Механизация опиловочных работ
Механизация опиловочных работ — одно из направлений повышения производительности труда и культуры производства. Механизация осуществляется преимущественно применением ручного электрического и пневматического инструмента, а также опиловочных машинок и станков.
Окончательную обработку выполняют шлифовальными шкурками при помощи специальных ручных механизированных инструментов (дисковых шлифовальных машинок), ручными, механизированными инструментами с абразивными лентами или на специальных ленточно-шлифовальных станках.
Универсальные переносные машинки служат для зачистки и полировки опиленных поверхностей шлифовальными шкурками.
Шлифовальную шкурку склеивают в виде колец и закрепляют на эластичном основании специальных разжимных головок, которые устанавливают на рабочих концах шпинделей универсальных электрических и пневматических машинок.
Для закрепления шкурки в торцевой части оправки из инструментальной стали прорезают шлиц, в который вводят конец полотна шкурки. Затем шкурку наматывают на оправку, после 1,5—2-х оборотов конец шкурки заворачивают и хвостовиком напильника прижимают к торцу оправки. Таким образом шкурка будет надежно закреплена на оправке.
Электрический напильник (рис. 1.7.24) предназначен для выполнения разнообразных слесарных и сборочных работ.
Напильник работает следующим образом. Нажимая на кнопку, включают электродвигатель. Вращение ротора электродвигателя через зубчатую пару передается коленчатому валу, на кривошипную шейку которого насажен шатун. При вращении вала шатун получает возвратно-поступальное движение, которое передается через шток напильнику, закрепленному в патроне.
|
|
|

Рис. 1.7.24. Электрический напильник
Особенностью этого напильника является то, что его приводной механизм выполнен с двумя шатунами, один из которых соединен шарнирно с напильником, а другой — с балансиром, причем кривошип коленчатого вала привода расположен так, что поступательному перемещению напильника в одном направлении соответствует перемещение балансира в обратном. Благодаря такой конструкции достигается взаимное гашение инерционных сил, вызванных возвратно-поступательным движением напильника и балансира, и устранение вибрации инструмента при его работе.
Использование электронапильника повышает производительность труда примерно в пять раз по сравнению с продуктивностью при использовании ручного.
Широко применяются механизированные ручные опиловочные машинки с вращающимися инструментами типа мелких фрез 1,5—25 мм.

Flash-анимация. Нажмите на поле для запуска
|
|
|

Рис. 1.7.25. Универсальная шлифовальная машинка
Универсальная шлифовальная машинка с гибким валом и прямой шлифовальной головкой, работающая от асинхронного трехфазного электродвигателя (рис. 1.7.25), имеет шпиндель, к которому крепится гибкий вал с державкой для закрепления рабочего инструмента. Машинка имеет сменные прямые и угловые головки. Сменные державки дают возможность производить опиливание и шлифование в труднодоступных местах и под разными углами.
Подобной конструкции машинки могут быть и подвесными (рис. 1.7.26), что удобно для использования их на рабочем месте слесаря.
Опиловочные станки. Используют два вида опиловочных станков — с возвратно-поступательным и вращательным движением, чаще всего с гибким валом (станки типа ОЗС). На станках первого типа применяют напильники разного профиля с крупной и мелкой насечкой.
В опиловочных станках для обработки закаленных деталей (штампов и т. п.) применяют специальный алмазный инструмент.
Станки с гибким валом и вращающимися напильниками особенно удобны при изготовлении штампов, пресс-форм, металлических моделей и т. п. Опиловочные станки бывают передвижные и стационарные.
Передвижной опиловочно-зачистной станок ОЗС (рис. 1.7.27) имеет стойку с вилкой, в которой закреплен электродвигатель с кнопочным пультом. Шарниры позволяют поворачивать электродвигатель с закрепленной на нем головкою в удобное для работы положение. Инструмент закрепляют в патроне, смонтированном на конце гибкого вала. Он получает вращательное движение.
|
|
|
Станок ОЗС имеет следующие приспособления: инструментодержатель № 1 со сменными цангами для крепления инструмента с хвостовиком Ø 6, 8 и 10 мм; инструментодержатель № 2 для крепления инструмента с конусным хвостовиком № 0 и 1; полировальную головку, предназначенную для шлифования, полирования (рис. 1.7.28) и снятия заусенцев; пистолет, превращающий вращательное движение гибкого вала в поступательное движение инструмента; напильник и ножовочное полотно; абразивный брусок или шабер. К станку ОЗС прилагаются большие напильники, пальцевые фрезы, абразивные шлифовальные головки диаметром 8—42 мм, войлочные, резиновые и другие полировочные головки диаметром 6—35 мм; сверла, развертки, зенковки и т. п.
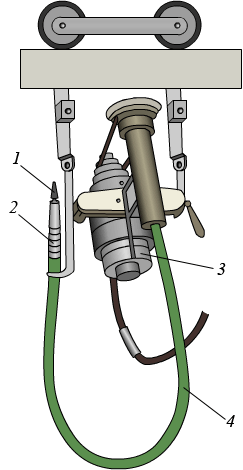
Рис. 1.7.26. Опиловочно-зачистная подвесная машинка:
1 — рабочий инструмент; 2 — держатель для инструмента; 3 — электродвигатель; 4 — гибкий вал

Рис. 1.7.27. Передвижной опиловочно-зачистной станок ОЗС
|
|
|

Рис. 1.7.28. Работа полировальной головкой
Станок ОЗС в нормальном исполнении имеет четыре частоты вращения инструмента — от 760 до 3600 мин–1. Мощность электродвигателя 0,52 кВт, частота вращения 1405 мин–1.
Стационарный опиловочно-зачистной станок (рис. 1.7.29) имеет станину, на которой закреплена стойка с нижним и верхним кронштейнами и штоком. Ступенчатый шкив (закрыт кожухом) позволяет регулировать скорость движения напильника. Обрабатываемую деталь закрепляют на поворотном столе. Установка стола на нужный угол достигается при помощи винта.
Хвостовик напильника закрепляют винтом в верхнем кронштейне и верхний кронштейн опускают; при этом нижний конец напильника должен войти в конусное углубление нижнего кронштейна.
Правильность установки напильника между верхним и нижним кронштейнами проверяют угольником. В вертикальное положение напильник устанавливают при помощи винтов, имеющихся в верхнем кронштейне. Пуск и остановка станка осуществляется нажимом на педаль.
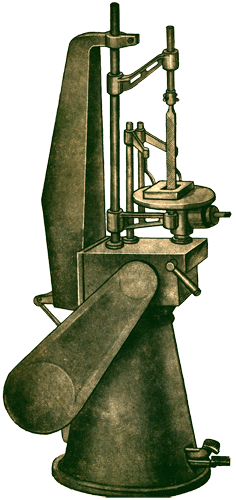
Рис. 1.7.29. Стационарный опиловочно-зачистной станок
При обработке деталей, не требующих высокой точности, эти станки обеспечивают повышение производительности труда в 4—5 раз по сравнению с ручной обработкой. На них можно обрабатывать детали различной формы — круглые, трехгранные, квадратные и т. д., а также поверхности, расположенные под разными углами. Напильники к станку бывают различных сечений с конической заточкой на конце.
Стационарные опиловочные станки не позволяют производить обработку в труднодоступных местах. В таких случаях применяют переносные электрические и пневматические машинки.
Ленточно- и плоскошлифовальные станки. Шлифование абразивной лентой. Обработка выполняется абразивными лентами, имеющими бумажную или тканевую основу, на животных или синтетических клеях.
Шлифование выполняется либо при свободном протягивании ленты, либо прижиманием ее контактным роликом или подкладной плитой. Самые распространенные контактные ролики — покрытые резиной или полимерами. С повышением твердости контактного ролика интенсивность снятия металла увеличивается, а шероховатость обработанной поверхности ухудшается. Твердые контактные ролики применяют для предварительной обработки, мягкие — для окончательной.
Периферия контактного ролика может иметь гладкую или прерывистую (рифленую) поверхность. Наличие рифленой поверхности повышает режущую способность ленты, а следовательно, и снятие металла лентами. Наличие на поверхности обода рифлений, образующих на рабочей поверхности ленты карманы для сбора металлической пыли и отходов шлифования, способствует увеличению срока службы ленты.
Преимущества шлифования абразивной лентой:
· повышенное снятие металла благодаря большей режущей поверхности ленты и свободному резанию;
· простая и недорогая конструкция станка и инструмента;
· незначительные потери времени на замену ленты;
· безопасность работы на таких станках;
· возможность варьирования режущими способностями ленты путем подбора твердости или формы контактного ролика.
Ленточно-шлифовальный станок. На рис. 1.7.30 приведена принципиальная схема станка с бесконечной абразивной лентой, в котором вращение от электродвигателя 1 при помощи ременной передачи 2 передается валу с ведущим роликом. Бесконечная абразивная лента 4, к которой прижимается деталь 5, проходит через ролик 3, ведомый 6 и натяжной 7 ролики.
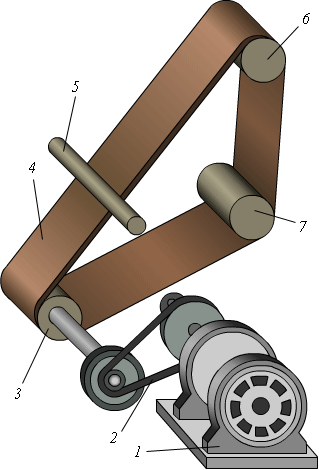
Рис. 1.7.30. Ленточно-шлифовальный станок:
1 — электродвигатель; 2 — ременная передача; 3 — ролик; 4 — бесконечная абразивная лента; 5 — деталь; 6 — ведомый ролик; 7 — натяжной ролик
Дефекты. Наиболее частыми дефектами при опиливании являются следующие:
· неровности поверхностей (горбы) и завалы краев заготовки как результат неумения пользоваться напильником;
· вмятины или повреждение поверхности заготовки в результате неправильного зажима ее в тисках;
· неточность размеров опиленной заготовки вследствие неправильной разметки, снятия слишком большого или малого слоя металла, а также неправильности измерения или неточности измерительного инструмента;
· задиры, царапины на поверхности детали, возникающие в результате небрежной работы и неправильно выбранного напильника.
Техника безопасности. При опиловочных работах необходимо выполнять следующие требования безопасности:
· при опиливании заготовок с острыми кромками нельзя подгинать пальцы левой руки под напильник при обратном ходе;
· стружку, образовавшуюся в процессе опиливания, необходимо сметать со станка волосяной щеткой; категорически запрещается сбрасывать стружку голыми руками, сдувать ее или удалять сжатым воздухом;
· при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснувшими, расколотыми рукоятками.
Дата добавления: 2021-12-10; просмотров: 36; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!