Универсальный измерительный инструмент
 Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90'
Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90'
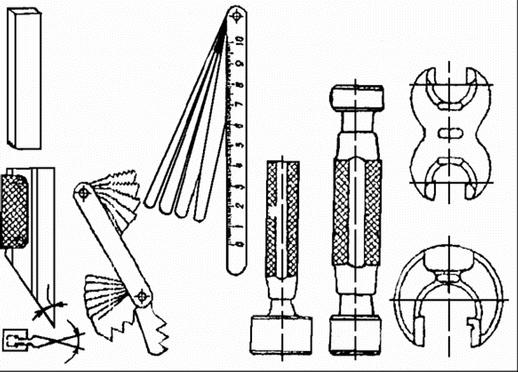 Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя.
Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя.
Слесарные тиски:
а – параллельные; б – стуловые

Формы слесарных напильников
Опиливание –это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
Напильники изготавливают из инструментальной высокоуглеродистой стали У12А, У13А, а также из стали марок Р9, Р7Т, ШХ9, 111X15.
Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространен способ насекания. Насечка напильников общего назначения двойная перекрестная, а у напильников для специальных работ – двойная и одинарная. Благодаря перекрестной насечке на опиливаемой поверхности не получается рисок от следов движения зубьев. Насекание зубьев производится на заготовках до их термической обработки. После насекания напильники закаливаются до твердости не ниже HRC54.
|
|
|
При ремонте износившихся напильников перед нанесением насечки производится отпуск и шлифовка поверхности напильников. Все напильники должны быть тестированы.

В зависимости от формы различают следующие типы напильников (рис. 19): а – слесарные плоские тупоносые; б – круглые; в – полукруглые, г – квадратные; д – трехгранные; е – плоские остроносые; ж – ножовочные; з – овальные; и – линзовые; к – ромбические; л – полукруглые широкие; ж – рашпили, н – для опиловочных станков; о – для мягких металлов, а также выгнутые напильники.
Зенкеры:
а – цилиндрические для зенкерования сквозных или глубоких отверстий; б – конические для снятия фасок и образования конических углублений; в – торцевые для зенкерования торцевых поверхностей приливов (торцовки); г – фасонные для зенкерования фасонных поверхностей
|
|
|
Зенкеры выполняются из углеродистой инструментальной стали У10А, У12А, легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса наборных зенкеров делаются из стали 45 или 40Х.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными, сварными с приваренным хвостовиком, насадными сплошными, насадными сборными. Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров – сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и 120°.
Развертка– это многолезвийный режущий инструмент, используемый для окончательной обработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2–3 классов (10 –7 квали-тет), а при особо тщательном выполнении – 1-го класса (6–5 квалите-та) при шероховатости поверхности 7–8 классов чистоты (высота микронеровностей 1,25–0,32 мкм).
|
|
|
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание
Зубило слесарное
Крейцмейсели:
а – прямоугольный; б – полукруглый (канавочный)
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Молоток – это ударный инструмент, состоящий из металличе-кой головки, рукоятки и клина.
Слесарный молоток:
а – металлическая головка; б – рукоятка; в – клин
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ.
|
|
|
Металлическая часть состоит из следующих элементов: клино-идной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8. Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Заключение
В ходе данной практической работы я научилась пользоваться измерительными инструментами; научилась правильно производить разметку деталей; научилась правильно пользоваться сварочными работами; правильно производить рубку метала; резку метала; производить правку и гибку металла; ручное опиливание металла ; сверление, зенкование,и многие другие виды работ.
Список литературы
1. Макиенко Н. И. Слесарное дело с основами материаловедения 1976г,
2. Покровский Б.С., Скакун В.А. Слесарное дело. 2004г,
3. Катаев А.М.Слесарное дело. Учебное пособие,
4. Гладилин А.В. Курс производственного обучения в машиностроительных техникумах .часть 1-2.1987г,
5. Вишневецкий Ю.Т.Слесарь по ремонту автомобилей: Устройство, техническое обслуживание и ремонт автомобилей. 2006г,
6. Бруштейн Б.Я., Дементьев В.Л.Токарное дело 1998г,
7. Аврутин С.В. Фрезерное дело.1984г.
8. Китаев А. М., Китаев Я. А. Справочная книга сварщика. М., Машиностроение, 1985.
9. Малышев Б. Д., Акулов А. И., Алексеев Е. В., Блинов А. Н. и др. Сварка и резка в промышленном строительстве. (Справочник монтажника). М., Стройиздат, 1980.
10. Мотяхов М. А. Электродуговая сварка металлов. М., Высш. школа, 1975.
11. Николаев Г. А.,Куркин С. А., Винокуров В. А. Сварные конструкции. Прочность сварных! соединений и деформации конструкции. М., Высш. школа, 1982.
12. Пешковский О. И., Якубовский В. Б. Сварка металлоконструкций. М., Высш. школа, 1978.
13. Рыбаков В. М. Дуговая и газовая сварка. М., Высш. школа, 1981. 256 с.
14. Словарь-справочник по сварке / Под ред. академика АН УССР Хренова К. К. Киев, Наукова думка. 1974.
Дата добавления: 2018-05-12; просмотров: 836; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!