Электрошлаковое литье. РИС
Процесс плавления и зам-вания проходит одновременно.
В начале процесса водоохлаждаемый медный кристаллизатор 6 заливают предварит. расплавленный шлак 4. Электрический ток подводится к переплавляемым электродам 7 и затравке 1, находящейся в нижней части кристализ. Шлаковая ванна обладает малой электропроводностью, поэтому при прохождении через нее эл.тока выделяется большое количество теплоты. Шлаковая ванна нагревается до температуры 1973 С благодаря чему через погруженные в нее концы электродов оплавляются. Капли расплавленного металла проходят через ванну, собираются в зоне кристаллизации, образуя над слоем шлака металлич.ванну расплава 3, кот. непрерывно пополняется в верхней части расплавом от плавящихся электродов и последовательно затверд. в нижней части кристаллизатора.
При получении отливки 2, электроды 7 по мере их плавления поднимают вверх. Для образования в отливки внутренней полости устанавливают металлический стержень 5, который поднимается вверх. Сущность процесса заключается в том, что плавка по времени и месту совмещены заполнением литейной формы. Отливка постепенно направляется к литейной форме. Литейная форма выполняет 2 функции, служит для формирования отливки. Используется для получения фасонных отливок из специальных сталей и сплавов и отливки ответственного назначения, к которым предъявляются высокие требования технологических свойств и качества.
|
|
|
Отливки типа цилиндров, трубы круглого и овального сечения, корпуса задвижек, тепловых и атомных ЭС. Сосуды сверхвысокого давления, шатуны и др.
Непрерывное литье
Жидкий металл равномерно и непрерывно в охлаждаемую форму кристаллизатор (2) с одного конца и в виде затвердевшего прутка вытягивают спец. мех-мом с другого конца вследствии чего создаются условия для непрерывного затвердевания отливки. Отливки плотные без усадочных раковин с высокими мех. св-ми.
Поддон (4) с затравкой (5) устанавл. в нижней части кристаллизатора.
Подается из ковша (1) в литейную полость (6).
Толщина 10-16 мм. Скорость 0,75-1 м/мин.
В процессе литья - непрерывное извлечение трубы из кристаллизатора что обеспечивает высокую прочность. Качество отливок соответствует литью в металлические формы. Трубы Ф до 0,8 м и до l = 10м.
«+»1. Получение отливок различного поперечного сечения неограниченной длины, увеличение выхода годного, меньше расходов на изготовление литейных форм. 2. Автоматизация процессов разливки металлов, полное исключение трудоемкости операций. Санитарные нормы.
«-» Увеличивается интенсивность охлаждения расплава, что приводит к внутренним напряжениям.
|
|
|
Литье выжиманием
Сущность в том, что для улучшения заполняемости литейной формы и повышения качества отливки, процесс осуществляется таким образом, что геом. размеры и форма отливки изменяются по мере заполнения литейной формы расплавом. Это позволяет уменьшать потери теплоты расплавом и наилучшим образом осуществлять заполнение литейной формы для получения тонкостенных и крупногабаритных отливок.
Процесс может осуществляться 2я способами:
1. Поворотом половины литейной формы относительно неподвижной оси.
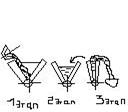 2. Плоскопараллельным перемещением одной из 2х полуформ.
2. Плоскопараллельным перемещением одной из 2х полуформ.
После подготовки и сборки формы осуществляют заливку расплавав нижнюю часть метало-приемника литейной установки 1 этап, затем эту форму поворачивают 2 этап и раслав поднимается в установке, заполняя полость между полуформами и боковыми стенками, закрывающих установку с торцов.В наст. момент сближ. полуформ конфигурация объема расплава такова, что потери теплоты их в форме мин. В момент же окончания сближения полуформ этап 3 расстояние между ними соответствует толщине стенки отливки, а излишки металла сливаются в приемный тигель.После затвердевания отливки подвижная полуформа возвращается в исходное состояние, а отливка извлекается из установки, т.о. получают отливки с малой толщиной стенки до 2 мм и значительной площадью 1000х3000 (панели, детали сателлитов)(Al 2, Al4, Al 6, Mn 5).Отливки имеют хорошую структуру, механические свойства. Благодаря тому что формировании отливки процесс одновременно с заполнением лит. форм и заканчивается в момент ее заполнения. Выход годного не велик 8-10%. Процесс имеет малую трудоемкость. Позволяет произвести замену клепанных и сварных изделий.
Дата добавления: 2015-12-20; просмотров: 96; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!