Виды инструментов для контроля параллельности и перпендикулярности деталей узлов
| Инструменты | Область применения | Точность поверки, мм, отнесенная к 1 м длины |
| Уровень | Проверка параллельности горизонтальных плоскостей без контроля расстояния между ними; проверка совпадения осей любой длины в горизонтальной плоскости | 0,01-0,12 0,02-0,05 |
| Штихмас | Параллельность плоскостей и осей любой длины, удаленных одна от другой на расстояние до 1500 мм | 0,05 |
| Струна и штихмас | Параллельность оси или оси и плоскости, удаленных одна от другой на расстояние до 1500 мм | - |
| Штангенрейсмус | Параллельность поверхности шириной до 100 мм при расстоянии до 1000 мм | 0,47—0,07 |
| Индикатор на штативе | То же, шириной до 200 мм при расстоянии между базами до 500 мм | 0,015 — 0,02 |
| Угольник | Перпендикулярность поверхностей длиной до 2000 мм | 0,05-0,2 |
| Индикатор и угольник | Перпендикулярность поверхностей длиной до 2000 мм | 0,03-0,16 |
| Уровень группы I и II | То же, до 5000 мм | 0,02—0,06 |
| Индикатор на оправке | Измерение длины оси до 300 мм | 0,015 — 0,02 |
Выверка корпуса вращающейся печи
Выверка корпуса печи — весьма ответственная контрольная операция. От прямолинейности, жесткости и прочности корпуса зависит бесперебойная работа всей печи.
На рис. 27 показана схема поверочной стендовой контрольной сборки корпуса вращающейся печи. Каждый монтажный стык оснащают минимум четырьмя планками, соединенными одним блоком при помощи сварки и соединяемыми с соседним блоком чистовыми болтами.
|
|
|
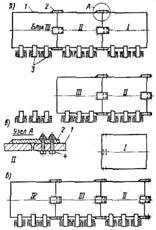 |
Рис. 27. Стендовая контрольная сборка корпуса вращающейся печи
а, б, в – стадии сборки; I, II, III, IV – блоки; 1 – блок обечаек; 2 – планки; 3 – роликовый стенд; 4 – чистовые болты
После подгонки и соединения таким способом нескольких монтажных блоков на выверенном роликовом стенде длиной около 50 м всю секцию сдвигают вправо на длину блока, который отсоединяют (рис. 27,б). К блоку III подгоняют и присоединяют блок IV (рис. 27,в), а затем цикл повторяется.
Для проверки правильности положения торцовых кромок обечаек пользуются инструментом ИГЦО-3 со специальной оптической насадкой.
Выверяют обечайки в блоке световым методом, а полностью смонтированный корпус – или по струнам, натянутым вдоль корпуса, или с помощью теодолита, устанавливаемого параллельно верхней образующей корпуса и нивелирной рейки.
Для выпрямления оси блока на стыках обечаек необходимо удалить часть корпуса – вырезать клинья, размеры и расположение которых определяют аналитическим или графическим методами.
|
|
|
Дата добавления: 2018-02-28; просмотров: 2832; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!