Разметка оправы под бифокальные линзы
Рассмотрим особенности разметки оправы дня бифокальных линз.
Бифокальная линза имеет две оптические зоны:
· для дали,
· для близи с четкими границами раздела, поэтому оправа недолжна иметь менее 35мм по вертикали.
для того чтобы очки имели эстетически красивый вид и корригировали зрение на дальнее и ближнее расстояние необходимо выполнить следующие:
1. Подобранную для клиента оправу, обязательно нужно отрегулировать с помощью носовых упоров и заушников. Оправа должна сидеть на лице правильно, с учетом того, что вертексное расстояние не должно превышать 14 мм, а пантоскопический угол- 8-14 градусов, чтобы очки обеспечивали требуемое положение зоны для близи.
2. Клиент надевает оправу и, прикрывая правый глаз, смотрит левым глазом в правый зрачок глаза мастера. При таком положении зрачка маркером ставится разметочная точка па левой фальшлинзе. На правой фальшлинзе разметочная точка ставится, когда клиент, прикрывая левый глаз, смотрит правым ,глазом налевый зрачок мастера. Очень важно, чтобы глаза клиента и мастера находились на одном уровне. После того, как поставлены разметочные точки на фальшлинзе, надо попросить клиента снять оправу и с помощью измерительной линейки измерить расстояние между разметочными точками (оно должно соответствовать указанному в рецепте межзрачковому расстоянию), и измерить расстояние по вертикали от разметочной точки до нижнего края ободка оправы (оно должно быть, не менее 24мм.).
|
|
|
3. Клиенту предлагается опятьнадеть оправу чтобы убедиться, что при свободном взгляде прямо - точки на фальшлинзе совпадают со зрачками клиента. Далее на фальшлинзах маркером отмечается край нижнего века,от уровня нижнего края века наносится пунктирная линия. На уровне этой линии располагаться зона для близи (сегмент). Неправильная разметка или отсутствие ее вовсе, как правило, приводит к жалобам клиента на некомфортное зрение, на недостаточный обзор на близком расстоянии, либо при взглядевперёд мешает расположение сегмента.
Разметка оправы под прогрессивные линзы
Залог успеха в изготовлении очков с прогрессивными линзами зависит не только от точности выписанного рецепта, но и от правильного выбора очковой оправы. Следует соблюдать некоторые правила при подборе оправы.
1. Подбирать оправу, которая обеспечит требуемое расстояние от центра зрачка до нижнего края оправы. На сегодняшний день оно колеблется от 22 до 16 мм, в зависимости от длины коридора прогрессии.
2. Желательно, чтобы межцентровое расстояние оправы было максимально приближено к межцентровому расстоянию клиента - для наименьшей децентрации линзы в оправе.
|
|
|
3. Возможно, при выдачи заказа понадобится произвести выправку оправы на лице клиента, поэтому оправа должна иметь регулируемые носовые упоры. Оптимальный пантоскопический угол наклона оправы должен составлять 8-10, а вертексное расстояние - 12- 14 мм
Далее, после правильного выбора оправыследует выполнить разметку оправы.
1. Попросить клиента надеть оправу в удобное ему положение. Оправа должна сидеть правильно, с учетом оптимального вертексного расстояния и соблюдения пантоскопического угла наклона, а так же готовые очки должны обеспечивать требуемое расположение зон для дали и близи.
2. Взгляд клиента и мастера должен быть глаза в глаза, Необходимо, чтобы линии зрачков мастера и клиента находились на одном уровне по вертикали (положение тела естественное, направление взгляда вперед и прямо).
3. Клиент, прикрыв левый глаз, смотрит правым глазом в левый зрачок мастера. При таком положении мастером ставится разметочная точка зрачка клиента правого глаза.
4. Клиент, прикрыв правый глаз, смотрит левым глазом в зрачок правого глаза мастера и так же ставится разметочная точка.
5. Попросить клиента снять оправу, а затем вновь надеть - для того чтобы убедиться, что размеченные точки на фальшлинзах расположены строго напротив зрачков обоих глаз. Результат разметки сравнить с прописанным в рецепте межцентровым расстоянием. Довольно часто это расстояние у глаз разное, например, у правого - 31 мм., а у левого - 33 мм Кроме того, может наблюдаться различное положение зрачков по вертикали, что так же необходимо учитывать при разметке.
|
|
|
6. Измерить с помощью линейки расстояние от разметочной точки до нижнего края оправы и убедиться, что достаточно расстояния для правильного расположения зоны для близи,
7. Внешней стороной положить оправу на разметочную карту и отметить центровочным крестом зону для дали. Он должен строго совпадать с уже имеющейся точкой зрачка, а так же отметить кружком зону зрения для близи.
8. В положении стоя попросить клиента посмотреть вдаль, встать перед ним на одном уровне и проверить, соответствует ли центровочный крест центру зрачков.
9. С помощью зеркала, на котором маркером начерчен центровочный крест проверить зону дня близи. Попросить клиента присесть за стол, положить перед ним зеркало, и сидя напротив него попросить посмотреть в центр нарисованного центровочного креста. В отражении зеркала зрачок клиента должен быть расположен в центре разметочного круга зоны для близи. Если есть ассиметрия, то необходимо ее учесть.
|
|
|
Эти обязательные для прогрессивной коррекции правила позволяют правильно установить линзы.
Комплектация заказа
Подбор линз при комплектации заказа
Комплектуя заказы на изготовление корригирующих очков, следует внимательно изучить записи на упаковочных конвертах и сверить их с действительными параметрами линз, выполнив входной контроль.
Для правильного действия очков, корригирующих аметропию глаз, большое значение имеет положение очковых линз относительно центров зрачков глаз пациента. Очковые оправы должны подбираться в соответствии с межзрачковым расстоянием пациента, указанным в рецепте. Однако, в большинстве случаев, межцентровое расстояние оправы Мр превышает межзрачковое расстояние пациента А'. Для изготовления очков без призматического действия необходимо сместить линзу в проеме ободка оправы на некоторую величину С1 , добившись, чтобы оптический центр линзы располагался напротив зрачка глаза пациента. Величина смещения С1 при симметричном расположении глаз пациента, рассчитывается по формуле:
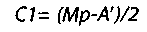
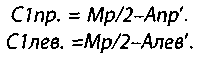
При асимметричном расположении глаз, величина смещения рассчитывается отдельно для правого и левого глаза:
Межцентровое расстояние оправы можно измерить линейкой, а можно прочитать на маркировке оправы. Например, маркировка на заушнике: 52-16-95, это значит, что межцентровое расстояние оправы равно 68 мм (52+16), а длина заушника от шарнирного соединения до изгиба равна 95 мм.
Диаметр очковой линзы, необходимый для изготовления очков, определяется по формуле:

где L- наибольший размер проема ободка оправы,
2 С1 — удвоенная децентрация,
пр. — припуск на обработку.
Припуск берётся 1—2 мм для ручной обработки; 3—4 мм — для автоматической или полуавтоматической обработки.
Очки, обладающие заданным призматическим действием, возможно, изготовить с использованием стигматических линз, сместив оптический центр линзы относительно зрачка глаза пациента. Для определения диаметра линзы необходимо:
— рассчитать величину смещения оптического центра линзы относительно зрачка глаза пациента.

— рассчитать суммарную величину смещения оптического центра линзы относительно геометрического центра проема ободка оправы.

Знак в формуле зависит от направления основания призмы и задней вершинной рефракции линзы. Так, например, при смещении положительной линзы к носу положение основания призмы получаем у носа, при смещении отрицательной линзы — у виска. Для упрощения использования формулы можно воспользоваться таблицей (с учетом алгебраического знака С2).
| BasN | + |
| BasT | - |
Формула для определения диаметра линзы приобретает вид:

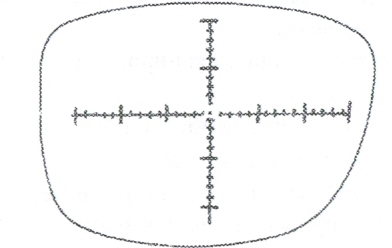
Особенно внимательно при приеме заказа необходимо работать с клиентами, имеющими крупное лицо и довольно близко посаженные глаза. Такие клиенты, как правило, предпочитают оправы с большим проемом ободка, и при изготовлении для них очков, необходимо выбирать линзы большого диаметра. Несмотря на то, что в настоящее время выпускаются очковые линзы с диаметром до 80 мм (такие линзы выпускают иностранные фирмы производители), многие оптические мастерские работают с линзами диаметром не превышающим 72 мм. Это приводит к невыполнению оптиками оговоренной рецептом децентрации в очках из-за нехватки диаметра линзы, и при ношении таких очков возникает дискомфорт. Быстро определить требуемый диаметр линзы, и, следовательно, возможность изготовления очков можно при помощи специальных линеек. Пример линейки представлен на рис.1.

Рис. 1. Линейка для определения диаметров линз
Линейка представляет собой приспособление с выдвижными картами, на которых нанесены концентрические окружности различного диаметра и метки — перекрестия, устанавливаемые на горизонтальном штрихе по межзрачковому расстоянию пациента.
Оправа располагается на линейке симметрично относительно вертикальной линии и по окружностям, имеющим цифровые обозначения, определяется минимальный диаметр линз для установки в данную модель оправы.Следует заметить, что необоснованное использование линз большого диаметра приводит к быстрому изнашиванию алмазных кругов и увеличению времени обработки краев линз.
Разметка очковых линз
Диоптриметры
В приемном зале и оптической мастерской необходимо использование диоптриметров. При помощи этих приборов выполняется разметка линз и контроль очков. Конструктивно диоптриметры разделяют на окулярные и проекционные (Рисунок 1)


 1 2 3
1 2 3
Рисунок 1. Виды диоптриметров.
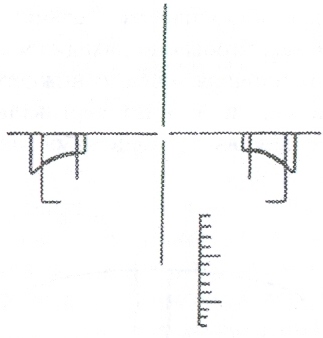
При работе с окулярнымидиоптриметрами(Рис 1.2) считывание данных производится через окуляр. Работа на таких приборах производится монокулярно. В начале работы необходимо настроить диоптриметр по глазу наблюдателя при помощи диоптрийной подвижки. Окулярные диоптриметры российского и иностранного производства схожи по конструкции. Они имеют коллиматор, зрительную трубу и отсчетный канал. В процессе работы линза или готовые очки прижимаются к приставной линейке и фиксируются специальным держателем. Маховик рефракций позволяет перемещать диоптрийную шкалу для снятия параметров. Диоптрийную шкалу наблюдатель может видеть в окуляр или она может располагаться на маховике шкалы рефракций. При измерениях добиваются резкого видения сетки коллиматора в плоскости сеток зрительной трубы. Сетка коллиматора диоптриметра может иметь различный вид (точечная сетка или крест с концентрическими окружностями). Сетки зрительной трубы имеют вид перекрестия и круговой градусной шкалы.
Автоматическиедиоптриметры (Рис 1.1) производят большинство операций автоматически. Диоптриметр автоматически определяет задние вершинные рефракции, призматическое действие, направления главных сечений астигматической линзы, направление основания призматической линзы, определяет параметры прогрессивных линз в коридоре прогрессии. Некоторые модели диоптриметров имеют дополнительные функции, такие как измерение межзрачкового расстояния в готовых очках, определение светопропускания в видимой и ультрафиолетовой областях, определение числа Аббе и показателя преломления очковой линзы, измерение параметров контактных линз в сухом состоянии. Вся полученная информация отображается на экране.
Разметка очковых линз.
Рассмотрим методику выполнения операции наокулярномдиоптриметре.
Разметка очковых линз при изготовлении очков со стигматическими линзами без призматического действия состоит в маркировке на очковых линзах оптического центра. Линза устанавливается на диоптриметр той поверхностью к коллиматору, которая должна быть обращена к глазу. Получив резкое изображение сетки коллиматора (точечная сетка) в плоскости сетки с перекрестьем, перемещают линзу по торцу коллиматора до тех пор, пока центр изображения точечной сетки не совместится с центром перекрестия (рисунок 2). При таком положении линзы производят маркировку оптического центра линзы средним штоком отметочного приспособления.
Аналогично выполняется маркировка оптического центра зоны для дали бифокальных и трифокальных линз.
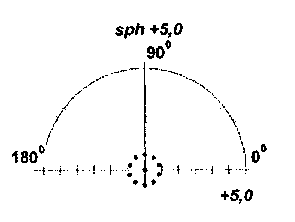
Рисунок. 2. Вид поля зрения окулярного диоптриметра при разметке стигматической линзы

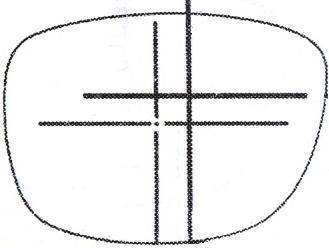
Рисунок. 3. Вид поля зрения окулярного диоптриметра при разметке астигматической линзы
Разметка очковой линзы при изготовлении очков с астигматическими линзами без призматического действия заключается в нанесении разметочной (средней) линии, с которой направление первого главного сечения астигматической линзы составляет угол, заданный в рецепте (рисунок. 3).
Линза устанавливается на диоптриметр для разметки той поверхностью к коллиматору, которая должна быть обращена к глазу.
Добиваются резкого изображения группы параллельных полос, наблюдаемого четко в двух положениях. На диоптрийной шкале снимают отсчеты, соответствующие задним вершинным рефракциям линзы в двух главных сечениях.
Устанавливают перекрестие так, чтобы один из штрихов расположился под углом, заданным в рецепте для направления первого главного сечения. На диоптрийной шкале устанавливают значение задней вершинной рефракции второго главного сечения (сечения имеющего наибольшую рефракцию). Линзу перемещают и разворачивают так, чтобы группа параллельных полос установилась вдоль этого штриха. Геометрический центр группы параллельных полос должен совпадать с центром перекрестия.
В таком положении линзы на неё тремя точками наносят разметочную среднюю линию. Центральная точка соответствует положению оптического центра астигматической линзы. Две другие точки сохраняют направление оси и должны быть расположены параллельно средней линии оправы в готовых очках.
Обработка линз
Обработка и установка линз в оправу - Это сложный и ответственный процесс от которого в дальнейшем зависит правильная коррекция зрения. На сегодняшний день выпускается большое количество всевозможного оборудования для обработки линз.
После входного контроля, который заключается в визуальном осмотре на наличие дефектов, после разметки линз, можно приступить обработке и установке линз в очковую оправу
Процесс обработки можно разделить на четыре этапа:
1. Сканирование оправы
2. Центрирование линз;
3. Блокировка линз;
4. Обработка линз.
Сканирование оправы
Прежде чем сканировать металлическую оправу, нужно с помощью измерительной линейки промерить расстояние по вертикали от разметочной точки на фальшлинзе до нижнего края ободка оправы. Удалить из оправы фальшлинзы и установить оправу в сканер. Оправа в сканер устанавливается между подвижными зажимами. Далее оправа сдвигается вправо или влево так, чтобы выемка(риска), обозначающая переносицу, проходила строго через ее середину, а подвижные зажимы располагались посередине светового проема (ободка).
После правильной установки оправы в сканирующие устройство выбирается режим сканирования. Как правило, сканер предполагает следующие режимы сканирования:
· симметричное бинокулярное сканирование обоих световых проемов (R=L):
· Сканирование правого проема ободка (R);
· сканирование левого проема ободка (L);
· несимметричное бинокулярное сканирование (R=L).
Симметричное сканирование используется, когда правая и левая формы идентичны. При сканировании оправы в этом режиме левая линза обрабатывается по размеру правой.
В режиме несимметричного сканирования учитывается разница между правой и левой формами. При резке формы правой линзы задаются размеры только правой линзы, независимо от формы и размеров левой и наоборот. Поэтому лучше пользоваться режимом (R=L).
Следующий шаг - выбор типа оправы. Сканер предлагает два типа оправ: пластиковая и металлическая. В функции «выбор оправы» необходимо выбрать тот тип оправы, который будет сканироваться.
Перед запуском цикланужно еще раз убедиться в правильности заданных функций. Нажать кнопку «запуск цикла».
Бывают случаи, когда сканирование прерываетсяиз-за соскакивания щупа. Это может происходить из-за наплывов припоя, грязи или дефекта в местах соединения ободка винтом. В таком случае необходимо остановить сканирование нажатием кнопки «остановка цикла» и устранить помеху для щупа.
Центрирование линз
По завершении процесса сканирования на экране центратора
появляется форма оправы и центрирующее перекрестие, обозначающее геометрический центр формы, а также указывается вертикальный и горизонтальный размеры оправы.
Экран имеет такой вид:
Вертикальный форма оправы 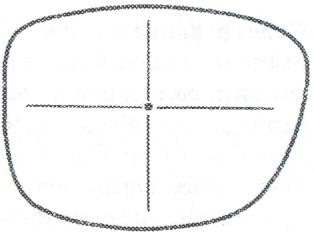
размер
Горизонтальный Центрирующие
Размер перекрестие
Некоторые центраторы имеют центрирующее перекрестие и линейную шкалу. При выдачи формы на экран они совмещены, и также располагаются в геометрическом центре.
Современное оборудование имеет несколько видов центрирующих перекрестий.
- Для однофокальных стигматических, астигматических и асферических линз.

- Для бифокальных линз
- для прогрессивных линз

После выбора центрирующего перекрестия необходимо вернуться к размерам оправы. В большинстве случаев горизонтальный размер оправы не совпадает с межзрачковым расстоянием клиента, поэтому надо рассчитать децентрацию и ввести ее значение. Децентрация рассчитывается по формуле:
Дц=(Мц – Мз)/2
Дц – децентрация
Мц – межцентровое расстояние оправы
Мз – межзрачковое расстояние клиента
Пример:
Мц=72,
Мз = 64,
Дц = (72 -64) /2 = 4,
Дц =4мм.
Таким образом необходимо сместить центрирующее перекрестие на величину децентрации при помощи кнопок «-» и «+» по горизонтали. Направление к носу «-», направление к виску «+». Если это линейная шкала, то соответственно сместить на количество делений. Далее следует поднять или опустить перекрестие так, чтобы оно находилось от нижнего края формы на той же высоте что и разметочная точка от нижнего края оправы. Делается это при помощи кнопок «-» и «+» по вертикали. Смещение вниз «-, смещение вверх «+». Получается следующее изображение:
 смещенное перекрестие
смещенное перекрестие
22мм
Начальный вид
4мм
НапримерДц = 4мм, вертикальный размер 22 мм.
Линза в центратор устанавливается на специальные «подушки» покрытые сверху резиновой оболочкой, позволяющей не поцарапать линзу.
Далее необходимо развернуть и сместить линзу так, чтобы маркировочные точки располагались вдоль горизонтальной линии центрирующего перекрестия, а центральная точка маркировочной разметки на линзе располагалась в центре центрирующего перекрестия.
 Правильно установленная линза имеет такой вид:
Правильно установленная линза имеет такой вид:
Форма оправы маркировочная разметка
Центрирующие линза
перекрестие
в таком положении линзу можно блокировать.
Аналогично проводится центрирование левой линзы. В меню выбирается форма для левого глаза, высвечивается левая форма оправы, смещается перекрестие, устанавливается линза для левого глаза.
Блокировка линз
Для блокировки линз используются блоки и липкие сегменты. Блоки и сегменты бывают двух размеров большие и средние, а оборудование, обрабатывающее линзы диаметром менее 18мм имеет и маленькие блоки. Большие блоки предназначены для линз, вертикальный размер которых после обработки более 30мм. Менее этого размера используются средние блоки. Липкие сегменты («липучки») имеют те же размеры, что и блоки.
В зависимости от вертикального рaзмера оправы подбирается размер блока. На блок аккуратно наклеивается липкий сегмент такого же размера и устанавливается в держатель блокирующего устройства. Блок можно установить только в одном положении, т. к. в держателе и блоке есть риски, которые должны быть совмещены. Далее с липкого сегмента снимается защитная пленка. Надо следить за тем, чтобы на липучку не попали соринки, которые при обточке линзы могут ее поцарапать. Еще раз проверяется правильность положения линзы, затем производится блокировка.
 Блокиратор может быть ручной или автоматический. Автоматическая блокировка производится нажатием на кнопку с соответствующим рисунком.
Блокиратор может быть ручной или автоматический. Автоматическая блокировка производится нажатием на кнопку с соответствующим рисунком.
Ручная блокировка - нажатием на специальный рычаг. Блок клеится в геометрический центр формы оправы, а не в геометрический центр линзы.
Линза готова к обточке.
Обработка краев очковых линз
 Обработка начинается с перевода формы на обрабатывающий станок Когда форма передана и занесена в его память, выдается меню:
Обработка начинается с перевода формы на обрабатывающий станок Когда форма передана и занесена в его память, выдается меню:
· запуск цикла
·  остановка цикла
остановка цикла
·  правая или левая форма
правая или левая форма
· Обрабатываемый материал:

Стекло

Пластик

Поликарбонат
· тип фацета

обычный

плоский
· полировка

с полировкой

без полировки
Кнопками «+» и «-»регулируется число поправки (т.е. уменьшить или
увеличить линзу до исходно-заданного размера).
Кнопка  зажатие линзы в рабочей камере.
зажатие линзы в рабочей камере.
Кнопка  разжатие линзы.
разжатие линзы.
После задаются параметры обработки. Задание параметров всегда лучше начинать с выбора формы для правого глаза, нажав кнопку, соответствующую этому параметру. Далее выбирается ,материал, из которого изготовлена линза, подлежащая обработке (стекло, пластик, поликарбонат).
Например: нужно обработать пластиковую линзу, соответственно выбирается материал - пластик. Каждому материалу соответствует свой круг, на котором обрабатывается линза, и степень давления на него.затем выбирается тип фацета. Плоский фацет выбирается только в случае обработки линзы для винтовой или лесочной оправы. Для ободковой оправы всегда задается обычный фацет.
Следующим параметром является полировка. При обработке стекла полировка не делается, при обработке пластиковых линз по выбору мастера, при обработке поликарбоната полировка должна активизироваться обязательно.
При помощи кнопок «+» и «- » вводится поправка на размер линзы.
Величина этой поправки зависит от изношенности кругов. Если круги новые, то поправка будет 0,00 или О,О5мм, на измененные круги поправка увеличивается.
После того как установлены параметры:
· правая форма,
· фацет,
· материал,
· полировка,
· поправка,
можно установить линзу в рабочую камеру.
Рабочая камера состоит изследующих деталей:
· зажимной блок линзы
· обрабатывающие круги (4шт. для черновой обработки стекла, для полимерных линз, для резки фацета, полировочный),
· лампочка, освещающая рабочую камеру
· трубка подачи воды
Линза устанавливается в специальный зажимной блок, который состоит из зубчатой коронки и резиновой подушки.
Перед обработкой линзы рабочую камеру необходимо очистить водой, чтобы мелкие осколки и крошки от предыдущей линзы не поцарапала обрабатываемую линзу.
Придерживая линзу по краям, нужно установить блок в зубчатую коронку так, чтобы риски блока и коронки совпали.
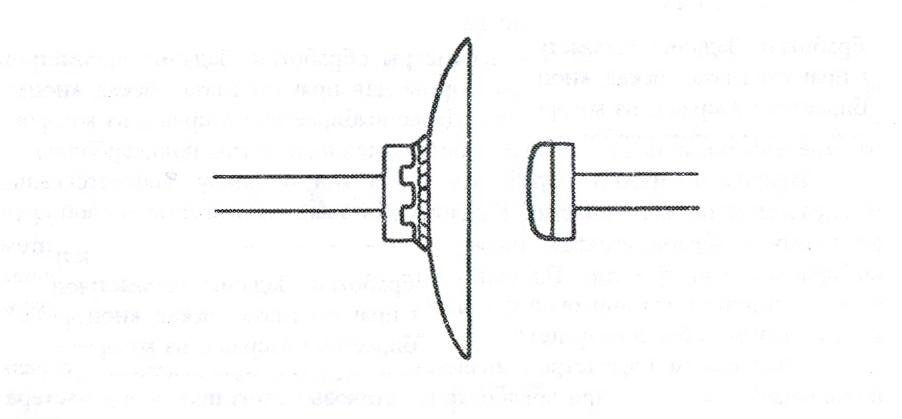 Резиновая подушка
Резиновая подушка
Зубчатая коронка
Блок линзы
Линза
Зубчатая коронка и резиновая подушка съёмные и имеют два размера, соответствующие диаметрам блоков.
Нажатием кнопки зажать линзу и закрыть дверцу рабочей
камеры.
Проверив заданные параметры, запустить «цикл обработки»
Цикл обработки начинается с прохождения щупа по поверхности линзы, который промеряет заданную форму на достаточность диаметра линзы. Далее линза опускается (в зависимости от заданного материала) на круг черновой обработки, затем переходит на фацетный круг и проходит стадию фацетирования. Если задана полировка, то следующим этапом линза переходит на полировочный круг.
Когда цикл обработки завершен (линза поднята и круги остановлены),
надо открыть двери у рабочей камеры и разжать зажимы кнопкой. Снять линзу.
Дата добавления: 2022-01-22; просмотров: 1065; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!