процессов зависимостей между комплексным и единичными показателями.
Приведем наглядный пример реализации такого подхода. Металлорежущий станок-автомат обладает рядом свойств, из которых для потребителя важны производительность, точность, энергопотребление, безотказность. Точность станка сказывается на доле производимой дефектной продукции. Поэтому для комплексной оценки можно объединить производительность и точность станка в более сложное свойство производительности годных изделий. Безотказность и производительность годных изделий также можно объединить в производительность годных изделий с учетом простоев из-за отказов. Наконец, последнюю производительность можно отнести на единицу энергопотребления. Исходя из этого, целесообразно принять за комплексный показатель качества рассматриваемого станка количество годных единиц продукции, производимое им за заданное время (с учетом простоев из-за отказов) и отнесенное к единице потребляемой продукции. Применительно к этому должен строиться учет других показателей качества станка и анализ его качества.
Рассмотренный пример хорошо иллюстрирует структурно-логическое построение комплексного показателя. Другим примером, но уже структурно-функционального построения комплексного показателя является установление функциональной зависимости между производительностью станка и технологическими параметрами режима обработки, вытекающей из технологической сущности токарной операции. Производительность токарного станка измеряется количеством деталей, обрабатываемых в единицу времени, а время, т.е. продолжительность обработки одной детали линейно (прямо пропорционально) связана с длиной обработки и количеством проходов и гиперболически (обратно пропорционально) с числом оборотов шпинделя станка и величиной подачи на один оборот.
Другой распространенный подход к построению комплексного ПКП состоит в следующем. Обоснование функциональной зависимости комплексного ПКП от единичных в тех случаях, когда она неизвестна, облегчается тем обстоятельством, что сравнение однотипных видов продукции обычно осуществляется при небольших различиях значений показателей качества сравниваемых вариантов (образцов) продукции. Благодаря этому можно ограничиться при разложении комплексного показателя в ряд Тейлора членами, содержащими первые степени аргумента, в качестве которого фигурируют единичные показатели качества сравниваемых вариантов, с последующей математической обработкой.
Комплексный МОКП, как правило, сопряжен с необходимостью определения коэффициентов весомости единичных показателей, правильность установления которых имеет важное значение для результатов комплексной оценки качества, существенно влияя на ее корректность.
В соответствии с ГОСТ 15467 под коэффициентом весомости ПКП понимается количественная характеристика значимости данного показателя качества продукции среди других показателей ее качества.
Для определения коэффициентов весомости ПКП при комплексной оценке ее качества применяются аналитические и экспертные методы (рис. 4.2).
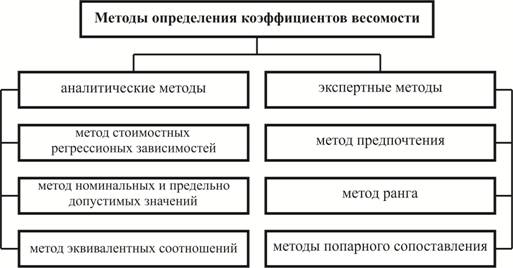
Рисунок4.2
В ГОСТ 24294 приведен метод регрессионных зависимостей и метод эквивалентных соотношений. В основу этого стандарта положен принцип установления соответствия между комплексным ПКП, имеющим реальное смысловое содержание и наиболее полно отражающим степень удовлетворения данной продукцией потребностей, и единичными ПКП. Необходимые для этого исходные данные имеются в каталогах, научной литературе, НТД. В тех случаях, когда таких данных нет, их получают экспериментальным путем.
В ГОСТ 23554.0 и ГОСТ 23554.1 в комплексе вопросов порядка и организации экспертной оценки качества продукции приведены указания по установлению коэффициентов весомости экспертами.
Достоинства экспертных методов:
1) универсальность,
2) простота реализации,
3) «гибкость»,
4) достаточно высокая достоверность получаемых на их основе результатов.
Метод предпочтения (МП)
При использовании МП от каждого эксперта требуется:
1) пронумеровать весомости в порядке их предпочтения (весомости наименее важного свойства присваивают номер 1, следующему по важности свойству номер 2 и т.д.);
2) на основе полученных оценок (табл.4.1) рассчитать коэффициенты весомостей всех свойств по формуле (4.3):
 (4.3)
(4.3)
где  место, на которое поставлено i-е свойство j-м экспертом;
место, на которое поставлено i-е свойство j-м экспертом;
m – количество экспертов, участвующих в экспертизе;
n– количество оцениваемых свойств.
Таблица 4.1
| Номер эксперта | Порядковый номер i-го показателя в ряду предпочтений | |||
| W1j | W2j | … | Wnj | |
| 1 | 4 | 3 | 2 | 1 |
| 2 | 3 | 4 | 2 | 1 |
| … | 4 | 3 | 1 | 2 |
| m | 4 | 3 | 2 | 1 |

| 15 | 13 | 7 | 5 |
| Mi | ||||
Метод ранга (МР):
При реализации МР эксперты должны осуществить прямое оценивание важности каждого выделенного свойства по шкале относительной значимости в диапазоне значений оценок от 1 до 10 (табл.4.2).
Допускается выставлять дробные оценки, а также одинаковые значения оценок.
Для определения коэффициентов весомостей используют следующие формулы (4.4) и (4.5):
(4.4)
 (4.5)
(4.5)
где  абсолютное значение оценки весомости i-го свойства, определенное по 10-балльной шкале j-м экспертом.
абсолютное значение оценки весомости i-го свойства, определенное по 10-балльной шкале j-м экспертом.
Далее необходимо определить наиболее значимые единичные ПК, для которых выполняется условие (4.6):
 (4.6)
(4.6)
т.к.  , то после исключения наименее значимых ПК коэффициенты весомости остальных показателей пересчитывают по формуле (4.7):
, то после исключения наименее значимых ПК коэффициенты весомости остальных показателей пересчитывают по формуле (4.7):
 (4.7)
(4.7)
где  коэффициенты весомости показателей для которых выполняется условие; k – число наиболее значимых ПК.
коэффициенты весомости показателей для которых выполняется условие; k – число наиболее значимых ПК.
Таблица 4.2
| Номер эксперта | Ранговые оценки i-го показателя |
| |||
| R1j | R2j | … | Rnj | ||
| 1 | |||||
| 2 | |||||
| … | |||||
| m | |||||
| Mi | |||||

Методы попарного сопоставления
Существует 3 метода попарного сопоставления (рис. 4.3).
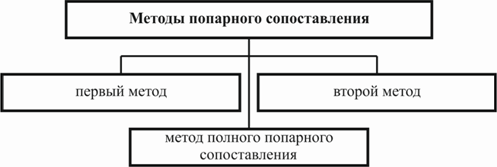
Рисунок4.3
Дата добавления: 2018-05-30; просмотров: 2069; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!