Дуо- Трио- Кварто- Многовалковые
Лекция №11
ОСОБЕННОСТИ изготовления МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Машиностроительный профиль – это длинномерная заготовка, имеющая по длине либо постоянную, либо периодически изменяющуюся форму поперечного сечения.
Форма поперечного сечения – называется профилем.
Способы изготовления машиностроительных профилей: прокатка, волочение, прессование.

Прокатное производство.
Прокатка – технологический процесс получения заготовки заданной формы и размеров путем пластического деформирования металла вращающимися валками.
Прокатка отличается высокой производительностью и является наиболее распространенным видом обработки металлов давлением (Скорость прокатки: проволоки – 30 м/сек, рельс – 5 м/сек).
При прокатке уменьшается и изменяется форма поперечного сечения и увеличивается длина заготовка.
Продукция прокатного производства отличается многообразием, как по типоразмерам, так и по форме поперечного сечения.
Совокупность различных профилей и их размеров называется сортаментом.
Сортамент включает в себя.


 |
|
|


|

|
|
|

Профили сортового проката (а) и примеры периодического проката (б)
Различают три способа прокатка.
Продольная прокатка.

Схема продольной прокатки
При продольной прокатке валки вращаются в разные стороны, а заготовка поступательно перемещается перпендикулярно к оси вращения валков.
Зона а-б-в-г – зона пластического деформирования металла
Условия захвата заготовки валками при продольной прокатке.
На заготовку в начале процесса при соприкосновении с валками действуют сила реакции N – отталкивающая сила и сила трения Fтр – сила, втягивающая заготовку в валки.
Втягивание заготовки в зазор между валками может осуществиться только при условии, когда проекция силы трения на ось Х будет больше проекции на эту же ось силы реакции.
|
 Fтр cosα > Nsin α Fтр = fтр х N
Fтр cosα > Nsin α Fтр = fтр х N
α – угол захвата, fтр – коэффициент трения
Поперечная прокатка.


Схема поперечной прокатки Схема поперечной прокатки зубчатых колес
1 – валки, 2 - заготовка
|
|
|
При поперечной прокатке валки с параллельными осями вращаются в одну сторону, приводя во вращения заготовку, которая поджимается к валкам и пластически деформируется вдоль валков.
Поперечно – винтовая (косая) прокатка.
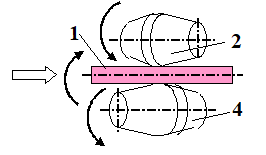
Схема поперечно – винтовой прокатки.
При поперечно-винтовой прокатке валки расположены под углом к друг другу, они вращаются в одну сторону, а заготовка вращается в противоположную сторону и поступательно перемещается.

Валки 2 и 4 вращаются в одном направлении, в результате заготовка 1 получает вращательное движение. Для осевого перемещения оси валков располагают под углом к оси вращения. От вылета из валков заготовка предохраняется центрирующими упорами 3.
Процесс прокатки характеризуется коэффициентом (степенью) обжатия – Н0/Нк

 Н0 Нк
Н0 Нк
 |
Производительность прокатки определяется:
- условием захвата заготовка валками;
- прочностью валков;
- технологическими свойствами материала заготовки.
Чем больше степень обжатия, тем больше производительность процесса.
Инструмент при прокатке.
Инструментом при прокатке являются валки, которые состоят:
- бочка (рабочая поверхность инструмента);
|
|
|
- шейки (зона крепления инструмента в подшипниках);
- трефы (зона передачи крутящего момента от привода).

Рабочая поверхность может быть гладкой – для прокатки листов, и с вырезом. Вырез на рабочей поверхности валка называется – ручьем.
Ручей – вырез на рабочей поверхности инструмента.
Пространство между вырезами верхнего и нижнего валков называется – калибром.
Калибр – пространство между вырезами верхнего и нижнего валков.
Калибры подразделяются:
- на открытые и закрытые;

- обжимные калибры: предназначены только для уменьшения площади поперечного сечения;
- калибры для получения сортового проката подразделяются на:
- черновые – для уменьшения площади поперечного сечения заготовки и изменения формы ее поперечного сечения (форма, постепенно приближаясь к форме готового профиля);
- предотделочный и чистовой – для получения окончательных размеров и формы.
В качестве примера на рисунке представлены виды калибров предназначенных для прокатки рельсов

Оборудование для прокатки.
Оборудование, на котором осуществляется технологический процесс прокатки, называется - прокатный стан.
Основные элементы прокатного стана.
|
|
|

Классификация прокатных станов осуществляется по трем признакам.
- По количеству и расположению валков в рабочих клетях.
 | |||||||
 | |||||||
 | |||||||
 | |||||||



 | |||||
 | |||||
 | |||||
Дуо- Трио- Кварто- Многовалковые
Реверсивные Реверсивные (6, 12, 20 и более валков)
Нереверсивные Нереверсивные Широкие и тонкие листы-
высокая жесткость

- По числу и расположению рабочих клетей: одноклетьевые, двухклетьевые и т. д., станы с горизонтально, вертикально и косо расположенными валками.
- По назначению: заготовительные станы – для получения заготовок и станы для выпуска готового проката: рельсобалочные, проволочные, штрипсовые и др.

Дата добавления: 2022-06-11; просмотров: 121; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!