Для обрабатываемой поверхности
Черновая обточка за один проход ТО=0,00017Dl
Черновая подрезка торца за
один проход ТО=0,00063(D2-d2)
Черновое и чистовое обтачивание
фасонным резцом ТО=0,000037(D2-d2)
Шлифование отверстия
черновое ТО=0,00007dl
Сверление отверстия ТО=0,00052dl
Черновое растачивание отверстия
за один проход ТО=0,0002dl
Строгание черновое на продольно-
строгальном станке ТО=0,000065вl
Фрезерование черновое торцевой фрезой
за один проход ТО=0,006l
Фрезерование черновое цилиндрической
фрезой за один проход ТО=0,007l
Шлифование плоскости торцом круга ТО=0,0025 l
Здесь d – диаметр отверстия (наименьший), мм;
D – диаметр обрабатываемого торца, мм;
(D – d) – разность наибольшего и наименьшего диаметров обрабатываемого торца;
l – длина обрабатываемой поверхности, мм;
в – ширина обрабатываемой поверхности, мм.
Примечание. При обработке жаропрочных сплавов основное технологическое время ТО следует увеличить на 20-30%, а при обработке высокопрочных сталей и титановых сплавов на 10-20%.
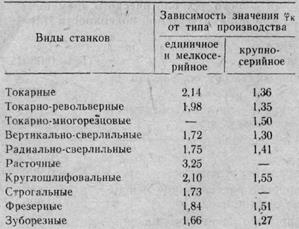
Штучно-калькуляционное время рассчитывается по уравнению

Значения коэффициента φК приведены в табл. 13.
Таблица 1
Приложение 4
Дата добавления: 2015-12-20; просмотров: 17; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!