ИССЛЕДОВАНИЕ ПРОЦЕССА ФОРМООБРАЗОВАНИЯ ПОКОВКИ
ШТАМПУЕМОЙ ВЫДАВЛИВАНИЕМ В РАЗЪЕМНЫХ МАТРИЦАХ
ЦЕЛЬ РАБОТЫ
1. Выявить различие в характере процесса формообразования поковки, штампуемой из заготовок различного диаметра.
2. Составить качественную картину изменения требуемой силы деформирования в зависимости от размера заготовки.
ТЕОРИЯ ВОПРОСА
Штамповка в разъёмных матрицах представляет собой процесс закрытой штамповки, при котором формообразование поковки протекает в основном за счёт истечения (выдавливания) металла из основной камеры с образованием стержневого элемента или элементов той или иной формы. Различают сложное и простое истечение металла. Под сложным истечением понимается несколько видов течения металла, протекающих одновременно: прямое, обратное и боковое. Под простым истечением понимается какой-то один вид течения металла.
В настоящей работе исследуется кинетика течения металла для штамповки поковки с боковым отростком при простом истечении. Ее конфигурация приведена на рис.10.

Рис.10. Эскиз поковки
Кинетика течения металла, а следовательно, и силовые параметры процесса во многом зависят от формы и размеров поперечного сечения выдавливаемого стержневого элемента и относительного поперечного размера исходной заготовки (рис. 11). При этом процесс формообразования поковки протекает тем легче, чем больше поперечное сечение стержневого элемента и меньше относительный поперечный размер исходной заготовки.
|
|
|
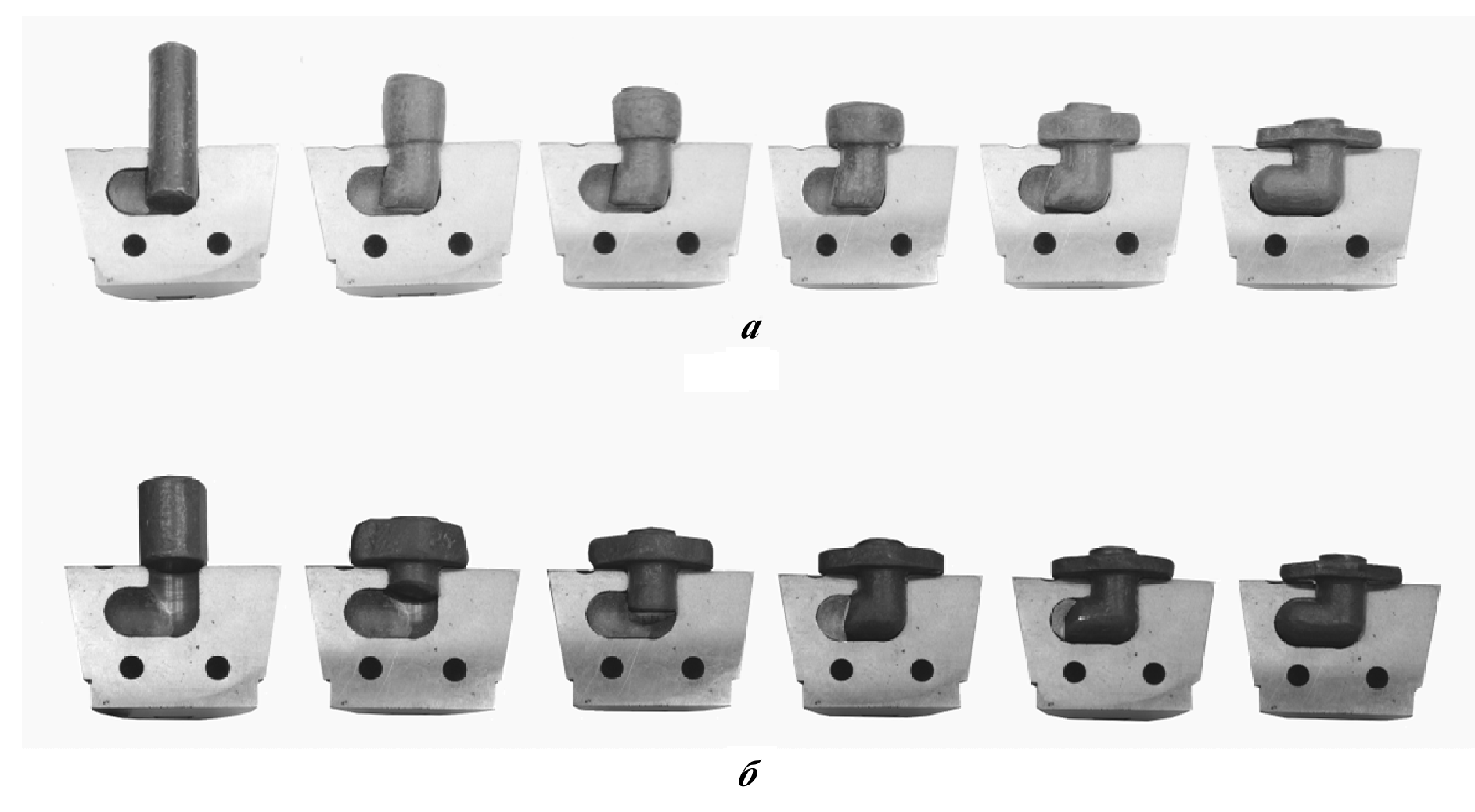
Рис. 11. Кинетика истечения металла при штамповке заготовки
а - 18 мм; б – 25 мм
Исходя из формы, размеров штампуемой поковки и конструкции штампа (рис.12), диапазон значений диаметров исходной заготовки обусловливается: с одной стороны внутренним диаметром полости стержневого отверстия  , а с другой стороны - наибольшей шириной фланца поковки
, а с другой стороны - наибольшей шириной фланца поковки  , и подсчитывается по выражениям:
, и подсчитывается по выражениям:
- для наибольшего диаметра
   - -  , ,
| (4.1) |
- для наименьшего диаметра
   - -  , ,
| (4.2) |
где  = 26 мм (рис.10);
= 26 мм (рис.10);  - односторонний зазор между заготовкой и внутренним контуром контейнера и полости стержневого элемента, который принимается в пределах 0,5
- односторонний зазор между заготовкой и внутренним контуром контейнера и полости стержневого элемента, который принимается в пределах 0,5  1,0 мм;
1,0 мм;

а
б
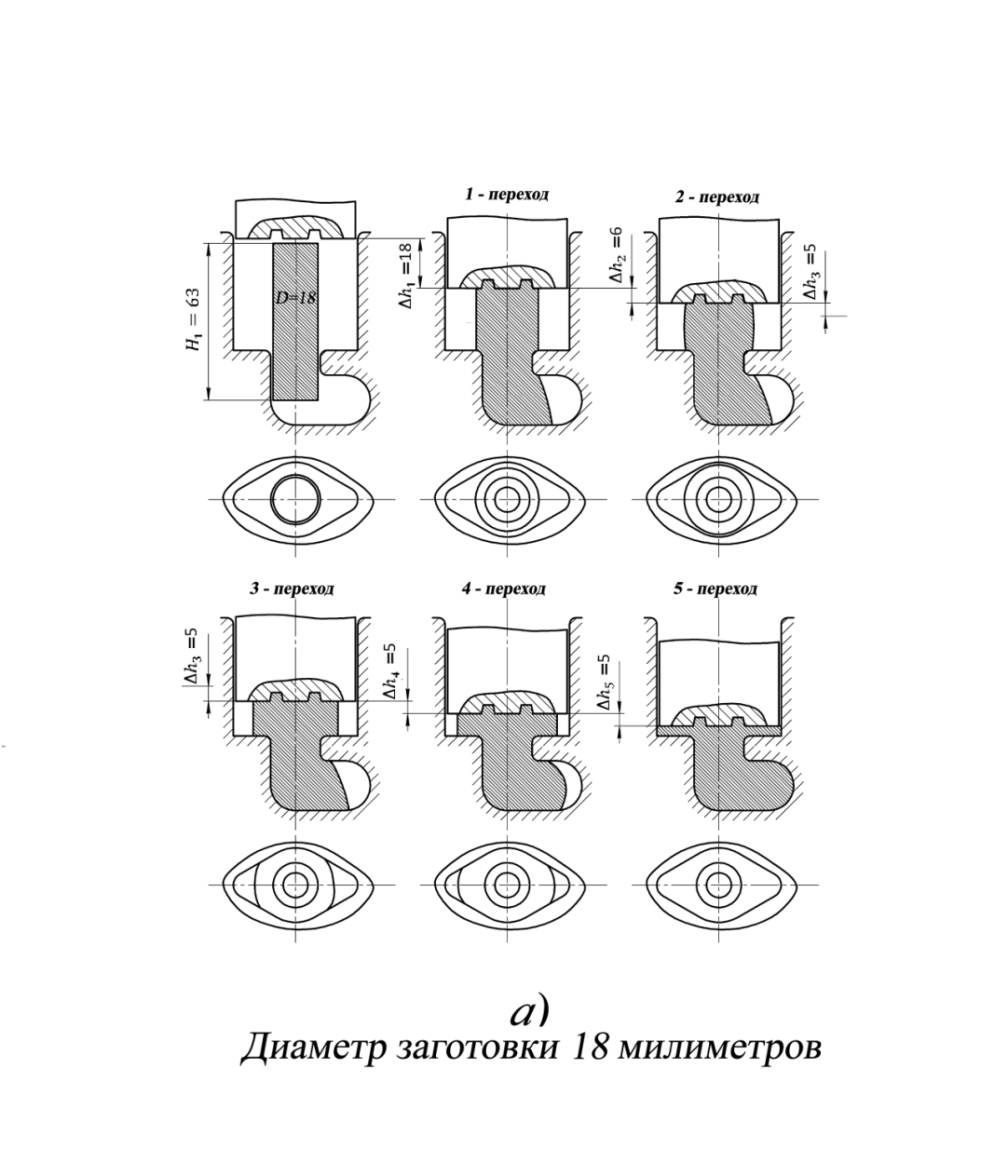
Рис. 12. Последовательности формообразования поковки при штамповке из заготовок диаметром:
а - 18 мм; б – 25 мм

а б
Рис.12. Картина процесса формирования поковки из заготовки:
а) - диаметр заготовки 18 мм; б) - диаметр заготовки 25 мм
Длина заготовки  подсчитывается по формуле
подсчитывается по формуле

| (4.3) |
где  - площадь поперечного сечения заготовки;
- площадь поперечного сечения заготовки;
|
|
|
 - объём поковки с учётом коэффициента объёмного расширения и потерь металла на торцевой заусенец.
- объём поковки с учётом коэффициента объёмного расширения и потерь металла на торцевой заусенец.

Рис.14. Схема штампа для выдавливания
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ОСНАЩЕНИЕ РАБОТЫ
1. Пресс фрикционный.
2. Штамп с разъемными матрицами.
3. Образцы свинцовые двух различных диаметров по 4 шт. каждого размера.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Определить объем поковки  .
.
2.Определить расчетный объем поковки  .
.
Если плоскость штампа для штамповки выполнена под горячую штамповку, а объем поковки  подсчитывается по "холодным" размерам (без учета усадки), то найденный объем поковки следует увеличить на коэффициент объемного расширения а = 1,03375 и прибавить объем металла на торцевой заусенец в размере 1% от , т.е. расчетный объем поковки равен
подсчитывается по "холодным" размерам (без учета усадки), то найденный объем поковки следует увеличить на коэффициент объемного расширения а = 1,03375 и прибавить объем металла на торцевой заусенец в размере 1% от , т.е. расчетный объем поковки равен

| (4.4) |
3. Установить наибольший  и наименьший
и наименьший  диаметры заготовки.
диаметры заготовки.
4. Подсчитать длину заготовки  для образцов наибольшего
для образцов наибольшего  и наименьшего
и наименьшего  диаметров.
диаметров.
5. Отрезать по четыре образца каждого диаметра и отштамповать.
6. Осмотреть и составить эскизы деформированных образцов.
7. Построить график работы по деформированию образцов минимального и максимального диаметров (график должен отражать качественную картину).
|
|
|
8. Сделать выводы о характере течения металла и формоизменения поковки в зависимости от диаметра исходной заготовки, а также относительно оптимальных размеров заготовки
СОДЕРЖАНИЕ ОТЧЕТА
1. Цель работы;
2. Порядок выполнения работы;
3. Эскизы процесса формообразования поковки по переходам для заготовок двух различных диаметров. График изменения требуемой силы деформирования при выдавливании заготовок двух диаметров;
4. Выводы.
КОНТРОЛЬНЫЕ ВОПРСЫ
1. Дать оценку изменения схем напряжённого состояния деформируемого металла при первом и втором вариантах заготовок.
2. Какой вариант выдавливания из двух размеров заготовок является наиболее оптимальным.
ЖУРНАЛ ИСПЫТАНИЙ
Размеры исходного образца при деформации поковки выдавливанием в разъемных матрицах: высота  = …
= …  ; диаметр
; диаметр  = …
= …  ; объем
; объем
 = …
= …  .
.
Таблица 4.1
| № перехода | 
| 
| 
|
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 |
Таблица 4.2
| № перехода |
|
| 
|
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 |
Дата добавления: 2018-04-05; просмотров: 596; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!