ПРОЕКТНО-КОНСТРУКТОРСЬКО-ТЕХНОЛОГІЧНЕ БЮРО ПО ВАГОНАХ
б) після найменування організації-розробника у лівій частині аркуша, необхідно вказувати посаду та підпис особи, яка погодила комплект документів від замовника.
У правій частині аркуша – посада та підпис особи, яка затверджує комплект документів;
в) нижче підписів погодження та затвердження, посередині аркуша пишеться найменування комплекту документів, або найменування виду документа у наступному порядку:
- в першому рядку, великими літерами – найменування комплекту документів або окремого виду документа;
- в другому і наступних рядках малими літерами – вказівки загального поняття виготовлення або ремонту виробу без указання методу, який застосовується;
- для комплекту документів на технологічний процес – найменування виду технологічного процесу по організації виробництва;
г) згідно з існуючим внутрішнім порядком нумерації робіт, прийнятим в організації, після основного найменування технічного документу проставляється його номер, наприклад:
С 10.05,
де С – код підрозділу розробника документа;
10 – порядковий номер роботи у поточному році;
05 – дві останні цифри поточного року.
Цей номер проставляється для зручності обліку документації, яка розробляється на підприємстві. Номер реєструється у книзі обліку технічної документації;
д) нижче найменування документа, у лівій частині аркуша – посада і підпис особи, яка підтверджує погодження документа з підрозділами підприємства (організації), які відповідають за окремі технологічні методи, використані при ремонті, наприклад, головний технолог ЦВ, головний зварник; у правій частині – посади і підписи осіб, які відповідають за розробку документа;
|
|
|
е) справа від кожного підпису проставляють ініціали і прізвище особи, яка підписує документ, а нижче підпису – дату підписання;
ж) в лівій нижній частині аркуша проставляється номер акта (або протоколу) та дата упровадження технологічного процесу, який свідчить про впровадження комплекту документів у виробництво, наприклад:
АКТ № 15-05 від 12.03.2005
и) для ТА, який видається друкарським способом, дані про затвердження, погодження та розробку не вказуються
Правила оформлення технологічної інструкції
Для розробки технологічної інструкції (ТІ) необхідно використовувати форми 5 і 5а за ГОСТ 3.1105,
ТІ являється документом, вимоги якого поширюються на ремонт вагона або його складових частин. ТІ може бути як окремим документом на ремонт так і складовою частиною комплекту документів на процес ремонту в який входить, наприклад, карта ескізів, карта дефектації тощо. Склад комплекту документів визначає виробник.
|
|
|
Технологічну інструкцію застосовують для опису:
- методів ремонту (заміна деталей або вузлів новими або шляхом відновлення);
- методів контролю після ремонту виробів;
- умов проведення випробувань;
- вимог до складеного виробу;
- вимог до дефектації;
- спеціальних вимог до складових частин (норми та показники, які визначають експлуатаційні якості);
- правил транспортування;
- процесів складання, розбирання тощо.
Вимоги безпеки в ТІ описуються в окремому розділі.
За розсудом розробника документів можуть бути застосовані два способи опису:
- з розділенням тексту на операції;
- з розділенням тексту на розділи.
При застосуванні способу опису з розділенням тексту на операції слід керуватися вимогами відповідних стандартів до оформлення документів з текстом, який розділений на графи, призначені для опису технологічних процесів та операцій з урахуванням доповнень, наведених нижче або у ГОСТ 3.1127.
Ступінь деталізації запису при опису змісту виконуємих дій залежить від стадії розробки документів та визначається розробником документів, наприклад: маршрутно-операційний опис.
При застосуванні операційного опису текст слід поділяти на переходи з вказанням їх позначень та змісту, наприклад:
|
|
|
“1 Встановити і закріпити деталь в пристрої.
2 Під’єднати до вихідного штуцера шланг.”
Запис змісту переходів слід виконувати згідно з “Классификатором технологических переходов машиностроения и приборостроения”.
Запис позначення та найменування операції слід виконувати з нового рядка, наприклад:
“5 Транспортування”
Між рядками, в яких виконаний запис найменування операції і зміст операції слід залишити пропуск в два-три рядка.
Запис найменування слід виконувати згідно з “Классификатором технологических операций машиностроения и приборостроения”.
Запис позначення та найменування технологічного оснащення слід виконувати за текстом запису змісту перехода, в якому воно застосовується, наприклад:
“1 Нарізати різьбу
Мітчик за ГОСТ 3266-81
Окуляри захисні за ГОСТ 12.4.13-85”.
Між рядком в якому виконаний запис переходу і рядком з записом оснащення слід залишати два – три рядка.
Запис даних про технологічні режими слід розташовувати безпосередньо за змістом перехода (при наявності двох-трьох даних) або з нового рядка, наприклад:
|
|
|
“3 Встановити тиск в магістралях трубопроводу виробу Р=(140±5)Па”
або
“2 Провести іспит виробу
І=40А; V=220В; Р=(20±3)Па; температура t=+900С”
При застосуванні способа опису з поділенням тексту на розділи, підрозділи, пункти та підпункти слід користуватися ГОСТ 2.105.
Послідовність розташування розділів ТІ, деталізації їх, розбивки на підрозділи, пункти та підпункти встановлює розробник документів.
Для оформлення таких документів надається прикладна послідовність подавання інформації по розділам:
Ввідна частина
1 Вимоги безпеки праці
2 Обладнання
3 Матеріали
4 Технологічне оснащення
5 Опис процесу (дії)
Додатки
Залежно від місцевих умов у ТІ допускається вводити інші розділи, вимоги яких розповсюджуються на даний виріб.
У випадку, коли ТІ входить до комплекту документів, підписи погодження та затвердження не проставляються, а ТІ починається зі змісту, який розташовується на першій сторінці.
В технологічних інструкціях слід приводити графічні ілюстрації: ескізи, схеми, графіки, таблиці і виконувати їх на формах ТІ або на наступних листах КЕ, на розсуд розробника. В цьому випадку позначення карти ескізу повинно відповідати позначенню ТІ.
Правила оформлення карти ескізів
Для розробки карти ескізів (КЕ) необхідно використовувати форми 7 і 7а за ГОСТ 3.1105, або спеціальні місця форм операційних карт (ОК).
Графічні зображення слід виконувати до документів, в яких описується технологічний процес, з використанням службового символу “О” або до технологічних інструкцій згідно з ГОСТ 3.1128.
В комплектах документів на технологічні процеси ескізи можуть бути загальними, до окремих операцій, до групи операцій або до технологічного процесу.
Вибір варіанта здійснює розробник документа.
В цьому випадку КЕ слід надавати самостійне позначення за ГОСТ 3.1201
Допускається при опису технологічного процесу застосовувати форми наступних листів КЕ та розташовувати їх за документами, в яких описується необхідна дія. В цих випадках у КЕ надається позначення даного документа (наприклад МК) та його порядковий номер листа.
Ескізи слід виконувати з додержанням масштабу або без додержання масштабу, але з дотриманням пропорцій графічних зображень.
Зображення повинно бути розташоване таким чином, щоб можна було розмістити, при необхідності, його розміри, граничні відхилення, позначення шорсткості, позиції, таблиці та технічні вимоги до ескізів.
Правила виконання на ескізах видів, розрізів та перерізів за ГОСТ 2.305.
На ескізах до карт дефектації або операційних карт обробки поверхонь, дефекти або розміри нумеруються арабськими цифрами. Номер дефекта або обробляємої поверхні проставляють в колі діаметром 6-8 мм, на полиці, яку з’єднують з лінією розміру або з самою поверхнею.
Постановку номерів слід виконувати за годинною стрілкою, починаючи з лівої верхньої частини ескізу на одній лінії або по периметру зони, в якій розташований ескіз.
При цьому, в правій частині від зображення необхідно вказувати найменування дефекту, наприклад:
Дефекти
1 – Тріщина
2 – Знос поверхні
Правила оформлення маршрутних карт
Маршрутна карта (МК) є складовою і невід’ємною частиною комплекту технологічних документів, які розробляються на технологічні процеси ремонту виробів та їх складових частин.
Форми МК є уніфікованими і їх треба використовувати незалежно від типу, характеру виробництва та ступеня деталізації опису технологічного процесу.
При маршрутному і маршрутно-операційному опису технологічного процесу МК є одним з основних документів, в якому описується весь процес в технологічній послідовності виконання операцій.
При операційному опису технологічного процесу МК виконує роль зведеного документа, в якому показується адресна інформація (номер цеха, дільниці, робочого місця, операції), найменування операції, перелік документів, які застосовують при виконанні операції, технологічне обладнання, інструменти та трудовитрати.
Для розроблення МК слід застосовувати форми 2 і 1б за ГОСТ 3.1118.
Для викладання технологічних процесів в МК застосовують спосіб заповнення, при якому інформацію вносять по рядках, кількома типами рядків. Кожному типу рядка відповідає свій службовий символ.
Службові символи умовно передають склад інформації, яка розміщується в графах даного типу рядка форми документа.
Постановка службових символів є обов’язковою та не залежить від метода проектування документа.
Вказівки відповідних службових символів для типів рядків, в залежності від складу інформації, в графах МК слід виконувати згідно таблиці 6.1.
Таблиця 6.1 – Службові символи та склад інформації
| Позначення службового символа | Зміст інформації, яка вноситься у графи, розташовані в рядку |
| 1 | 2 |
| А | Номер цеха, дільниці, робочого місця, де виконується операція, номер операції, код і найменування операції, позначення документів, які застосовують при виконанні операції. |
| Б | Код, найменування обладнання та інформація по трудовитратам. |
| К | Інформація по комплектації виробу складовими частинами з в казанням найменування деталей, складових одиниць, їх позначень, код одиниці величини, одиниці нормування, кількості на виріб та норми витрат. |
Продовження таблиці 6.1
| 1 | 2 |
| М | Інформація про основний матеріал, який використовується, про початкову заготовку, допоміжні та комплектуючі матеріали з в казанням кода матеріалу, позначення підрозділу, звідки поступають матеріали, коду одиниці величини, одиниці нормування, кількість на виріб та норми витрат |
| О | Зміст операції (переходу) |
| Т | Інформація про технологічну оснастку, яка застосовується при виконанні операції |
| Р | Інформація про технологічні режими |
При заповненні рядка, який має службовий символ “О”, інформацію слід записувати в технологічній послідовності по всій довжині рядка з можливістю, при необхідності, переносу інформації на наступні рядки.
При заповненні рядка, який має службовий символ “Т”, слід керуватися вимогами державних та галузевих стандартів, стандартів на позначення і найменування технологічної оснастки.
Інформацію про технологічну оснастку, яка застосовується в операції, необхідно записувати в такій послідовності :
- пристрої;
- допоміжний інструмент;
- ріжучий інструмент;
- слюсарно-монтажний інструмент;
- спеціальний інструмент;
- засоби вимірювання.
Запис слід виконувати по всій довжині рядка з можливістю, при необхідності, переносу інформації на наступні рядки. Розділення інформації по кожному засобу технологічної оснастки слід виконувати через знак “ ; ”.
Порядок заповнення інформації за типами рядків повинен бути виконаний в такій послідовності: А, Б, К, М, О, Т, Р.
Графи форм слід заповнювати згідно таблиці 6.2.
Таблиця 6.2 – Графи форм маршрутної карти
| Службовий символ | Найменування (мовне позначення графи) | Зміст інформації |
| 1 | 2 | 3 |
| А | Цех | Номер цеха, в якому виконується операція |
| Діл. | Номер дільниці, конвеєра | |
| РМ | Номер робочого місця | |
| Опер. | Номер операції в технологічній послідовності ремонту виробу(включаючи контроль та переміщення)/ | |
| Код, найменування операції | Код операції по технологічному класифікатору, найменування операції Примітка. Допускається код операції не проставляти. | |
| Позначення документа | Позначення документів, інструкцій з охорони праці (ІОП), які застосовуються при виконанні даної операції. Документи слід надавати через розподільний знак “;” з можливістю, при необхідності, переносу інформації на наступні рядки в межах даної графи. | |
| Б | Код,найменування обладнання | Код обладнання по класифікатору, скорочене найменування обладнання. Інформацію слід писати через розподільний знак “;”. Допускається замість скороченого найменування обладнання вказувати його модель |
| Проф. | Код професії по класифікатору ДК 003-95 | |
| Р | Розряд роботи, необхідний для виконання даної операції |
Продовження таблиці 6.2
| 1 | 2 | 3 |
| Б | УП | Код умов праці та код виду норм |
| КР | Кількість робітників, які зайняті при виконанні даної операції. | |
| КОВД | Кількість деталей, які одночасно ремонтуються при виконанні однієї операції. | |
| ОН | Одиниця нормування, на яку встановлена норма витрат матеріалу або норма часу, наприклад, 1, 10, 100. | |
| К шт | Коефіцієнт штучного часу при багатоверстатному обслуговуванні. | |
| Тпз | Норма підготовчо-заключного часу на операцію. | |
| Тшт | Норма штучного часу на операцію. | |
| К/М | Найменування деталі, одиниці або матеріалу | Найменування деталей, складових одиниць, матеріалів, які використовують при виконанні операції Примітка. Допускається рядок не заповнювати |
| Позначення, код | Позначення деталей, складових одиниць по конструкторському документу або матеріалів по класифікатору | |
| ППН | Позначення підрозділу (складу, комори тощо), звідки надходять деталі, складові одиниці або матеріали; при розбиранні – куди надходять | |
|
| ОВ | Код одиниці величини (маси, довжини, площі тощо) деталі, заготовки, матеріала. Допускається вказувати одиниці виміру величини |
| КВ | Кількість деталей, складових одиниць, які застосовують при складанні виробу; при розбиранні – кількість отриманих деталей. | |
| Н. витр. | Норма витрати матеріала |
При застосуванні форм маршрутних карт (МК), як карт технологічного процесу дефектації (МК/КТПД), карт технологічного процесу ремонту (МК/КТПР), карт технологічного процесу очищення (КТТПО), операційних карт наплавлення (ОКН) запис інформації виконується за допомогою додаткових блоків, які вводяться до кожної окремої карти. Додатковий блок вноситься в карту окремим рядком після рядка з службовим символом “К/М”.
При опису технологічного процесу дефекації в формах 2 і 1б інформацію з дефекації слід записувати в рядок з службовим символом “РД” згідно з таблицею 6.3.
Таблиця 6.3 – Блок технологічного процесу дефекації “РД”
| РД | Код, найменування дефекту | ГЗП | ГЗПР | ДЗП | ЗТО |
| 1 | 2 | 3 | 4 | 5 |
Графи блока “РД” слід заповнювати згідно з таблицею 6.4
Таблиця 6.4 - Графи блока “РД”
| Номер графи (див.табл.6.1) | Умовне позначення графи | Зміст графи |
| 1 | 2 | 3 |
| 1 | Код, найменування дефекту | Номер та найменування дефекту. Допускається не вказувати номер дефекту, якщо він один. |
| 2 | ГЗП | Граничне значення параметра, який контролюється, по конструкторському або нормативно-технічному документу |
| 3 | ГЗПР | Граничне значення параметра, який контролюється, по ремонтному, конструкторському або нормативно-технічному документу (граничне значення параметра, при якому деталь допускається не ремонтувати) |
| 4 | ДЗП | Дійсне значення параметра, який контролюється (дійсне значення параметра, при якому деталь під- |
Продовження таблиці 6.4
| 1 | 2 | 3 |
| лягає ремонту або бракуванню) | ||
| 5 | ЗТО | Позначення, найменування засобів технологічного оснащення (шаблони, вимірювальний інструмент тощо) |
| 6 | - | Резервна графа. Заповнюється при необхідності, на розсуд розробника |
При застосуванні форм МК для опису технологічного процесу ремонту (КТПР) з використанням зварювання, оформлення типових блоків режимів слід виконувати згідно з ГОСТ 3.1407.
При опису технологічного процесу ремонту дуговим зварюванням блок технологічних режимів слід записувати у рядку з службовим символом “РС1” згідно з таблицею 6.5
Таблиця 6.5 – Блок режимів зварювання
| РС1 | ПС | НП | Д | l | l | Пл | U | I | Vс | Vn | qоз | qдз | qк | Tu | Tn | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
Графи блока режимів зварювання “РС1”(див. табл. 6.5) слід заповнювати згідно з таблицею 6.6.
Таблиця 6.6 - Графи блока режимів зварювання “РС1”
| Номер графи (див.табл.6.3) | Умовне позначення графи | Зміст графи |
| 1 | 2 | 3 |
| 1 | ПС | Позначення положення зварювання за ГОСТ 11969. |
| 2 | НП | Номер проходу для багатошарових зварних швів. |
| 3 | ДС | Діаметр сопла для зварювання в захисних газах зі струміневим захистом. |
| 4 | lс | Відстань від торця сопла до поверхні деталей які зварюються для дугового зварювання у захисних газах зі струміневим захистом. |
Продовження таблиці 6.6
| 1 | 2 | 3 |
| 5 | lе | Виліт електрода (відстань від точки струмопроводу до кінця електрода, на якому горить дуга). |
| 6 | Пл | Позначення полярності (П-пряма, З- зворотня). |
| 7 | U | Напруга дуги. |
| 8 | I | Сила зварювального струму. |
| 9 | Vс | Швидкість зварювання. |
| 10 | Vn | Швидкість подачі присадного металу. |
| 11 | qоз | Витрата захисного газу для основного захисту в одиницю часу. |
| 12 | qдз | Витрата захисного газу для додаткового захисту в одиницю часу. |
| 13 | qк | Витрата захисного газу для захисту кореня шва в одиницю часу. |
| 14 | Tu | Довжина імпульсу зварювального струму. |
| 15 | Tn | Довжина паузи між імпульсами зварювального струму. |
| 16 | - | Резервна графа для додаткової інформації по режимам зварювання. Заповнюється на розсуд розробника. |
Перед описуванням технологічного процесу ремонту конкретного дефекта необхідно окремим рядком вказувати номер та найменування даного дефекта.
При застосуванні форм МК в якості карт технологічного процесу очищення (КТПО) дані по технологічним режимам слід записувати в окремому рядку з символом “Р”.
Допускається розміщувати параметри режимів в рядку з службовим символом “О” у змісті операції.
Блок режимів очистки наведений у таблиці 6.7.
Таблиця 6.7 - Блок режимів очистки
| Р | Температура | Тиск | Час | Конц. | |
| 1 | 2 | 3 | 4 | 5 |
Графи блока слід виконувати згідно з таблицею 6.8, відносно номерів графи вказаних у таблиці 6.7.
Таблиця 6.8 – Графи блока режимів очистки
| Номер графи (див.табл.6.7) | Умовне позначення графи | Зміст графи |
| 1 | 2 | 3 |
| 1 | Температура | Температура води, розчину очищаючого середовища, сушки деталі. |
| 2 | Тиск | Тиск очищаючого середовища |
| 3 | Час | Час витримки у визначеному режимі. |
| 4 | Конц. | Концентрація очищаючого розчину |
| 5 | - | Графа для додаткових технологічних режимів, яка заповнюється на розсуд розробника |
У графі “Найменування деталі складової одиниці або матеріалу” надаються дані по матеріалах та хімікатах, які застосовуються при очищенні.
У графі “Норма витрат” слід надавати кількість хімікатів та матеріалів, які необхідні для приготування розчину.
При застосуванні форм МК в якості операційної карти наплавлення (ОКН), дані по технологічних режимах слід записувати в окремому рядку з прив’язкою до службового символу “Р”.
Блок режимів наплавлення наведений у таблиці 6.9
Таблиця 6.9 - Блок режимів наплавлення
| Р | Пл | І | U | V напл. | S м | КП | de | he | le |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Графи блока режимів наплавлення слід виконувати згідно з таблицею 6.10, відносно номерів граф указаних у таблиці 6.9.
Таблиця 6.10 - Графи блока режимів наплавлення
| Номер графи | Умовне позначення графи | Зміст графи |
| 1 | 2 | 3 |
| 1 | Пл | Позначення полярності (П - пряма, З - зворотня) |
| 2 | І | Сила зварювального струму |
| 3 | U | Напруга дуги |
| 4 | V напл. | Швидкість наплавлення |
| 5 | S м | Подача присадного матеріалу |
| 6 | КП | Кількість проходів |
| 7 | dе | Діаметр електрода |
| 8 | hе | Виліт електрода |
| 9 | lе | Зміщення електрода |
Розміри граф в додаткових рядках блоків режимів встановлюються розробником документів, виходячи з необхідності запису в графах параметрів та розміщенням граф таким чином, щоб вертикальні лінії, які розподіляють графи в рядках попередніх службових символів і графи режимів по можливості співпадали.
Одиниці величини параметрів технологічних режимів слід указувати безпосередньо при записуванні параметрів режимів.
Основні надписи та розташування графічних зображень блоків на формах документів
Основний надпис слід застосовувати для всіх видів документів передбачених ГОСТ3.1102-81.
Основний надпис представлений у вигляді інформаційних блоків (далі – блоків) :
Ø Блок 1 (Б1) – блок адресної (поштової) інформації;
Ø Блок 2 (Б2) – блок складу виконавців;
Ø Блок 3 (Б3) – блок внесення змін;
Ø Блок 4 (Б4) – блок додаткової інформації;
Ø Блок 5 (Б5) – блок допоміжної інформації;
Ø Блок 6 (Б6) – блок виду та призначення документів.
В залежності від призначення та способу виконання документа блоки основного надпису можуть мати різні форми, наприклад: Б1Ф1, Б1Ф1а…
Графічне зображення форм блоків наведені нижче:
Б1Ф1 – для документів МК, ТІ, КТП, КТТП,ВТД. Лист1
| 4 | 5 | 6 | |||||
| 7 |
| ||||||
Б1ф1а – для документів МК,ТІ, КТП, КТТП, ВТД наступних аркушів:
| 5 | 6 |
Б1Ф3 – для документів КЕ,ОК. Перший аркуш:
| 4 | 5 | 6 | ||||||
|
| ||||||||
Б1Ф3а – для документів КЕ, ОК наступних аркушів.
| 5 | 6 |
Б2Ф1 – для всіх видів документів . Перший аркуш.
| Розробив | 9 | 10 | 11 |
| Н. контр. |
Б3Ф1 Для всіх видів документів формату А4 з вертикальним розташуванням поля підшивки та формату А3
Б3Ф1а Для всіх видів документів
Б3Ф1б Для всіх видів документів, крім документів А4 з вертикальним розташуванням поля підшивки першого аркушу.
Б3Ф1в Для всіх видів документів
Б4Ф1 Для всіх видів документів, крім зворотної сторони
| Дубл. | ||||
| Натом | ||||
| Ориг. |
Б5Ф1 Для всіх видів документів Аркуш 1
| 1 | 2 | 3 |
Б5Ф1а Для всіх видів документів наступних аркушів
| 1 | 3 |
Б6Ф1 Для всіх видів документів Аркуш 1та наступні
| 8 |
Основний надпис, призначений для показу визначення та галузі застосування документу (комплекту документації, комплекту документів на технологічний процес або операцію) і для відповідного оформлення його.
Основний надпис слід застосовувати для всіх документів, які передбачені ГОСТ 3.1102, та зазначені в таблиці 7 крім титульного аркуша (ТА).
Графи форм основного надпису необхідно заповнювати відповідно таблиці 7.
Таблиця 7 - Графи форм основного надпису
| Номер графи | Зміст графи |
| 1 | 2 |
| 1 | Позначення основного документа (комплекту документів на технологічний процес або операцію, комплекту документації) куди входить даний документ (комплект документів на ремонт) за ГОСТ 3.1201 . |
| 2 | Загальна кількість листів документа |
| 3 | Порядковий номер листа документа |
| 4 | Коротке найменування або умовне позначення підприємства (організації) – розробника документа (документів). |
| 5 | Позначення виробу (деталі, складової одиниці) по основному конструкторському документу |
| 6 | Позначення документа згідно з ГОСТ 3.1201 для всіх видів документів, які входять в комплект |
| 7 | Найменування виробу (деталі, складової одиниці) по основному конструкторському документу. |
| 8 | Порядковий номер листа документа (наскрізна нумерація документа). |
| 9 | Прізвище осіб, які приймали участь у розробленні документа. |
| 10 | Підписи осіб відповідальних за розроблення та оформлення документа. |
| Примітка 1. Підпис особи, яка розробила документ та підпис особи, відповідальної за нормо контроль – обов’язковий. |
Продовження таблиці 7.1
| 1 | 2 |
| Примітка 2. Не допускається заповнення граф “Розробив” та “Перевірив” однією особою, незалежно від її кваліфікації. Примітка 3. Підписи повинні бути розбірливими та належати особі, прізвище якої вказано. Примітка 4. Підпис нормоконтролера має бути заключним і ставитися після всіх підписів, в тому числі після підпису особи, яка затверджує документ. | |
| 11 | Дата підпису |
Графи форм основного надпису, які не показані в таблиці 7, не заповнюються згідно з ГОСТ 3.1103.
Розташування графічних зображень блоків основного надпису на формах документів
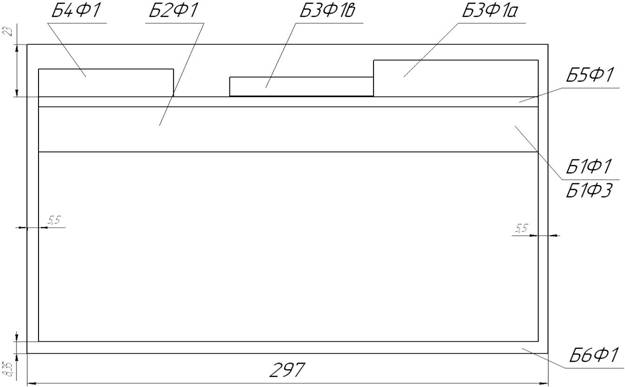
1 Для форм всіх видів документів
А (головна) сторінка
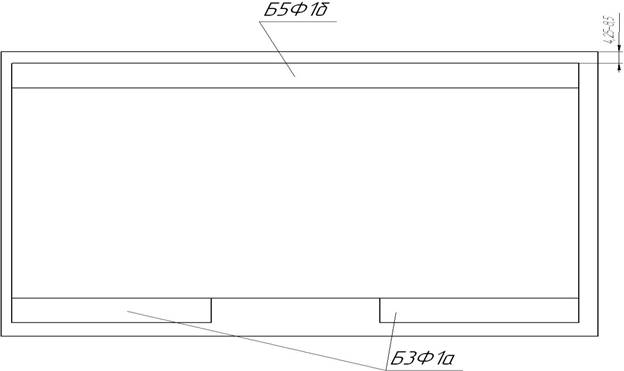
Зворотна сторона сторінки
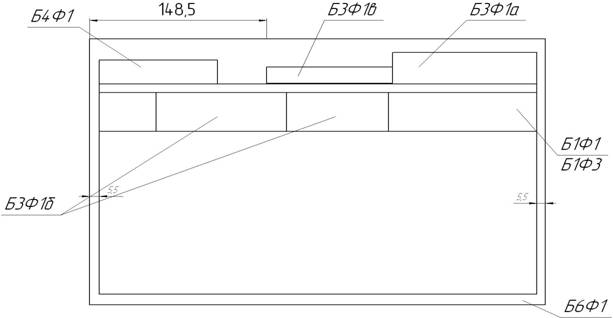
Наступні сторінки
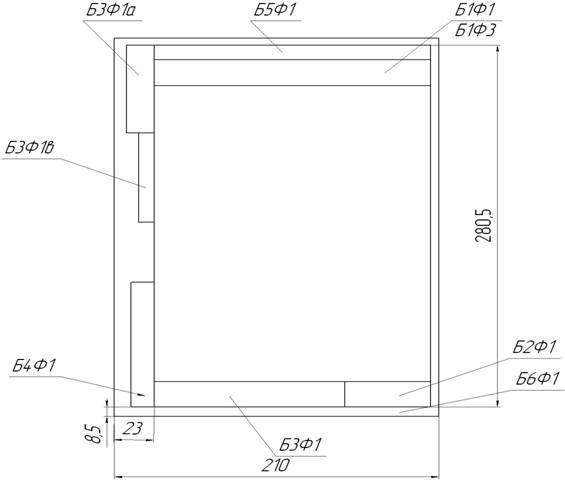
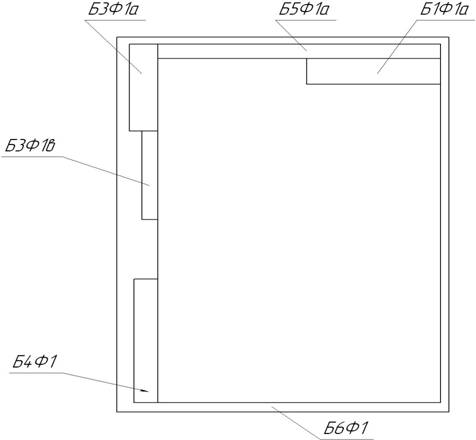
2 Для форми документів формата А4 з вертикальним розміщенням поля підшивки
А(головна) сторінка
Зворотна сторона сторінки
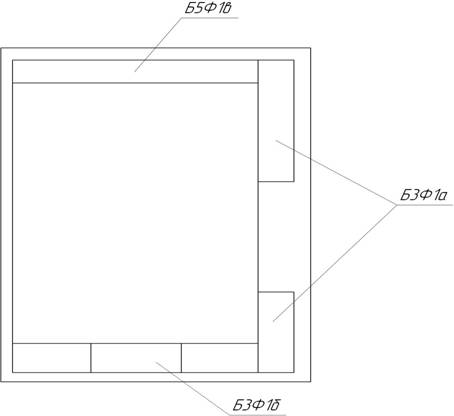
Наступні сторінки
Дата добавления: 2018-05-13; просмотров: 113; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!