Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность при помощи линейки, угольника или шаблона. Изготовляются чертилки из инструментальной стали У10 или У12. Для разметки на стальной хорошо обработанной поверхности применяют чертилки из латуни, а на алюминий риски наносят острозаточенным карандашом.
Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
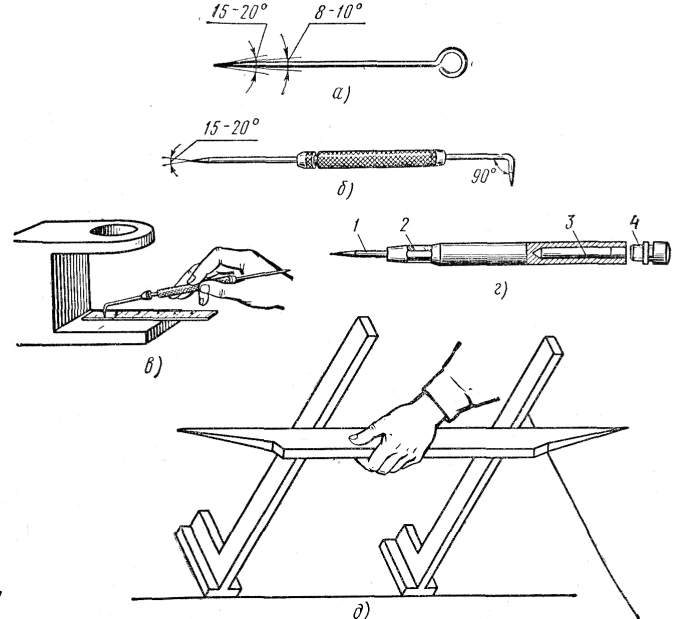
Рис. 154. Чертилки:
а —круглая, б —с отогнутым концом, в — применение чертилки с отогнутым концом,
г — чертилка со вставными иглами, д — линейки-стрелки; 1 — игла, 2 — корпус, 3 —
запасные иглы, 4 - пробка
Круглая чертилка представляет собой стальной стержень длиной 150 и 200 мм и диаметром 4—5 мм, один конец которого закален на длине 20—30 мм и заострен, а другой согнут в кольцо диаметром 25— 30 мм (рис. 154, а).
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 154, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис. 154, в).
|
|

Чертилка со вставной иглой (рис. 154, е) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы патефонные иглы.
|
|
| Рис. 155, Заточка чертилки |
Чертилки должны быть острозаточенными. Чем острее рабочая часть их, тем тоньше будет разметочная линия и тем, следователь-
|
|
|
но, выше точность разметки. Затачивают чертилки на заточных станках (рис. 155). Надев предохранительные очки, включают заточной станок. Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Для разметки применяют линейку-стрелку, или плоскую чертилку (рис. 154, 5), которую изготовляют из полосы углеродистой стали. Ее направляющее ребро тщательно обрабатывается.
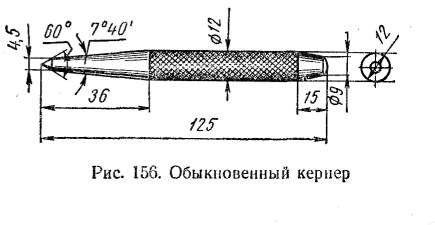
Кернер применяется для нанесения углублений (кернов) на предварительно размеченных линиях. Углубления делаются для того, чтобы линии были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У7, У8 и У8А. Рабочую часть кернеров (острие) термически обрабатывают на длине 15—30 мм до твердости HRС 52—57, а ударную часть — на длине 15—25 мм до твердости HRС 32—40. Средняя часть кернера имеет накатку для удобства работы им
|
|
|
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.

Обыкновенный кернер (рис. 156) представляет собой стальной стержень длиной 90, 100, 125 и 150 мм и диаметром 8, 10, 12 и 13 мм, боек кернера имеет сферическую поверхность. Острие кернера затачивается на шлифовальном круге под углом 60°. При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30—45°.
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивается под углом 75°. Кернер затачивают такими же приемами, как и чертилки (см. рис. 155). Заточку проверяют шаблоном.
Специальные кернеры (рис. 157, а) применяются для накернивания мелких отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 157, б)
состоит из двух кернеров — основного / и вспомогательного 2, скрепленных общей планкой 3. Расстояние между ними регулируется при помощи отверстий в планке 3 в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером 1, Затем в полученное углубление вставляют кернер 2 и ударом молотка по кернеру / накернивают углубление. После этого кернер 2 переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
|
|
|
Пружинный кернер (рис. 158) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины. Кернер имеет корпус, свинченный из трех частей 3, 5, 6. В корпусе помещаются две пружины 7, //, стержень 2 с кернером /, ударник 8 со смещающимся сухарем 10 и плоская пружина 4. При нажатии на изделие острием кернера внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину 7. Упершись в ребро заплечика 9, сухарь сдвигается в сторону, и кромка его сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины 7 наносит по концу стержня с кернером удар. Сразу после этого пружиной // восстанавливается начальное положение кернера. Сила удара 10—15 кГ регулируется ввинчиванием или отвинчиванием упорного колпачка 6. Вместо кернера / в стержень 2 можно вставить клеймо и тогда механический кернер можно использовать для клеймения деталей.
|
|
|

Электрический кернер (рис. 159) состоит из корпуса 6, пружин 2 и 5, ударника 3, катушки 4, кернера /. При нажатии установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина 5 размыкает цепь, а пружина 2 возвращает ударник в исходное положение. Электрический кернер отличается высокой производительностью.
Для нанесения прямых линий применяют линейки. Линейки со скошенными ребрами (кромками) обеспечивают более высокую точность разметки.
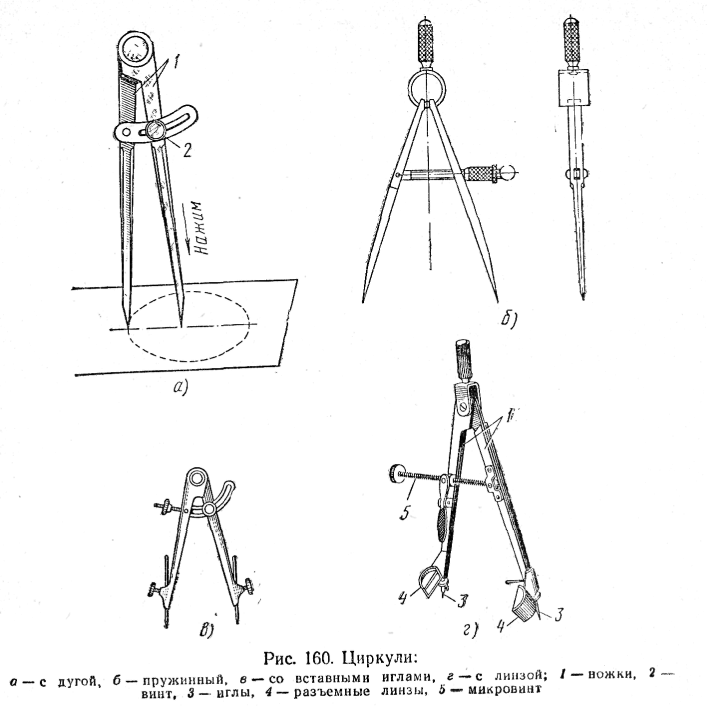
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают: простой или с дугой (рис. 160, а) и пружинный (рис. 160, б). Простой циркуль состоит из двух шарнирно соединенных ножек / (см. рис. 160, а) целых или со вставными иглами (рис. 160, в), он позволяет установку нужного раствора ножек фиксировать винтом 2.
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис. 160, е), состоящего из двух ножек /, снабженных на концах закаленными

|
|
|
|
ИГлами 3, и двух разъемных линз 4 с пятикратным увеличением. Линзы установлены так, что концы игл 3 находятся в фокусе. Это дает возможность отчетливо видеть острие иглы и точно совмещать его с делениями масштабной линейки или с рисками размечаемой детали.
Для точной установки размеров циркуль имеет микрометрический винт 5. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
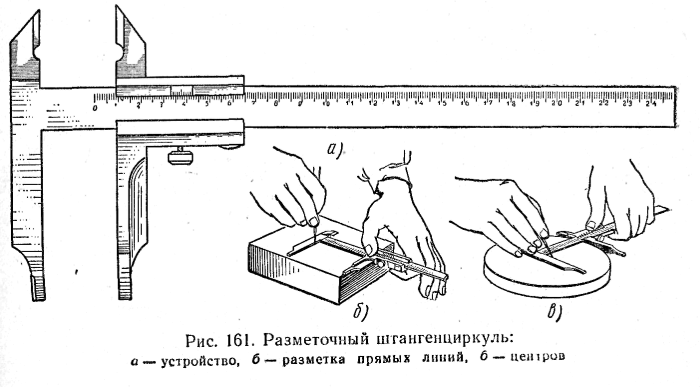
Разметочный штангенциркуль (рис. 161, а) предназначен для точной разметки прямых линий (рис. 161, б) и центров (рис. 161, в).
|
|

Разметочный штангенциркуль (рис. 162) служит для разметки окружностей больших диаметров. Он имеет штангу 3 с миллиметровыми делениями и две ножки — неподвижную 2 со стопорным винтом 1 и подвижную 8 с рамкой 5 и нониусом 6, стопорным винтом 4 для закрепления рамки 5. Стопорный винт 7 служит для крепления вставных игл 9 и 10, которые перемещаются вниз и вверх и могут устанавливаться на разных уровнях.
На рис. 163 показан усовершенствованный разметочный штангенциркуль для разметки плоскостей. Он имеет штангу 9 с утолщенным концом, в который устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится центр 13, в отверстие которого вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
Рамка 6 при помощи микрометрического винта // соединяется с хомутиком 8. Перемещается рамка 6 по штанге вручную и закрепляется зажимом 4. Микрометрическая подача рамки осуществляется поворотом гайки 10 при закрепленном хомутике винтом 7.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливают резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом / и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания 2 (рис. 164, а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки / и муфты 7.
|
|

|
|

Для более точной разметки применяют рейсмас с микрометрическим винтом. Применение рейсмаса показано на рис. 164, б.
Штангенрейсмасы для разметки описаны в главе XIII «Основы измерения».
§ 91. Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно). Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку. Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь. За базы также удобно принимать приливы, бобышки, платики;
подготовить поверхности к окрашиванию.
Окрашивание поверхностей. Для окраски используют различные составы.
М е л, разведенный в воде. На 8 л воды берут 1 кГ мела. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей из расчета 50 Г на 1 кГ мела. После добавления клея состав еще раз кипятят. Во избежание порчи состава (особенно в летнее время) в раствор добавляют немного льняного масла и сиккатива. Такой краской покрывают черные необработанные заготовки. Окрашивание производится малярными кистями, однако этот способ малопроизводителен. Поэтому, когда это возможно, окрашивание выполняют при помощи распылителей (пульверизаторов), которые, кроме ускорения работы, обеспечивают равномерную и прочную окраску.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной. Этим способом окрашивают необработанные поверхности мелких неответственных заготовок.
Раствор медного купороса. На стакан воды берут три чайные ложки купороса и растворяют его. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью. На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски. Этим способом окрашивают только стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями.
Спиртовой лак. В раствор шеллака в спирте добавляют фуксин. Этот способ окраски применяют только при точной разметке обработанных поверхностей небольших изделий.
|
|

Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивается.
При нанесении краски (рис. 165) заготовку держат в левой руке в наклонном положении. Тонкий и равномерный слой краски наносят на плоскость перекрестными вертикальными и горизонтальными движениями кисти. Раствор во избежание потеков набирают только концом кисти в небольшом количестве.
Приемы разметки
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых линий: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
|
|

Прямые линии наносят чертилкой, которая должна быть наклонена в сторону от линейки (рис. 166, а) и по направлению перемещения чертилки (рис. 166, б). Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали
Риску ведут только один раз. При повторном проведении линий невозможно попасть точно в то же место, в результате получается несколько параллельных линий. Если линия нанесена плохо, ее закрашивают и проводят вновь.
Перпендикулярные линии (не в геометрических построениях) наносят при помощи угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности б (рис. 167, а) разметочной плиты (положение угольника / — /). После этого угольник прикладывают полкой к боковой поверхности а (положение // — //) и проводят вторую риску, которая будет перпендикулярна первой.
|
|

|
|

расстояние.
Отыскание центров окружностей осуществляют при помощи центроиска-телей и центронаметчиков. Простейший центре-искатель (рис. 168, а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник-цент-роискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол, проводят вторую прямую. На их пересечении и будет находиться искомый центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-цент-роискатель.
Кернер-центроис-к а т е л ь (рис. 168, б) применяется для нанесения цент ров на цилиндрических деталях диаметром до 40 мм. Он имеет обыкновенный кернер /, помещенный в воронке (колоколе) 3. В воронку вставлен фланец 2 с отверстием, в котором легко скользит кернер. Разметка заключается в том, что воронку прижимают к торцу изделия и молотком ударяют по головке 5 кернера. Под действием пружины 4 кернер всегда находится, в верхнем положении.
|
|

|
|

Разметка углов и уклонов производится при помощи транспортиров (рис. 169, а) и угломеров. При разметке транспортир (рис. 169, б) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, не совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, а затем чертилкой наносят линии.
Дата добавления: 2018-05-09; просмотров: 1692; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!