Та конструювання зуборізного інструменту
Мета заняття:для заданих умов обробки розрахувати необхідні параметри зуборізного інструменту, що забезпечує високу продуктивність обробки
Хід роботи
Дискові зуборізні (модульні) фрези виконують для кожного модуля наборами з 8, 15 або 26 фрез. Для побудови контура профілю зуба модульних фрез ВНІЇ Інструмент запропонував спеціальні таблиці (таблиця. 3, 4) значень координат х і у для будь-якої крапки профілю фрези, які відраховуються від дна впадини зуба, координат хц центрів закруглень по впадині зуба, радіусов закруглень R, а потім крапок координат В, C, D, Е профілів зуба. Координати крапок Н5 і S5 є останніми крапками профіля шаблону для затиловочного різця. Профіль типа I (рис. 14) призначений для фрез № 1—5. Цей профіль складається з дуги кола АВ, відрізка прямої ВС і евольвенти СЕ.
Профіль типа II призначений для фрез № 6—8. Цей профіль складається з відрізка прямої лінії ОА, дуги кола АВ і евольвенти ВDE. Приведені в таблиці значення координат х і y наведені для модуля m = 100мм. Для інших значень модуля табличні значення треба розділити на 100 і помножити на модуль нарізаємого колеса.
Виконання роботи
1 Необхідно вибрати вихідні дані з таблиць 2,3,4 та заповнити таблицю 1 вихідних даних для того, щоб побудувати профіль дискової модульної фрези.
Таблиця 1 – Вихідні дані
| Номер фрези у наборі | Координати крапок х, у евольвентної частини профіля
| Число зубців колеса, що нарізають | Координати крапок неевольвентних елементів профіля | Координати крапок евольвенти | |||||||||||||||
| х | у | крапка В | крапка С | центр кола | крапка D | крапка Е | |||||||||||||
| Н1 | S1 | H2 | S2 | хц | уц | H3 | S3 | H4 | S4 | ||||||||||
|
|
|
|
| ||||||||||||||||
2 Необхідно побудувати профіль дискової модульної фрези типу I та II (рис. 1).
Індивідуальне завдання
Таблиця 2 - Вихідні данні
| № вар | Номер фрези у наборі | Модуль фрези m, мм | Номер строки для координат крапок х, у евольвентної частини профіля дискових модульних фрез |
| 1 | 1,8 | 100 | 25 |
| 2 | 2,7 | 100 | 24 |
| 3 | 3,6 | 100 | 23 |
| 4 | 4,7 | 100 | 22 |
| 5 | 5,6 | 100 | 21 |
| 6 | 6,1 | 100 | 20 |
| 7 | 7,1 | 100 | 19 |
| 8 | 8,2 | 100 | 18 |
| 9 | 3,7 | 100 | 17 |
| 10 | 4,6 | 100 | 16 |
| 11 | 5,8 | 100 | 15 |
| 12 | 6,1 | 100 | 14 |
| 13 | 7,3 | 100 | 13 |
| 14 | 8,4 | 100 | 12 |
| 15 | 5,7 | 100 | 11 |
| 16 | 6,2 | 100 | 10 |
| 17 | 7,2 | 100 | 9 |
Продовження таблиці 2
| 18 | 8,3 | 100 | 8 |
| 19 | 1,7 | 100 | 7 |
| 20 | 2,6 | 100 | 6 |
| 21 | 3,8 | 100 | 5 |
| 22 | 6,2 | 100 | 4 |
| 23 | 7,3 | 100 | 3 |
| 24 | 8,4 | 100 | 2 |
| 25 | 4,6 | 100 | 1 |
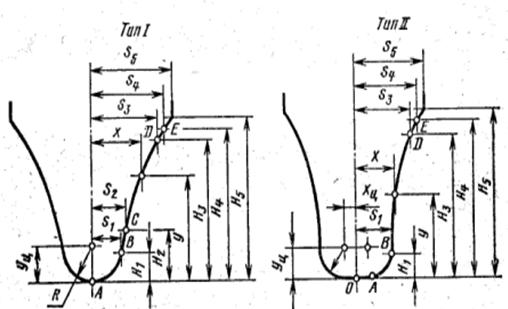
Рисунок 1 – Побудування профілю дискових модульних фрез
|
|
|
Таблиця 3 – Координати, мм, крапок х та у евольвентної частини профіля дискових модульних фрез для m = 100мм
| № строки | Фреза 1 | Фреза 2 | Фреза 3 | Фреза 4 | Фреза 5 | Фреза 6 | Фреза 7 | Фреза 8 | ||||||||
| у | х | у | х | у | х | у | х | у | х | у | х | у | х | у | х | |
| 1 | 90 | 63,73 | 80 | 64,88 | 70 | 62,95 | 60 | 59,39 | 50 | 56,84 | 50 | 55,55 | 40 | 51,60 | 30 | 46,62 |
| 2 | 100 | 71,38 | 90 | 67,70 | 80 | 64,64 | 70 | 61,72 | 60 | 58,88 | 60 | 58,17 | 50 | 55,47 | 40 | 50,25 |
| 3 | 110 | 75,86 | 100 | 71,37 | 90 | 67,65 | 80 | 64,41 | 70 | 61,41 | 70 | 61,06 | 60 | 57,18 | 50 | 53,59 |
| 4 | 120 | 81,08 | 110 | 75,69 | 100 | 71,34 | 90 | 64,59 | 80 | 64,20 | 80 | 63,73 | 70 | 60,77 | 60 | 57,08 |
| 5 | 130 | 86,97 | 120 | 80,61 | 110 | 75,51 | 100 | 71,27 | 90 | 67,64 | 90 | 67,64 | 80 | 64,14 | 70 | 60,51 |
| 6 | 140 | 93,52 | 130 | 86,11 | 120 | 80,17 | 110 | 75,31 | 100 | 71,31 | 100 | 71,25 | 90 | 67,64 | 80 | 64,04 |
| 7 | 150 | 100,77 | 140 | 92,17 | 130 | 85,29 | 120 | 79,76 | 110 | 75,27 | 110 | 75,15 | 100 | 71,29 | 90 | 67,60 |
| 8 | 160 | 108,60 | 150 | 98,76 | 140 | 90,84 | 130 | 84,56 | 120 | 79,52 | 120 | 79,25 | 110 | 75,05 | 100 | 71,29 |
| 9 | 170 | 117,11 | 160 | 105,91 | 150 | 96,85 | 140 | 89,59 | 130 | 84,08 | 130 | 83,53 | 120 | 78,89 | 110 | 74,99 |
| 10 | 180 | 126,35 | 170 | 113,57 | 160 | 103,25 | 150 | 95,28 | 140 | 88,91 | 140 | 88,04 | 130 | 83,01 | 120 | 78,81 |
| 11 | 190 | 136,31 | 180 | 121,81 | 170 | 110,10 | 160 | 101,03 | 150 | 94,08 | 150 | 92,73 | 140 | 87,20 | 130 | 82,71 |
| 12 | 200 | 147,04 | 190 | 130,59 | 180 | 117,10 | 170 | 107,29 | 160 | 99,41 | 160 | 97,64 | 150 | 91,49 | 140 | 86,39 |
| 13 | 210 | 158,61 | 200 | 139,83 | 190 | 125,07 | 180 | 113,68 | 170 | 105,05 | 170 | 102,70 | 160 | 95,94 | 150 | 90,30 |
| 14 | 220 | 171,06 | 210 | 149,97 | 200 | 133,24 | 190 | 120,52 | 180 | 110,95 | 180 | 108,05 | 170 | 100,50 | 160 | 94,22 |
| 15 | 230 | 184,36 | 220 | 160,59 | 210 | 141,81 | 200 | 127,70 | 190 | 117,11 | 190 | 113,54 | 180 | 105,20 | 170 | 98,21 |
| 16 | 240 | 198,84 | 230 | 171,91 | 220 | 150,87 | 210 | 135,19 | 200 | 123,54 | 200 | 119,19 | 190 | 109,99 | 180 | 102,29 |
| 17 | 250 | 214,64 | 240 | 183,95 | 230 | 160,41 | 220 | 143,03 | 210 | 130,24 | 210 | 125,07 | 200 | 114,93 | 190 | 105,72 |
| 18 | 260 | 231,73 | 250 | 196,85 | 240 | 170,40 | 230 | 151,23 | 220 | 137,20 | 220 | 131,14 | 210 | 119,96 | 200 | 110,60 |
| 19 | 270 | 250,46 | 260 | 210,37 | 250 | 180,90 | 240 | 159,78 | 230 | 144,42 | 230 | 137,88 | 220 | 125,09 | 210 | 114,85 |
| 20 | - | - | 270 | 224,35 | 260 | 191,90 | 250 | 168,87 | 240 | 151,90 | 240 | 143,80 | 230 | 130,40 | 220 | 119,07 |
| 21 | - | - | - | - | 270 | 203,53 | 260 | 117,96 | 250 | 159,65 | 250 | 150,42 | 240 | 135,80 | 230 | 123,33 |
|
|
|
Продовження таблиці 3
| 22 | - | - | - | - | - | - | 270 | 187,60 | 260 | 167,67 | 260 | 157,25 | 250 | 141,27 | 240 | 127,78 |
| 23 | - | - | - | - | - | - | - | - | 270 | 175,97 | 270 | 164,22 | 260 | 146,94 | 250 | 132,13 |
| 24 | - | - | - | - | - | - | - | - | - | - | - | - | 270 | 152,69 | 260 | 136,54 |
| 25 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 270 | 141,12 |
|
|
|
Таблиця 4 – Коефіцієнти для визначення координат крапок В, С, D та Е (рис. 14) профіля дискової модульної фрези для модуля 100 мм (розміри в мм)
| № фрези | Число зубців колеса, що нарізають | Координати крапок неевольвентних елементів профіля | Координати крапок евольвенти | ||||||||
| крапка В | крапка С | центр кола | крапка D | крапка Е | |||||||
| Н1 | S1 | H2 | S2 | хц | уц | H3 | S3 | H4 | S4 | ||
| 1 | 12-13 | 58,78 | 64,12 | 85,88 | 66.52 | 0 | 64.39 | 203.51 | 151.02 | 210 | 158.61 |
| 2 | 14-16 | 57,44 | 62,28 | 78,28 | 64.51 | 62.92 | 206.49 | 146.38 | 160.59 | ||
| 3 | 17-20 | 55,83 | 60,93 | 67,26 | 61.93 | 61.16 | 209.42 | 141.41 | 220 | 150.87 | |
| 4 | 21-25 | 51,51 | 58,53 | 57,16 | 59.25 | 59.01 | 211.86 | 136.76 | 151.23 | ||
| 5 | 26-34 | 47,55 | 56,42 | 49,75 | 56.80 | 57.25 | 213.69 | 132.76 | 144.42 | ||
| 6 | 35-54 | 41,80 | 53,65 | - | - | 1.67 | 53.21 | 215.54 | 128.42 | 137.38 | |
| 7 | 55-134 | 33,75 | 49,89 | - | - | 5.78 | 45.70 | 217.31 | 123.68 | 230 | 130.40 |
| 8 | 135 - рейка | 25,50 | 45,45 | - | - | 10.34 | 36.93 | 218.97 | 118.59 | 123.33 | |
Практичне заняття №10
Розрахунок режимів різання при шліфуванні
Мета заняття:для заданих умов обробки визначити режим різання, що враховує можливості верстата і інструменту, а також виконання технічних вимог на виготовлення деталі, забезпечує високу продуктивність обробки
Виконання роботи
Вибір устаткування
При виборі типа і моделі верстата необхідно враховувати вигляд шліфування, габаритні розміри деталі, точність розмірів після обробки і шорсткість обробленої поверхні.
Модель верстата вибирають по / 1, табл.18...24, с.29...40/.
Вибір характеристик шліфувального круга
Абразивний матеріал вибирають по /1, с.242...244 / в залежності від властивостей оброблюваного матеріалу і вигляду шліфування.
Зернистість абразивного матеріалу вибирають по /I, таблиця. 161...165, с.245...246/ залежно від вигляду шліфування і шорсткості. Необхідно вибрати розмір зерна основної фракції, а також процентний вміст основної фракції.
Твердість абразивного круга вибирають по /I, с.247...249/ залежно від вигляду шліфування і властивостей оброблюваного матеріалу. При виборі твердості необхідно враховувати, що твердість визначається кількістю і властивостями зв'язки, введеної в інструмент.
Структуру абразивного інструменту вибирають по / 1, табл.167, с.249/.
Зв'язку вибирають по /1, с.247...248 / залежно від вигляду шліфування. При виборі в'язки необхідно пам'ятати, що вона визначає точність і твердість абразивного інструменту і робить великий вплив на режими, продуктивність і якість обробки.
Форму абразивного інструменту вибирають по /1, табл.169, с. 252...253/ залежно від вигляду шліфування.
Розміри абразивного інструменту вибирають по / 1,табл. 170... 171, с.253...254 / з врахуванням вибраної моделі верстата.
Після вибору всіх характеристик абразивного інструменту студент повинен дати ескіз даного інструменту і його маркування відповідно до вимог ДСТ 2424-75.
Визначення глибини різання
Глибину різання при круглому шліфуванні визначають величиною поперечної подачі, а при плоскому шліфуванні величиною вертикальної подачі шліфувальної бабки за один хід столу. Величину подач, що
рекомендуються, визначають по /1, табл.55, с.301,,.302/ залежно від вигляду шліфування і якості обробленої поверхні. Отримане значення подач коректують по паспорту верстата, набуваючи найближчого меншого значення.
Дата добавления: 2018-04-05; просмотров: 262; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!