Проверка статической значимости коэффициентов модели
Прежде всего, рассчитывается дисперсия в определении коэффициентов


Коэффициент считается значимым, когда его абсолютная величина больше доверительного интервала, т. е.

где t — критерий Стьюдента (берется из таблиц в зависимости oт уровня значимости а и числа степеней свободы при определении дисперсии опыта, табл. П2);
Sbj— среднеквадратичная ошибка определения коэффициентов
регрессии  .
.




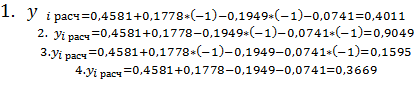
Исходя из этого, уравнения для усилия и интенсивности напряжений будут выглядеть следующим образом:


Соответственно, совместное влияние факторов (температуры и степени деформаций) играет незначительную роль в интенсивности напряжений, а значит мы можем убрать данный фактор из уравнения.
Проверка адекватности модели
Она необходима для того, чтобы ответить на вопрос — можно ли использовать полученное уравнение или необходима более сложная модель.
Адекватность модели проверяют с помощью критерии Фишера
где  – дисперсия неадекватности,
– дисперсия неадекватности,


Здесь yi расч , yi эксп— значения параметра оптимизации вi -м опыте, соответственно рассчитанные по уравнению регрессии и определенные экспериментально; k — число коэффициентов уравнения регрессии, включая b 0 .
Гипотеза об адекватности уравнения принимается в том случае, когда рассчитанное значение F-критерия не превышает табличного для выбранного уровня значимости и числа степеней свободы f 1, и f 2, с которым определялись дисперсии неадекватности опыта.
|
|
|
Для наших опытов табличное значение будет равно 4,76, а расчётное значения равно 2,27. Сравнивая, мы получаем 2,27<4,76, то есть наша модель адекватна.
Аналогично рассчитаем для интенсивности напряжений





Здесь yi расч , yi эксп— значения параметра оптимизации вi -м опыте, соответственно рассчитанные по уравнению регрессии и определенные экспериментально; k — число коэффициентов уравнения регрессии, включая b 0 .
Гипотеза об адекватности уравнения принимается в том случае, когда рассчитанное значение F-критерия не превышает табличного для выбранного уровня значимости и числа степеней свободы f 1, и f 2, с которым определялись дисперсии неадекватности опыта.
Для наших опытов табличное значение будет равно 4,76, а расчётное значения равно74,3. Сравнивая, мы получаем 74,3<4,76, то есть наша модель не адекватна.
Приложение
Размер заготовки: диаметр – 100 мм, высота – 150мм.
Сплав: АА 1100.
Материал смазки: goil-al-h.
Гидравлический пресс 50МН.
Температурный интервал заготовки: (300-500°С).
Нагрев инструмента: I-150°C. II-100°C.
Рисунок 1 - Заготовка
|
|
|
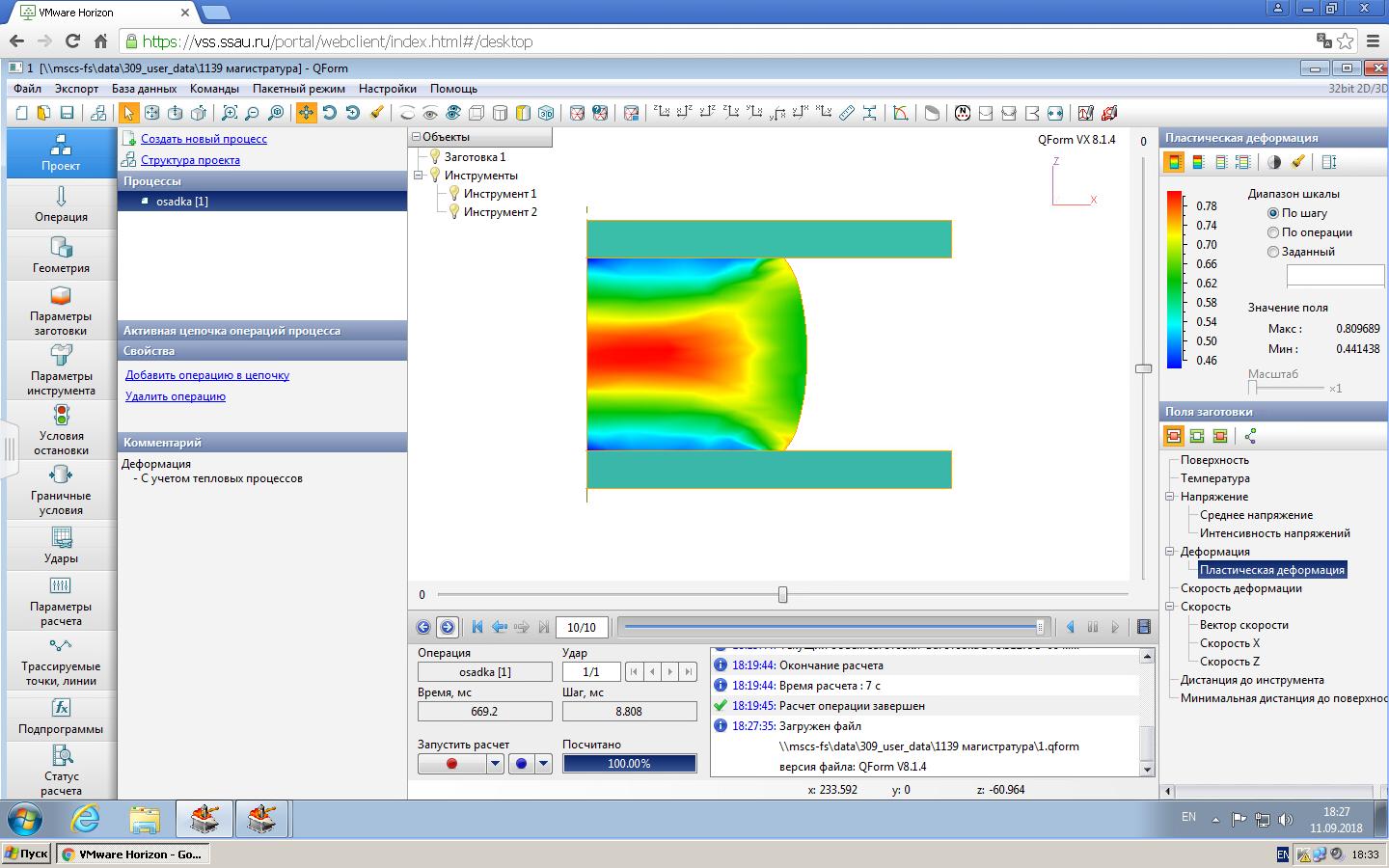
Рисунок 2 – Интенсивность деформации

Рисунок 3 – Интенсивность напряжений
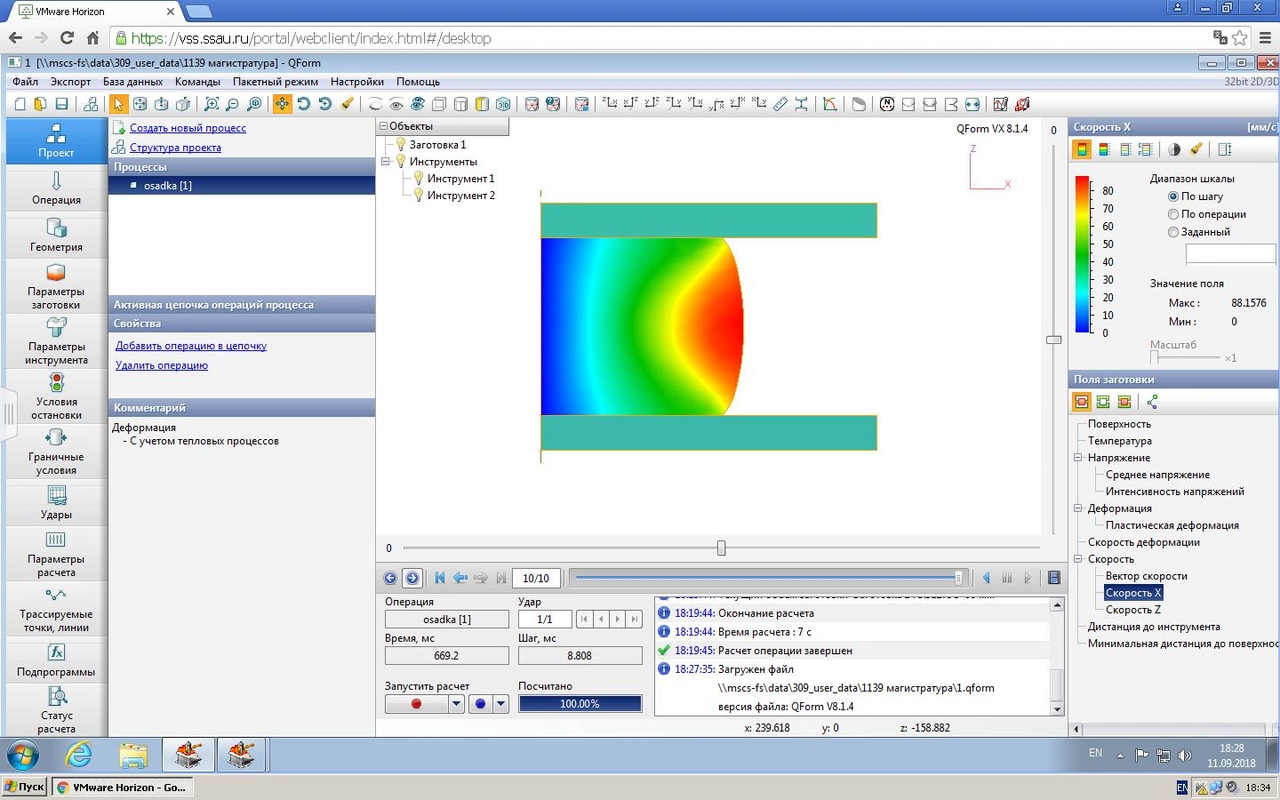
Рисунок 4 – Скорость деформации
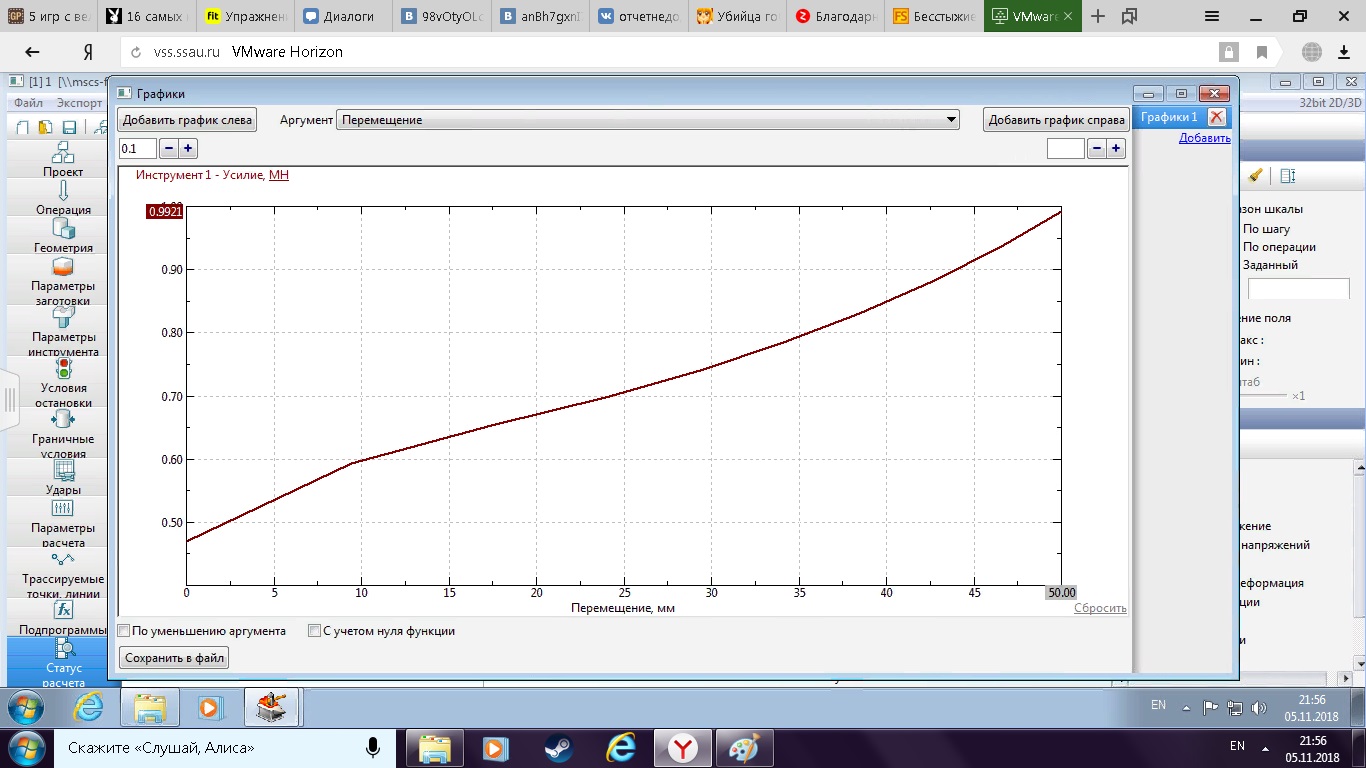
Рисунок 5–График зависимости усилия от перемещения инструмента на образце
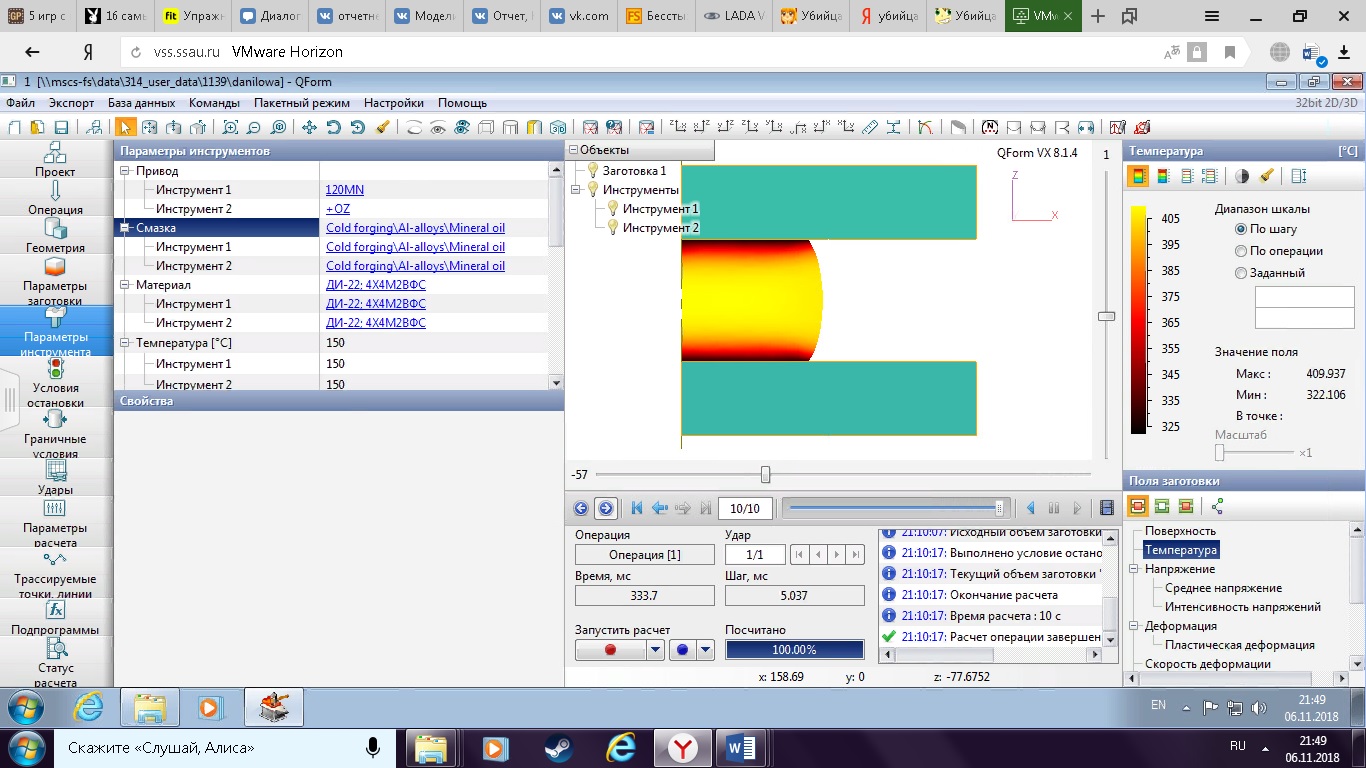
Рисунок 6- Температура
Дата добавления: 2021-12-10; просмотров: 27; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!