Нормирование и контроль отклонений формы номинально цилиндрических элементов деталей.
Отклонения формы цилиндрических деталей в поперечном сечении
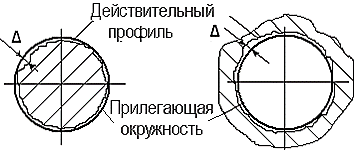 Отклонение от круглости– наибольшее расстояние от точек действительной поверхности до прилегающей окружности
Отклонение от круглости– наибольшее расстояние от точек действительной поверхности до прилегающей окружности
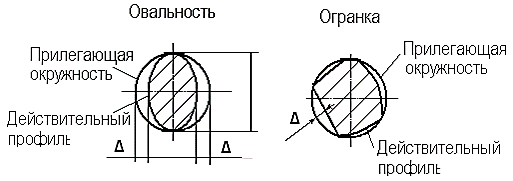
 Частный случай овальность и огранка. Эти погрешности специальных обозначений на чертеже не имеют.
Частный случай овальность и огранка. Эти погрешности специальных обозначений на чертеже не имеют.
Отклоненение от от круглости измеряется прибором кругломером.
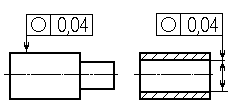
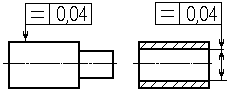
На чертеже отклонения формы обозначается в рамке со стрелкой к рассматриваемой поверхности. В первой клетке записывается условное обозначение отклонения формы, во второй – величина допуска в мм. Приведенное на рисунке обозначение читается так: допуск круглости составляет 0,04 мм.
Отклонения формы цилиндрических деталей в продольном сечении
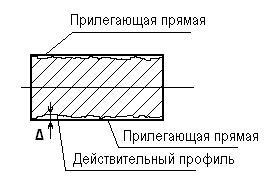 1) Отклонение профиля продольного сечения – это наибольшее расстояние от прилегающих прямых до действительного профиля
1) Отклонение профиля продольного сечения – это наибольшее расстояние от прилегающих прямых до действительного профиля
 На чертеже отклонение профиля продольного
На чертеже отклонение профиля продольного
сечения составляет 0,04мм.
Частными случаями этой погрешности являются: седлообразность, бочкообразность, конусообразность и изогнутость оси.
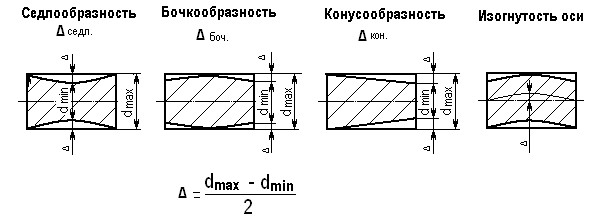
Специальных обозначений на чертежах не имеют.
3) Комплексный показатель погрешности формы цилиндрических деталей
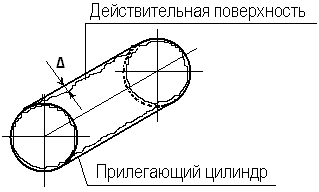 Отклонение от цилиндричности - это наибольшее расстояние от точек действительной поверхности до прилегающего цилиндра.
Отклонение от цилиндричности - это наибольшее расстояние от точек действительной поверхности до прилегающего цилиндра.
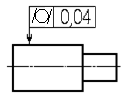 На чертеже: допуск цилиндричности поверхности 0,04 мм.
На чертеже: допуск цилиндричности поверхности 0,04 мм.
Измерение данной погрешности производится на 3-х координатной измерительной машине с помощью нескольких измерительных головок
Нормирование и контроль отклонений от параллельности элементов деталей.
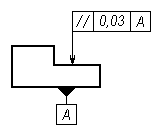 1)Отклонение от параллельности – разность наибольшего и наименьшего расстояний между двумя плоскостями.
1)Отклонение от параллельности – разность наибольшего и наименьшего расстояний между двумя плоскостями.
При обозначении взаимного расположения начертежах одна из поверхностей принимается за измерительную базу и обозначается большими буквами русского алфавита.
На чертеже: допуск параллельности расматриваемой поверхности относительно базовой поверхности А (основания) составляет 0,03 мм.
При этом подпрямыми, кроме осей отверстий и валов, понимаются номинально прямолинейные кромки деталей, образующие цилиндрических поверхностей, а также номинально плоские элементы деталей, ширина которых существенно меньше их длины (ширина элемента может считаться пренебрежимо малой).
В методиках выполнения измерения отклонений от параллельности элементов деталей часто используют плоскость сравнения (поверхность, которую используют в качестве базы при измерении и с которой соотносят отклонения измеряемого элемента). Чаще всего плоскостью сравнения служит рабочая поверхность поверочной плиты.
Измерение отклонения от параллельности плоскостей прибором для линейных измерений с использованием плоскопараллельной пластины
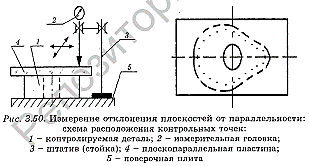 Контролируемую деталь устанавливают базовой поверхностью на поверочную плиту (рис. 3.50)
Контролируемую деталь устанавливают базовой поверхностью на поверочную плиту (рис. 3.50)
Для исключения влияния отклонений формы измеряемой поверхности на нее накладывают плоскопараллельную пластину 4. С помощью измерительной головки 2, базирующейся в штативе или стойке 3 на поверочной плите 5, производят непрерывное измерение (сканирование) или дискретное измерение по отдельным точкам свободной поверхности детали 1 по контуру измеряемой поверхности» Если этот контур прямоугольный, то достаточно измерить четыре угловые контрольные точки»
Отклонение от параллельности определяют, как разность наибольшего и наименьшего показаний измерительной головки во всех контрольных точках поверхности.
Дата добавления: 2018-05-02; просмотров: 2055; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!