Сверление отверстий в линзах для безободковых оправ
Сверления отверстий в линзах для дальнейшей сборки в или безободковые оправы выполняется на сверлильных станках.
(Рисунок 1)
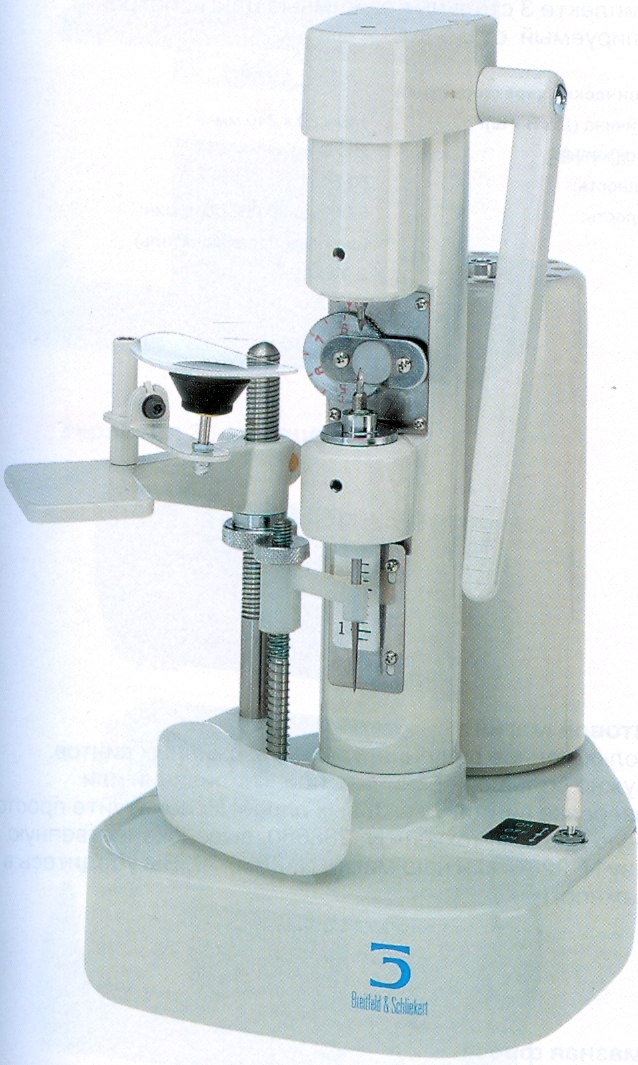
Рисунок 1. Сверлильный станок
Для точного сверления отверстий необходимо выполнить разметку.
Для разметки очковой линзы необходимо:
1. Обернуть обе поверхности линзы липкой лентой, чтобы защитить её от каких-либо случайных царапин.
2. Поместить демо-линзу, снятую с оправы, поверх линзы, в которой сверлятся отверстия и жестко прикрепить обе линзы друг к другу липкой лентой.
3. Отметить маркером точки на линзе через отверстия демо-линзы (рисунок 2)
4. Удалить демо-линзу и убедиться, что точки на очковую линзу нанесены правильно. Это можно сделать, прикладывая каждую часть оправы к линзе, как показано на рисунке 3.
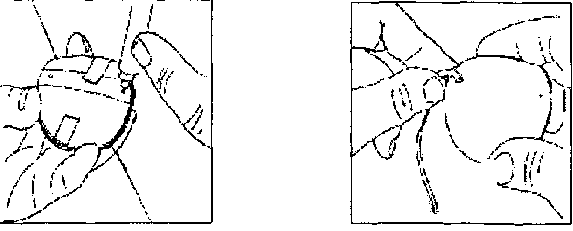
Рисунок 2. Рисунок 3.
При сверлении линзы необходимо:
1. Положить кромку линзы на контрольную прокладку и установить положение линзы, вращая шкалу позиционирования так, чтобы вершины сверлильных головок вышли точно на точку сверления, отмеченную на линзе (рисунок 4).
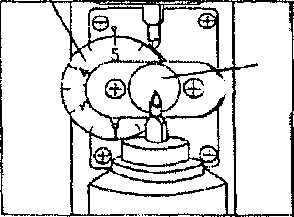
Рисунок 4
2.Придерживать линзу рукой и сохранять горизонтальной поверхность, на которой сверлится отверстие. Отрегулировать высоту упора руки, вращая рукоятку, расположенную под упором, чтобы можно было установить руку в удобном положении.
3.Включить станок и сделать небольшое пробное отверстие в размеченной точке линзы, осторожно нажимая на рукоятку (рисунок 5). Затем убедиться, что пробное отверстие располагается в нужном месте.
|
|
|
4.Убедившись в правильном расположении пробного отверстия, просверлить сквозное отверстие.
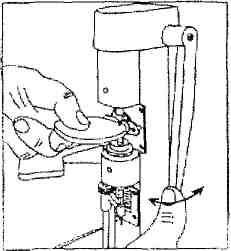
Рисунок 5.
Сверлильные станки современных конструкций позволяют производить сверление как одной, так и сразу двух линз (рисунок 6). Рабочий стол таких станков оснащен скользящей платформой. Установка линз производится в специальные центрирующие втулки. При этом блоки, на которых производилась обработка края линзы, не снимают. Такая фиксация линз является наиболее удобной. Для более точного сверления отверстий в станках предусмотрен наклон линзы по отношению к сверлу. Таким образом, можно просверлить отверстия под одинаковым углом на обеих линзах. Специальные оцифрованные рукоятки позволяют перемещать скользящую платформу по горизонтали и вертикали, и, таким образом, ориентировать линзу по отношению к сверлу. Если производится установка сразу двух линз отверстия будут расположены на одной горизонтали параллельно средней линии оправы. Это в дальнейшем упростит сборку.

Рисунок 6.
Сборка очков
Методика сборки очков зависит от материала рамки оправы.
|
|
|
Установка линз в пластмассовые оправы производится после разогрева ободков оправы до эластичного состояния. Нагрев осуществляется в потоке горячего воздуха, нагретого феном или в стеклярусном нагревателе (рисунок 1).


Рисунок 1. Нагреватели оправ
Установка линз в металлические оправы осуществляется путем свинчивания букс оправы винтом. При этом линза вставляется в фацетную канавку ободка. Если винт до конца завернуть невозможно из-за несоответствия размера линзы размеру ободка, то следует произвести подшлифовку линзы. Необходимо помнить, что перед сборкой в металлическую оправу производится предварительная выправка ободков с помощью искривляющих щипцов(рисунок 2). В противном случае в линзах будут возникать внутренние напряжения, которые приводят к раскалыванию стекла и образованию радиальных трещин. Буксы ободков должны быть стянуты плотно, без зазора. Конец винта должен выступать не более, чем на 0,5 мм.
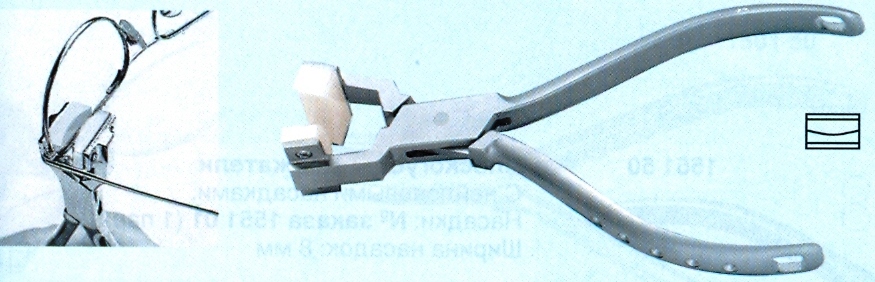
Рисунок 2. Искривляющие щипцы

Рисунок 3. Отвёртки используемые для сборки металлических оправ.
В безободковых (рисунок 5.1) металлических оправах перед сборкой необходимо вывинтить крепежные винты, а затем установить линзы по отверстиям в оправе и закрепить их винтами. Для этой операции используются торцевые ключи.(рисунок 4)
|
|
|

Рисунок 4. Набор торцевых ключей.
Между головкой винта и линзой следует предусмотреть прокладку 2-х шайб: мягкой пластмассовой и металлической.
1  2
2 
Рисунок 5. Крепление линз в безободковые и полуободковые оправы
Полуободковые оправы представляют собой часть ободков соединенных переносицей (рисунок 5.2).
Сборка зависит от конструкции и способа крепления линз. При сборке очков в оправу на леске, леску натягивают на линзу специальным инструментом (рисунок 6) или пластиковой либо тканной лентой размером примерно 6 х 0.5см. При сборке необходимо следить соответствует ли размер линзы размеру проёма ободка. В случае если линза имеет больший размер можно перетянуть и порвать леску при установке.

Рисунок 6. Инструмент для сборки очков в полуободковую лесковую оправу.
Установка линз в комбинированные оправы зависит от материала рамки, конструкции и может являться совокупностью перечисленных выше методов.
Выправка очков
Выправку рамки производят в случае, если рамка искривлена и ободки несимметричны друг другу.
Выправка пластмассовой оправы производится после нагрева ее до эластичного состояния. Нагрев производится горячим воздухом от оптического фена.
|
|
|
Нагрев рамку, выправить положение ободков руками так, чтобы они были симметричны друг другу относительно вертикальной оси рамки оправы. Проверку симметричности произвести визуально.
Выправку рамки металлической или комбинированной оправы произвести перед сборкой очков с помощью специальных щипцов (рисунок 1).
Если очки изготавливаются с астигматическими, прогрессивными, поляризационнымилинзами, то выправку необходимо произвести до сканирования оправы.
 Выправку безободковых и полуободковых оправ следует производить без линз, чтобы избежать трещин и сколов.
Выправку безободковых и полуободковых оправ следует производить без линз, чтобы избежать трещин и сколов.
Рисунок 1. Набор щипцов для выправки.
Контроль готовых очков
Готовые очки по всем параметрам должны соответствовать
Дата добавления: 2022-01-22; просмотров: 304; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!