Наплавки ленточным электродом
Известно, что при наплавке ленточным электродом передача тепла дуги основному металлу изменяется по ширине сварочной ванны, что служит одной из причин образования дефектов формирования наплавленного слоя металла, особенно по его краям и в местах перекрытия валиков (подрезы, шлаковые включения, наплывы, несплавления, криволинейность кромок и др.). Образующиеся дефекты часто ухудшают отделимость шлаковой корки. Увеличение перекрытия краев предыдущего валика последующим не обеспечивает устранения этих проблем.
 Чтобы избежать образования дефектов в этой зоне предложен целый ряд вариантов, основная цель которых - увеличить тепловложение и объем расплавляемого электродного металла в этих зонах. Это достигается либо использованием комбинированного электрода (введением дополнительного электродного материала в виде проволоки или узкой ленты на боковых участках сварочной ванны), либо отбортовкой одной или двух кромок ленты, т.е. ее профилированием (рис. 1.14, 1.15 дисМВН).
Чтобы избежать образования дефектов в этой зоне предложен целый ряд вариантов, основная цель которых - увеличить тепловложение и объем расплавляемого электродного металла в этих зонах. Это достигается либо использованием комбинированного электрода (введением дополнительного электродного материала в виде проволоки или узкой ленты на боковых участках сварочной ванны), либо отбортовкой одной или двух кромок ленты, т.е. ее профилированием (рис. 1.14, 1.15 дисМВН).

Это позволяет компенсировать увеличенный теплоотвод по краям сварочной ванны, изменять массовую скорость расплавления электрода, регулировать распределение и интенсивность ввода тепла и объем расплава на боковых участках сварочной ванны; перераспределить тепловую мощность дуги, горящей на торце ленты, усиливая ее воздействие в этих зонах; изменить геометрические параметры зоны проплавления, что обеспечивает снижение вероятности образования шлаковых включений, подрезов и др. дефектов [78].
|
|
|
Применение комбинированного электрода
При использовании комбинированного электрода, например, ленты и проволоки, её располагают на определенном расстоянии от основной ленты как со стороны ранее наплавленного валика (рис. 1.14), так и с противоположной стороны.
Расстояние между ними выбирают в зависимости от толщины валика и заданного режима наплавки таким образом, чтобы проплавление от воздействия электродной проволоки приходилось на участок образования подреза и скопления шлака. Весьма эффективным является расположение электродных проволок по обеим сторонам ленты. Такой вариант комбинированного электрода наиболее целесообразен при наплавке под флюсом лентами шириной более 50 мм.
Профилирование ленточного электрода
Улучшение качества наплавленного металла путем рационального распределения тепла по ширине наплавки может быть достигнуто при определенном профилировании ленточного электрода, т.е. изменении его геометрической формы. Это позволяет избежать появление дефектов в зоне сплавления основного металла с наплавленным, в зоне перекрытия смежных валиков, обеспечивает хорошее формированием краев валика, позволяет увеличить диапазон оптимальных скоростей наплавки. Такая лента, обладая повышенной жесткостью, предотвращает ее изгиб при прохождении через слой флюса, а также обеспечивает высокую стабильность и устойчивость процесса наплавки.
|
|
|
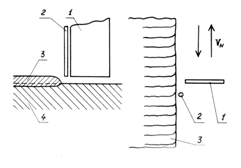
Например, установлено, что эффективным способом увеличения проплавления по краям валика и устранения дефектов в этой зоне является отгиб одной (рис. 1.15) или двух кромок ленты. Это обеспечивает перераспределение тепловой мощности источника нагрева и плавления основного металла за счет увеличения ввода тепла в этой зоне и улучшения условий теплопередачи основному металлу.
Отгиб кромок ленты обеспечивает определенное локальное проплавление основного металла на этих участках, увеличение длительности существования сварочной ванны в местах скопления шлака и способствует тому, что шлак успевает всплыть на поверхность расплавленного металла и перейти в шлаковую ванну. При этом отсутствуют несплавления по краям наплавленного валика, а кромки валиков становятся ровными. Регулируя величину отгиба кромок, можно изменять глубину проплавления основного металла по краям валиков и формообразование сварочной ванны.
|
|
|
Профилирование позволяет повысить жесткость ленточного электрода и, следовательно, улучшить стабильность его подачи, а также увеличить вылет электрода и эффективнее использовать тепло Джоуля-Ленца, чем обеспечивается увеличение производительности расплавления ленты [107, 108].
Следует отметить, что при наплавке ленточным электродом с отбортованными кромками шириной более 60-80 мм возрастает вероятность образования дефектов (несплавлений и даже пропусков наплавленного металла) в средней части наплавленного валика в связи с увеличением плоского центрального участка ленты (см. рис. 1.16 дисМВН).
К увеличению удельного ввода тепла и глубины проплавления приводит поворот всей ленты или отдельных участков (особенно, в средней части) относительно вектора скорости наплавки (рис.2.6 дис.МВН). Для увеличения проплавляющей способности в центральной части зоны наплавки (во избежание образования несплавлений, шлаковых включений и др. дефектов) осуществляют профилирование всего сечения ленты (рис. 2.15). Благодаря этому способ наплавки ленточным электродом, профилированным по всей ширине, позволяет перераспределить тепломассоперенос и изменить форму ванны (рис. 2.12, 2.14, 2.16 дис.МВН). Улучшается качество формирования валика, уменьшается количество шлаковых включений в зоне сплавления и на участках перекрытия валиков (табл. 2.5 дис.МВН).
Дата добавления: 2018-06-27; просмотров: 779; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!