Требования охраны труда в аварийных ситуациях
При возникновении аварий и ситуаций, которые могут привести к авариям и несчастным случаям, необходимо:
Немедленно прекратить работы и известить руководителя работ.
Под руководством ответственного за производство работ оперативно принять меры по устранению причин аварий или ситуаций, которые могут привести к авариям или несчастным случаям.
При обнаружении в процессе работы загораний необходимо работу прекратить, перенести баллоны, шланги и другое оборудование на безопасное расстояние от места загорания и принять меры к их тушению. Пламя следует тушить углекислотными огнетушителями, асбестовыми покрывалами, песком или сильной струей воды. В случае невозможности ликвидировать загорание собственными силами необходимо сообщить бригадиру или руководителю работ.
В случае возникновения неисправности сварочного агрегата, сварочных проводов, электрододержателей, защитного щитка или шлема - маски необходимо прекратить работу и сообщить об этом бригадиру или руководителю работ. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом.
При обнаружении неисправности оборудования для газопламенных работ (генератора, баллонов, редуктора, резака и т.п.) работник обязан прекратить производство работ и не возобновлять их до устранения неисправности.
В случае возникновения загазованности помещений при отсутствии вытяжной вентиляции работы необходимо приостановить и проветрить помещение. Работы также должны быть прекращены при выполнении их вне помещений (при возникновении дождя или снегопада). Работы могут быть возобновлены только после прекращения дождя или снегопада или устройства навеса над местом работы электросварщика.
|
|
|
При потере устойчивости свариваемых (разрезаемых) изделий и конструкций работы следует прекратить и сообщить о случившемся бригадиру или руководителю работ. После этого работник должен принять участие в работах по предотвращению обрушения конструкций.
При несчастных случаях:
· Немедленно организовать первую помощь пострадавшему и при необходимости доставку его в медицинскую организацию;
· Принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц;
Сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения - зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия);
|
|
|
При термическом ожоге без нарушения целостности пузырей (ожог 1-й степени) необходимо подставить обожженное место под струю холодной воды на 10-15 минут или приложить холод на 20-30 минут, затем наложить сухую стерильную повязку.
При ожоге с нарушениями целостности ожоговых пузырей и кожи (2-й и 3-й степени) обожженный участок следует закрыть стерильным материалом. Поверх сухой ткани приложить холод. Не допускается промывать водой и бинтовать обожженную поверхность.
При любом повреждении кожи и тканей тела следует смазать йодом кожу вокруг раны, закрыть стерильным материалом и наложить повязку.
При ощущении боли в глазах надо немедленно прекратить работу, поставить в известность непосредственного руководителя и обратиться в медицинское учреждение.
В случае возникновения пожара:
Оповестить работающих в производственном помещении и принять меры к тушению очага пожара. Горящие части электроустановок и электропроводку, находящиеся под напряжением, тушить углекислотным огнетушителем.
Принять меры к вызову на место пожара непосредственного руководителя или других должностных лиц.
Требования охраны труда по окончании работы
|
|
|
По окончании электросварочных работ работник обязан:
· отключить электросварочный аппарат;
· привести в порядок рабочее место, собрать инструмент, смотать в бухты сварочные провода и убрать в отведенные для их хранения места;
· убедиться в отсутствии очагов загорания, при их наличии залить водой;
· обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить бригадиру или руководителю работ;
После окончания газосварочных работ электрогазосварщикобязан:
· потушить горелку;
· привести в порядок рабочее место;
· убрать газовые баллоны, шланги и другое оборудование в отведенные для них места;
· разрядить генератор, для чего следует очистить его от ила и промыть волосяной щеткой;
· убедиться в отсутствии очагов загорания, при их наличии - залить их водой;
Обо всех нарушениях требований безопасности, имевших место в процессе работы, сообщить бригадиру или руководителю работ.
Убрать спецодежду, средства индивидуальной защиты в предназначенные для хранения места.
Вымыть руки с мылом и принять душ, выполнить другие мероприятия личной гигиены.
Сообщить лицу, ответственному за производство работ о всех недостатках, замеченных во время работы, и принятых мерах по их устранению.
|
|
|
|
РАЗДЕЛ 5 КОНСТРУКЦИОННАЯ ЧАСТЬ
| ||||||||||
| ГБОУ ПО СевКИТиП | ||||||||||
| Изм. | Лист | № докум. | Подп | Дата | ||||||
| Разраб. | Ремнев Н.С | Лит. | Лист | Листов | ||||||
| Пров. | Кричевец Д.С. | |||||||||
| №318 | ||||||||||
| Н.контр. | ||||||||||
| Утв. | ||||||||||
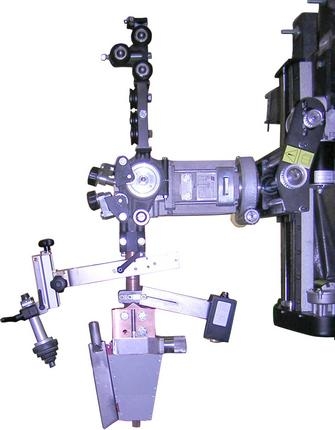 5.1 Автомат для сварки толстостенных изделий в узко щелевую разделку АСУР-1250
5.1 Автомат для сварки толстостенных изделий в узко щелевую разделку АСУР-1250
Варочный автомат асур-1251 для сварки толстостенных изделий в узко щелевую разделку
- Специально спроектирован для сварки сосудов, работающих под давлением и иных толстостенных изделий при использовании сварочного протала или колонны
- Высокое качество сварки толстостенных изделий в узко щелевую (шириной от 18мм) разделку
| Рис 5.1 |
НАЗНАЧЕНИЕ
Существуют сварочные работы, к качеству выполнения которых предъявляются сверхвысокие требования. К такой категории работ, например, относится сварка толстостенных сосудов, предназначенных для работ под давлением. Ремонт дефектного сварного соединения в таком изделии экономически обходится очень дорого. Требуемый уровень качества может обеспечить только автоматическая сварка специальной сварочной системой, выполняющей процесс многопроходной сварки с высокой степенью точности и воспроизводимости, полностью исключая человеческий фактор. Для выполнения ответственных сварных соединений при производстве крупногабаритных толстостенных (до 350 мм) сосудов был разработан АСУР-1250, сварочный автомат для узкощелевой разделки (сварка под флюсом).
ОСНОВНЫЕ ОСОБЕННОСТИ
Сварочная головка обеспечивает высокое качество сварки благодаря:
• точному контролю всех основных параметров;
• надежному доступу в ограниченное пространство узко щелевой разделки за счет миниатюрных размеров сварочного мундштука и патрубка подачи флюса (ширина 14 мм);
• наличию системы слежения, связанной с системой управления процессом.
 • точному контролю всех основных параметров;
• точному контролю всех основных параметров;
Результат: гарантия качества сварного шва, отсутствие не проваров, подрезов, шлаковых включений в металл шва и т.п. дефектов.
СИСТЕМА УПРАВЛЕНИЯ
Имеет в своей основе процессор Siemens, который управляет рабочим циклом сварочной головки. Система управления может обеспечивать в автоматическом режиме раскладку валиков и заполнение разделки, начиная от корня шва вплоть до последних заполняющих проходов. Система слежения, интегрированная в состав системы управления, ведет мониторинг стыка по двум осям во время сварки: вертикально (относительно дна стыка) и горизонтально относительно одной из боковых сторон стыка (по выбору) с помощью оптико-механического датчика. Сигнал датчика используется для управления двумя моторизованными суппортами повышенной грузоподъемности. Суппорты (и вертикальный, и 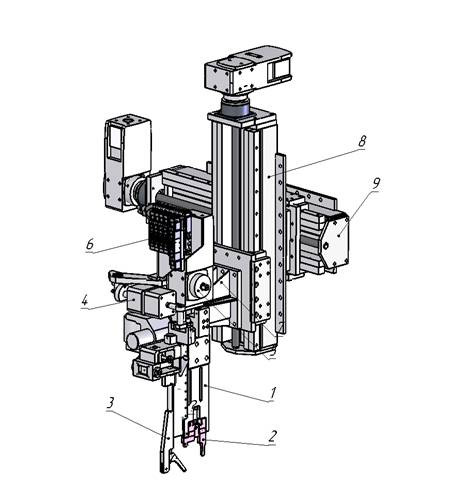 горизонтальный) имеют ход 500 мм
горизонтальный) имеют ход 500 мм
| Рис 5.3 |
Головка для сварки в узко щелевую разделку:
1.Корпусголовки;
2. Подвижный мундштук;
3. Корпус следящей системы;
4. Пневмоцилиндр установки наклона мундштука;
5. Двигатель подачи проволоки;
6. Блок пневмоаппаратуры;
7. Несущая консоль головки;
8. Вертикальный суппорт слежения;
9. Горизонтальный суппорт слежения.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Толщина стенки свариваемых сосудов | 80…350 мм |
| Диаметры свариваемых сосудов: - 1 диапазон - 2 диапазон | 800…2000 мм 2100…6500 мм |
| Тип свариваемого шва | Стыковой |
| Диаметр сварочной проволоки | 3 и 4 мм |
| Сварочный ток | 400…1000 A |
| Угол наклона электрода относительно вертикальной оси | 3,5 град |
| Максимальная глубина разделки | 350 мм |
| Ширина разделки | от 18 мм |
| Объем флюсового бункера | 10 л |
| Расход сжатого воздуха при рабочем давлении 6 кг\см2 | 350 л/мин |
| Масса головки | 160 кг |
| Точность установки вылета электрода контролируется датчиком относительно нижней поверхности стыка и составляет 1 мм. | |
| Стандартная комплектация: сварочная головка АСУР-1250, шкаф управления*, система оборота флюса СОФ-1250, система подготовки воздуха | |
Заключение
Машиностроительный комплекс вместе со сварочной отраслью являются теми направлениями промышленности, без которых невозможно представить ни одно производство. В современных условиях машиностроение и сварка играют определяющую роль в формировании стабильно развивающегося промышленного сектора экономики и выпуска конкурентоспособной продукции отечественными предприятиями. Вот почему рассмотрение актуальных проблем, возникающих внутри этих отраслей, должно быть своевременным и результативным в плане их грамотного и оперативного решения.
В выпускной квалификационной работе участка сварки я рассчитал объём работ участка, количество необходимых постов, необходимое количество рабочих, подобрал технологическое оборудование для участка. Помимо этого произведён экономический расчет предприятия.
В соответствии с нормативными документами подобрана программа по технике безопасности и противопожарной безопасности.
При написании работы, была изучена специальная литература, включающая в себя статьи и учебники, описаны теоретические аспекты и раскрыты ключевые понятия исследования в анализе сварки как специфической части машиностроения.
Список использованных источников
1. Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства. – М.: Машиностроение, 1997. – 280 с.
2. Колесник П.А. Материаловедение на автомобильном транспорте : учебник / П.А.Колесник, В.С.Кланица. – М. : Издательский центр “Академия”, 2005. – 320 с.
3. Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструкции: Технология изготовления, автоматизация производства и проектирование сварных конструкций. – М.: Высш.школа, 1999. – 540 с.
4. Касаткин Б., Прохоренко В.М., Чертов И.М. Напряжения и деформации при сварке. – Киев: Вища школа, 1997. – 246 с.
5. Сварка в машиностроении: Справочник / Под ред. Н.А. Ольчинского. – М.: Машиностроение, 1998. – Т.1. – 501 с.
6. Оборудование для заготовительных работ в производстве сварных конструкций: Альбом / Под ред. А.Д. Гитлевича, И.Н. Сухова, Д.В. Быховского, И.Д. Кутана. – М.: Высш.школа, 1997. – 136 с.
7. Новиков В.А. Оборудование и средства механизации сборочных цехов. – М.: Машиностроение, 1998. – 145 с.
8. Механическое оборудование сварочного производства: Альбом. – М.: Машиностроение, 1994. – 159 с.
9. Буралев Ю.В. Безопасность жизнедеятельности на транспорте: учебник / Ю.В.Буралев, Е.И.Павлова. – М. : Транспорт, 2001. – 200 с.
10. http://www.vseinstrumenti.ru
11. http://www.220-volt.ru
Дата добавления: 2018-04-15; просмотров: 473; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!