Расчет соединений внахлёстку.
ЛЕКЦИЯ № 12
Соединения
Детали объединяются в машину посредством соединений.
Соединения состоят из соединительных деталей и прилегающих частей соединяемых деталей, форма которых подчинена задаче соединения. В отдельных конструкциях специальные соединительные детали могут отсутствовать.
Классификация соединений
Все соединения делятся на:
· Неразъёмные, разборка которых возможна лишь при разрушении соединяющих или соединяемых деталей (сварные; заклепочные; паяные; клеевые; с гарантированным натягом);
· Разъёмные, позволяющие разборку без разрушения. К разъемным соединениям относят: резьбовые; клиновые; штифтовые; шпоночные; зубчатые (шлицевые); профильные.
Неразъёмные соединения
Сварные соединения
Сварку (дуговую электросварку) изобрел в 1882 году российский инженер Н.И. Бенардос. С тех пор технология процесса значительно усовершенствована. В современном машиностроении применяются разнообразные виды сварки: электрическая, газовая, диффузионная и др. Наибольшее распространение получила электрическая сварка, основными видами которой являются дуговая и контактная.
При дуговой сварке металл в зоне соединения доводится до расплавленного состояния. И после затвердения металла образуется прочное соединение.
Прочность сварного шва практически не отличается от монолита, освоена сварка всех конструкционных материалов, включая алюминий и неметаллы.
|
|
|
Достоинства сварных соединений:
· высокая экономичность: малая трудоёмкость; сравнительная дешевизна оборудования;
· возможность автоматизации;
· герметичность и плотность соединения;
· возможность сварки толстых профилей.
Недостатки сварных соединений:
· при низком качестве шва возникают температурные повреждения материала;
· из-за неравномерности нагрева возникает коробление деталей.
· прочность сварного соединения во многом определяется качеством сварки (квалификацией сварщика).
Классификация сварных соединений (швов)
По взаимному расположению соединяемых элементов
(ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка», ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»).

| Стыковое соединение (С) – это сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями. Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений |

| Нахлесточное соединение (Н) – это сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга. |

| Угловое соединение(У) – это сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте примыкания их кромок |

| Тавровое соединение (Т) – это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой. |

| Торцовое соединение (Тр) – это соединение, в котором боковые поверхности элементов примыкают друг к другу. |
По ориентации относительно приложенных сил
|
|
|
| Фланговый шов | Лобовой шов | Комбинированный шов | Косой шов |

| 
| 
| 
|
По внешней форме (рис.1)
1 - нормальный; 2 - вогнутый ; 3 – выпуклый.
 Выпуклый шов увеличивает нормальное сечение шва, но является причиной повышенной концентрации напряжений. Вогнутые швы несколько снижают концентрацию напряжений. Несмотря на меньшее нормальное сечение, они лучше воспринимают переменные нагрузки. Вогнутость шва достигается механической обработкой, что является дополнительной операцией. Такие швы применяют только в тех случаях, когда это экономически целесообразно
Выпуклый шов увеличивает нормальное сечение шва, но является причиной повышенной концентрации напряжений. Вогнутые швы несколько снижают концентрацию напряжений. Несмотря на меньшее нормальное сечение, они лучше воспринимают переменные нагрузки. Вогнутость шва достигается механической обработкой, что является дополнительной операцией. Такие швы применяют только в тех случаях, когда это экономически целесообразно
Рис.1. Форма сварного шва

 По протяженности
По протяженности
Расчет сварных швов
Важнейшей задачей проектирования сварных конструкций является обеспечение равнопрочности шва и соединяемых им деталей, поэтому основным критерием работоспособности сварных соединений является прочность, причем предполагается, что напряжения в опасных сечениях распределены равномерно.
|
|
|
1. Расчет стыковых соединений.
Стыковые соединения наиболее совершенны из всех сварных соединений. Они просты, надежны. Составная деталь получается близкой к цельной как по форме, так и по прочности. Обычно стыковые соединения выполняются лобовыми швами.
Расчетшвов стыковых соединений (рис.2) производится
на растяжение (при действии растягивающей силы F)  . (1)
. (1)
на изгиб (при действии изгибающего момента Мизг)  . (2)
. (2)
 При одновременном действии растягивающей силы F и изгибающего момента Мизг
При одновременном действии растягивающей силы F и изгибающего момента Мизг
 (3)
(3)
Допускаемые напряжения шва  ,
,  и
и  принимаются в размере 90% от соответствующих допускаемых напряжений материала свариваемых деталей. допускаемое напряжение материала сварного шва
принимаются в размере 90% от соответствующих допускаемых напряжений материала свариваемых деталей. допускаемое напряжение материала сварного шва
Рис.2. Стыковое соединение
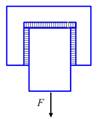
Расчет соединений внахлёстку.
Нахлёсточные соединения (рис.3) выполняются угловыми швами, которые бывают лобовыми, фланговыми и комбинированные.
|
|
|


Рис.3. Соединение внахлёстку Рис.4. Опасное сечение
Угловые швы в инженерной практике рассчитывают только по касательным напряжениям  . За расчётное сечение принимают биссектрису m-m (это опасное сечение), где обычно наблюдается разрушение (рис.4).
. За расчётное сечение принимают биссектрису m-m (это опасное сечение), где обычно наблюдается разрушение (рис.4).
Расчет лобового шва  . (4)
. (4)
Фланговые швы характерны неравномерным распределением напряжений, поэтому их рассчитывают по средним касательным напряжениям.
Расчет флангового шва  (5)
(5)
Расчет комбинированных лобовых и фланговых швов
Проводится на основе принципа распределения нагрузки пропорционально несущей способности отдельных швов
При действии силы F касательные напряжения равны:
 . (6)
. (6)
Если действует изгибающий момент Mизг, то
 . (7)
. (7)
При совместном действии силы и момента касательные напряжения складываются
 . (8)
. (8)
Косые швы ( рис.5) рассчитываются аналогичным образом. Нагрузка Q раскладывается на проекции в продольном и нормальном направлениях к шву, а далее выполняются расчёты лобового и флангового швов.

Рис.5. Косой шов
Заклёпочные соединения
 Соединение образуют расклепыванием стержней заклепок, вставленных в отверстия деталей (рис. 6). При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали. Относительному сдвигу деталей оказывают сопротивление стержни заклепок и частично силы трения в стыке.
Соединение образуют расклепыванием стержней заклепок, вставленных в отверстия деталей (рис. 6). При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали. Относительному сдвигу деталей оказывают сопротивление стержни заклепок и частично силы трения в стыке.
Отверстия в деталях продавливают или сверлят. Сверление менее производительно, но обеспечивает повышенную прочность. При продавливании листы деформируются, по краям отверстия появляются мелкие трещины, а на выходной стороне отверстия образуется острая кромка, которая может вызвать подрез стержня заклепки. Поэтому продавливание иногда сочетают с последующим рассверливанием.
Рис. 6. Формирование заклепочного соединения
1 – обжимка, 2 – прижим, 3 – формируемая головка, 4 – закладная головка, 5 - поддержка
Клепку можно производить вручную или машинным способом (пневматическими молотками, прессами и т.п.). Машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посадки заклепок и увеличивает силы сжатия деталей. Стальные заклепки малого диаметра (до 8…10 мм) и заклепки из цветных металлов ставят без нагрева (холодная клепка). Стальные заклепки диаметром больше 8…10 мм ставят горячим способом (горячая клепка). Нагрев заклепок перед постановкой облегчает процесс клепки и повышает качество соединения (достигаются лучшее заполнение отверстия и повышенный натяг в стыке деталей, связанный с тепловыми деформациями при остывании).
Дата добавления: 2018-05-13; просмотров: 2271; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!