Виды технологических процессов.
Что такое групповой технологический процесс.
Тема 1.9. Технологическая документация.
Формы технологической документации.
Согласно ГОСТ 3 1102-81 при разработке технологического процесса в зависимости от типа производства, его организации и специфических особенностей используют:
· маршрутное описание технологического процесса;
· операционное описание технологического процесса;
· маршрутно-операционное описание технологического процесса;
Маршрутное описание характеризуется сокращенным описанием всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционное описание технологического процесса характеризуется полным описанием всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
Маршрутно-операционное описание характеризуется сокращенным описанием технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Описание технологических процессов регламентировано ЕСТД – комплексом нормативных документов общего и специального назначения.
Комплект этих документов должен содержать:
· маршрутные карты МК,
· карты типового (группового) т.п. КТТП,
· карты типовой (групповой) операции КТО,
|
|
|
· карты наладки КН,
· карты эскизов КЭ,
· Ведомость технологических маршрутов ВТМ,
· Операционные карты ОК,
· Карты расчета и кодирования информации КРИ,
и другие предусмотренные ГОСТ 3.1102-81.
Правила заполнения технологической документации.
Правила записи технологических операций и переходов обработки резанием установлены ГОСТ 3.1702-79.
Операционная карта (ОК).
- Наименование операций записывается именем прилагательным в именительном падеже (соответствующим виду применяемого технологического оборудования), например, фрезерная, сверлильная и т.д.
- В содержание операции (перехода) необходимо включать ключевые слова, характеризующие метод обработки, выраженные глаголом в неопределенной форме, например, фрезеровать, шлифовать и т.д.
- При отсутствии эскиза обработки выполнять полную запись переходов, при их наличии полную или сокращенную.
- И т.д.
Карта эскизов (КЭ).
· Эскизы выполнять от руки без масштаба, аккуратно и четко.
· Обрабатываемые поверхности обводить сплошной линией, равной 2S…3S.
· Обрабатываемые поверхности условно нумеруют арабскими цифрами в технологической последовательности и соединяют с размерной линией. Номера поверхностей обводят знаком окружности диаметром 6…8 мм.
|
|
|
· Указывают схему базировки условным обозначением опор, зажимов.
· Обрабатываемые размеры указываются с допусками.
Указывается шероховатость обрабатываемых поверхностей, комплект технологического документа изготовления детали оформляется в виде отдельного альбома.
Подробное описание правил заполнения бланков технологической документации изложено на стр. 34-60, Н.А. Нефёдов, Дипломное проектирование в машиностроительных техникумах, М., Высшая школа, 1986 г.
Тема 1.10. Контроль качества деталей.
Стабильность качества в значительной мере зависит от выбранного вида и метода контроля.
Технический контроль может быть стационарным или подвижным. В первом случае детали после определенной операции или полной обработки доставляются на постоянный контрольный пункт (испытательный стенд, участок лаборатории контроля и т. п.), где они подвергаются проверке (испытанию).
Для контроля громоздких деталей обычно применяется подвижный контроль. При этом деталь проверяется контролером на месте изготовления. Данный метод применяется в том случае, если необходимо использовать специальную или сложную измерительную аппаратуру. Место и условия проверки должны обеспечить ее полноту и надежность.
|
|
|
Контроль качества может быть сплошным — проверка каждой единицы продукции и выборочным — проверка определенной части (выборки) из партии изделий.
Сплошной контроль применяется в тех случаях, когда технологический процесс не обеспечивает достаточной стабильности заданных размеров и других параметров качества продукции; при неоднородности качества материалов или комплектующих изделий; после технологических операций, от которых в значительной мере зависят точность или другие качественные показатели изделия (например, после чистового шлифования направляющих станины прецизионного станка, после растачивания отверстий под подшипники в корпусе редуктора и т. п.) а также при проверке сложной или точной готовой продукции. Следует учесть, что сплошной контроль деталей на рабочем месте самим рабочим не всегда экономически оправдан, так как при этом рабочий будет на значительное время отвлекаться от своих основных обязанностей — непосредственного выполнения операции и наблюдения за ходом технологического процесса.
По иному обстоит дело при использовании выборочного метода контроля. Здесь рабочий-оператор имеет возможность больше уделять внимания вопросу поддержания стабильности технологического процесса, обеспечивая, таким образом, бездефектную работу. При выборочном контроле особое значение имеет определение оптимальной выборки — количества проверяемых деталей из каждой партии.
|
|
|
При обычном выборочном контроле ее размер определяется на основании анализа ряда выборок из различных партий данного наименования детали без расчетного обоснования. Для более точного и обоснованного определения размера выборки (при котором учитывается точность проверяемого параметра, состояние оборудования и оснастки, квалификация рабочего и другие факторы, определяющие качество работы) применяется статистический метод контроля, при котором количество деталей из партии, подлежащих проверке, определяется расчетным путем. Статистический контроль применяется главным образом при проверке крупных партий деталей.
Однако необходимо иметь в виду, что выборочный метод контроля обработанных деталей может обеспечить достаточную информацию об их качестве лишь при хорошо налаженном и стабильном технологическом процессе. Вместе с тем данный метод является наиболее целесообразным при организации контроля на рабочих местах, внедрении бездефектной работы и личных клейм.
Необходимо при внедрении выборочного контроля создать все условия (нормальную работу станка, своевременную заточку инструмента, идентичные припуски и однородность качества материала заготовок и т. п.) для получения максимальной стабильности размеров и других качественных показателей обработанных деталей, иными словами, обеспечить все предпосылки для успешного применения метода выборочного контроля операторами на рабочих местах.
Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.).
Если несколько последовательных операций органически связаны между собой, то их проверку целесообразно осуществлять одновременно — групповым методом, сокращающим трудоемкость контроля.
Для выявления продукции, не соответствующей техническим условиям, применяется приемочный контроль. Результаты его (включая испытание изделия) фиксируются клеймением продукции, в актах, протоколах или других документах.
Контроль деталей и изделий может быть произведен визуальным способом (наружным осмотром) или инструментальным измерением геометрических параметров (линейных и угловых размеров, форм, взаимного расположения поверхностей и т. п.), а также проверкой различных физических характеристик (твердости, магнитной проницаемости и др.).
Следует отметить, что контроль качества с разбраковкой после обработки всей партии Деталей, получивший распространение на многих заводах, носит пассивный характер и нередко приводит к существенным материальным потерям. Более эффективным является метод предупредительного контроля качества, особенно при внедрении системы бездефектной работы и самоконтроля.
Рабочего-оператора может удовлетворить лишь тот метод контроля, который в состоянии ему помочь в предотвращении брака и обеспечении систематической сдачи продукции с первого предъявления.
Поэтому браковочный контроль по системе «годен — не годен» на рабочем месте неприемлем. Предупредительный метод контроля в процессе обработки партии деталей дает возможность судить о целесообразности продолжения работы или необходимости принятия соответствующих мер для обеспечения требуемого качества.
Если, например, рабочий, контролируя детали в ходе выполнения операции, обнаруживает систематическую погрешность, он может ввести соответствующую поправку в технологический процесс (изменить режим резания, подналадить резец и т. п.) и тем самым предотвратить погрешности при обработке последующих деталей.
В связи с этим необходимо подчеркнуть значение контроля выполнения установленного технологического процесса и борьбы с нарушениями технологической дисциплины. Все требования и указания, которые предусмотрены в технологической документации, должны выполняться рабочими и мастерами, учитывая, что при ее разработке технолог предусматривает высококачественное выполнение всего комплекса технологических работ по созданию изделия и что нарушение какого-либо требования на одной операции может отрицательно сказаться на последующих операциях и качестве изделия.
Большое разнообразие объектов измерений приводит к большому разнообразию контрольно-измерительных инструментов и приборов, а также методов и приемов измерений. Вместе с тем в зависимости от назначения отдельных деталей машин, измерения необходимо производить с различной точностью. В одном случае достаточно воспользоваться обычной масштабной линейкой, а в другом — применить точный прибор, дающий возможность произвести измерение с точностью до величины ±0,01 мм.
Допустим, требуется замерить диаметр поршня. Его можно замерить кронциркулем и масштабной линейкой, штангенциркулем и микрометром. В первом случае точность измерений соответствует величине —0,5 мм, во втором — от 0,1 до 0,05 мм, а в третьем — 0,01 мм.
Нормальные условия выполнения линейных и угловых измерений установлены ГОСТ 8.050-73. Погрешности, допускаемые при измерении линейных размеров от 1 до 500 мм, в зависимости от допусков и номинальных размеров изделий регламентированы в ГОСТ 8.051-73. Предел допускаемой погрешности измерения учитывает влияние погрешности измерительных средств, установочных мер, температурных деформаций, метода измерения и т. д. Результат измерений с погрешностью, не превышающей допускаемую, принимают за действительное значение.
Основные факторы, влияющие на выбор средства измерения, — это размер и квалитет (класс точности) измеряемого изделия, допускаемая погрешность средства измерения, условия и метод использования средства измерения.
Раздвижной измерительный инструмент с линейным нониусом. Штангенциркуль — многомерный раздвижной инструмент с нониусом* для измерения наружных и внутренних размеров, диаметров, глубин и высот деталей. Конструкции выпускаемых штангенциркулей позволяют производить отсчет размеров с точностью до 0,1 и 0,05 мм. Такая высокая точность достигается применением специального устройства для отсчета — линейного нониуса.
На рис. 129 изображен штангенциркуль (универсальный) с точностью измерений до 0,1 мм ГОСТ 116-89. Он состоит из штанги 1, на которой нанесена шкала линейки, губок 2 и 9 и перемещающейся по штанге рамки 7 с губками рамки 3 и 8.
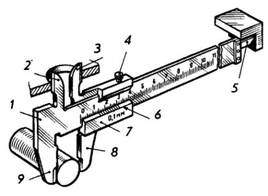 Рис. 129
Измеряемый предмет слегка зажимают между губками, фиксируют рамку зажимным винтом 4 и затем по шкалам штанги и нониуса производят отсчет размера. В пазу обратной стороны штанги свободно скользит линейка 5 глубиномера, представляющая собой плоский стержень. Один конец ее жестко соединен с рамкой. В сомкнутом положении свободный торец линеики глубиномера точно совпадает с торцом штанги. При измерении глубины штанга торцом устанавливается на плоскость детали у измеряемого отверстия. Нажимом на рамку стержень глубиномера перемещают до упора в дно отверстия и затем фиксируют положение рамки зажимным винтом.
Отсчет размеров производят по штанге и нониусу. Нониус длиной 19 мм разделен на 10 частей. Одно его деление, таким образом, составляет 19/10 = 1,9 мм, что на 0,1 мм меньше целого миллиметра (рис. 130,I). При нулевом показании штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета 0,1 мм, умноженной на порядковый номер штриха нониуса, не считая нулевого (рис. 130, II). Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета ОД мм на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги.
На рис. 130, III показано два примера отсчета. В первом по шкале штанги читаем целое число 39 мм, затем по шкале нониуса определяем дробную величину 0,1 мм х 7 = 0,7 мм (седьмой штрих обозначен крестиком). Значит, замеряемый размер 39 мм + 0,7 мм = 39,7 мм. Во втором примере аналогично первому определяем 61 мм + 0,1 мм х 4 = 61,4 мм.
Рис. 129
Измеряемый предмет слегка зажимают между губками, фиксируют рамку зажимным винтом 4 и затем по шкалам штанги и нониуса производят отсчет размера. В пазу обратной стороны штанги свободно скользит линейка 5 глубиномера, представляющая собой плоский стержень. Один конец ее жестко соединен с рамкой. В сомкнутом положении свободный торец линеики глубиномера точно совпадает с торцом штанги. При измерении глубины штанга торцом устанавливается на плоскость детали у измеряемого отверстия. Нажимом на рамку стержень глубиномера перемещают до упора в дно отверстия и затем фиксируют положение рамки зажимным винтом.
Отсчет размеров производят по штанге и нониусу. Нониус длиной 19 мм разделен на 10 частей. Одно его деление, таким образом, составляет 19/10 = 1,9 мм, что на 0,1 мм меньше целого миллиметра (рис. 130,I). При нулевом показании штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета 0,1 мм, умноженной на порядковый номер штриха нониуса, не считая нулевого (рис. 130, II). Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета ОД мм на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги.
На рис. 130, III показано два примера отсчета. В первом по шкале штанги читаем целое число 39 мм, затем по шкале нониуса определяем дробную величину 0,1 мм х 7 = 0,7 мм (седьмой штрих обозначен крестиком). Значит, замеряемый размер 39 мм + 0,7 мм = 39,7 мм. Во втором примере аналогично первому определяем 61 мм + 0,1 мм х 4 = 61,4 мм.
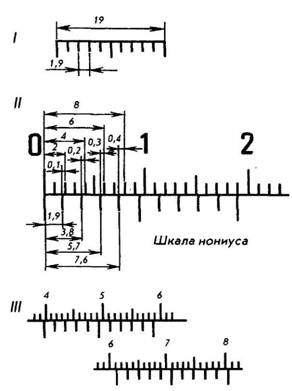 Рис. 130
Точность отсчета в 0,1 мм иногда бывает недостаточной. В этом случае пользуются штангенциркулем, позволяющим производить измерение с точностью до 0,05 мм.
Штангенглубиномер (ГОСТ 162-90) (рис. 131) предназначен для измерения глубины глухих отверстий, пазов, канавок, уступов и высот с величиной отсчета по нониусу 0,1 и 0,05 мм. Он отличается от штангенциркуля только конструкцией: штанга заканчивается срезанным торцом, являющимся измерительной поверхностью, рамка имеет вместо губок широкую опорную поверхность — основание 1.
Рис. 130
Точность отсчета в 0,1 мм иногда бывает недостаточной. В этом случае пользуются штангенциркулем, позволяющим производить измерение с точностью до 0,05 мм.
Штангенглубиномер (ГОСТ 162-90) (рис. 131) предназначен для измерения глубины глухих отверстий, пазов, канавок, уступов и высот с величиной отсчета по нониусу 0,1 и 0,05 мм. Он отличается от штангенциркуля только конструкцией: штанга заканчивается срезанным торцом, являющимся измерительной поверхностью, рамка имеет вместо губок широкую опорную поверхность — основание 1.
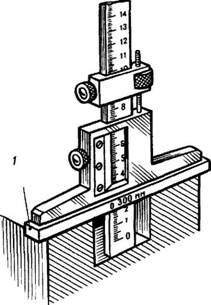 Рис. 131
При измерениях штанген-глубиномер основанием устанавливают над отверстием, а штангу выдвигают до упора в его дно. Далее все действия аналогичны операции по замеру детали штангенциркулем.
Микрометрический измерительный инструмент. Микрометр (ГОСТ 6507-90) — более сложный по устройству инструмент, чем рассмотренные раньше (рис. 132). Он позволяет производить измерения с большей точностью.
Рис. 131
При измерениях штанген-глубиномер основанием устанавливают над отверстием, а штангу выдвигают до упора в его дно. Далее все действия аналогичны операции по замеру детали штангенциркулем.
Микрометрический измерительный инструмент. Микрометр (ГОСТ 6507-90) — более сложный по устройству инструмент, чем рассмотренные раньше (рис. 132). Он позволяет производить измерения с большей точностью.
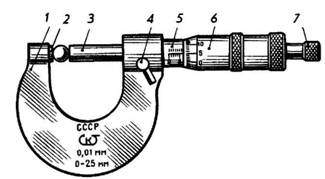 Рис. 132
Микрометр для наружных измерений состоит из подковообразной скобы 1, пятки 2, стебля 5, зажимного устройства — стопора 4, барабана 6 с микрометрическим винтом 3, колпачка 7 с насечкой, навинченного на правую часть барабана, и трещотки, присоединенной при помощи винта к торцу шейки колпачка. Отсчеты измерений производятся по шкале на стебле 5 и шкале на коническом нониусе барабана 6.
Шкала на стебле имеет 25 делений, нанесенных вдоль оси стебля сверху и снизу и перпендикулярных к ней с расстоянием между ними в 1 мм. Штрихи, расположенные над риской, смещены вправо относительно нижних штрихов на 0,5 мм. По ,нижним штрихам отсчитывают целое число миллиметров, а по верхним — 0,5 мм. Сотые доли миллиметра определяются при помощи делений на нониусе, поверхность которого разделена штрихами в виде образующих нониуса на 50 равных частей.
При повороте на одно деление микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на 1/50 шага, т. е. на расстояние, равное 0,5 мм : 50 = 0,01 мм.
Для определения какого-либо размера детали микрометром ее помещают между пяткой 2 и торцом микрометрического винта 3. Затем поворачивают барабан до тех пор, пока торец микрометрического винта не приблизится к поверхности детали. Дальнейшее продвижение винта 3 производят при помощи колпачка 7 с трещоткой. Услышав характерный треск, подобный треску пружины часов при заводе, поворот колпачка прекращают. После этого стопором 4 стопорят микрометрический винт, отделяют микрометр от детали и считывают показания.
Отсчет показаний производят следующим образом (рис. 133): если кромка барабана остановится ближе к нижнему штриху стебля (рис. 133, I), то число целых миллиметров полученного размера определяют по нижнему делению шкалы, а Число сотых долей миллиметра — по показаниям барабана. Так, приведенное на рисунке положение шкал соответствует размеру 8 + 0,24 = 8,24 мм;
Рис. 132
Микрометр для наружных измерений состоит из подковообразной скобы 1, пятки 2, стебля 5, зажимного устройства — стопора 4, барабана 6 с микрометрическим винтом 3, колпачка 7 с насечкой, навинченного на правую часть барабана, и трещотки, присоединенной при помощи винта к торцу шейки колпачка. Отсчеты измерений производятся по шкале на стебле 5 и шкале на коническом нониусе барабана 6.
Шкала на стебле имеет 25 делений, нанесенных вдоль оси стебля сверху и снизу и перпендикулярных к ней с расстоянием между ними в 1 мм. Штрихи, расположенные над риской, смещены вправо относительно нижних штрихов на 0,5 мм. По ,нижним штрихам отсчитывают целое число миллиметров, а по верхним — 0,5 мм. Сотые доли миллиметра определяются при помощи делений на нониусе, поверхность которого разделена штрихами в виде образующих нониуса на 50 равных частей.
При повороте на одно деление микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на 1/50 шага, т. е. на расстояние, равное 0,5 мм : 50 = 0,01 мм.
Для определения какого-либо размера детали микрометром ее помещают между пяткой 2 и торцом микрометрического винта 3. Затем поворачивают барабан до тех пор, пока торец микрометрического винта не приблизится к поверхности детали. Дальнейшее продвижение винта 3 производят при помощи колпачка 7 с трещоткой. Услышав характерный треск, подобный треску пружины часов при заводе, поворот колпачка прекращают. После этого стопором 4 стопорят микрометрический винт, отделяют микрометр от детали и считывают показания.
Отсчет показаний производят следующим образом (рис. 133): если кромка барабана остановится ближе к нижнему штриху стебля (рис. 133, I), то число целых миллиметров полученного размера определяют по нижнему делению шкалы, а Число сотых долей миллиметра — по показаниям барабана. Так, приведенное на рисунке положение шкал соответствует размеру 8 + 0,24 = 8,24 мм;
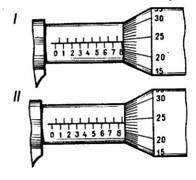 Рис. 133
если кромка барабана остановится ближе к верхнему штриху стебля, то полученный размер представит сумму трех величин: числа целых миллиметров до ближайшего нижнего к кромке барабана деления на стебле плюс 0,5 мм от него до верхнего деления и плюс показания сотых долей миллиметра по барабану. В приведенном случае (рис. 133, II) положение шкал соответствует размеру 8 + 0,5 + 0,24 = 8,74 мм. На рис. 134 показаны приемы измерения деталей микрометром.
Рис. 133
если кромка барабана остановится ближе к верхнему штриху стебля, то полученный размер представит сумму трех величин: числа целых миллиметров до ближайшего нижнего к кромке барабана деления на стебле плюс 0,5 мм от него до верхнего деления и плюс показания сотых долей миллиметра по барабану. В приведенном случае (рис. 133, II) положение шкал соответствует размеру 8 + 0,5 + 0,24 = 8,74 мм. На рис. 134 показаны приемы измерения деталей микрометром.
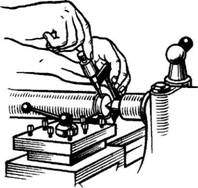 Рис. 134
Микрометрический нутромер (штихмас) (ГОСТ 10-88) служит для измерения внутренних размеров деталей, а также размеров диаметров отверстий. Точность измерений нутромером такая же, как и микрометром — 0,01 мм. Состоит он (рис. 135) из головки и сменных калиберных стержней (удлинителей). Микрометрическая головка состоит из микроетрического винта 6, расположенного внутри барабана 4, колпачка 5, стебля 3, стопорного устройства 2 и сменного наконечника 1. С помощью сменных наконечников (удлинителей) увеличивают предел измерений.
Рис. 134
Микрометрический нутромер (штихмас) (ГОСТ 10-88) служит для измерения внутренних размеров деталей, а также размеров диаметров отверстий. Точность измерений нутромером такая же, как и микрометром — 0,01 мм. Состоит он (рис. 135) из головки и сменных калиберных стержней (удлинителей). Микрометрическая головка состоит из микроетрического винта 6, расположенного внутри барабана 4, колпачка 5, стебля 3, стопорного устройства 2 и сменного наконечника 1. С помощью сменных наконечников (удлинителей) увеличивают предел измерений.
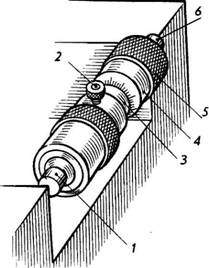 Рис. 135
Считывают размеры при пользовании зтим инструментом так же, как и при замерах микрометром.
Инструмент для измерения углов и конусов. Размеры углов, как и все другие, могут иметь допуски. Верхнее и нижнее отклонения угловых размеров располагают на чертежах так же. как и линейных размеров. Например,
Рис. 135
Считывают размеры при пользовании зтим инструментом так же, как и при замерах микрометром.
Инструмент для измерения углов и конусов. Размеры углов, как и все другие, могут иметь допуски. Верхнее и нижнее отклонения угловых размеров располагают на чертежах так же. как и линейных размеров. Например,  означает угол с номинальным размером 90°, верхнее допустимое отклонение которого равно 10°, а нижнее — 8°. Когда размеры углов на чертежах не имеют допусков, их устанавливают в соответствии с отраслевыми стандартами.
Для измерения углов и конусов применяют различные инструменты. Рассмотрим некоторые из них.
Универсальный угломер (ГОСТ 5378-88) (рис. 136) применяют для измерения наружных и внутренних углов различных деталей. означает угол с номинальным размером 90°, верхнее допустимое отклонение которого равно 10°, а нижнее — 8°. Когда размеры углов на чертежах не имеют допусков, их устанавливают в соответствии с отраслевыми стандартами.
Для измерения углов и конусов применяют различные инструменты. Рассмотрим некоторые из них.
Универсальный угломер (ГОСТ 5378-88) (рис. 136) применяют для измерения наружных и внутренних углов различных деталей.
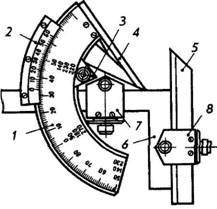 Рис. 10
Угломер состоит из основания 1, на котором нанесена основная шкала на дуге 130°, и жестко скрепленной с ним линейки 4. По дуге основания перемещается сектор 3, несущий нониус 2. К сектору 3 посредством державки 7 может быть прикреплен угольник 6, в котором в свою очередь с помощью державки 8 закреплена съемная линейка 5. Угольник 6 и съемная линейка 5 имеют возможность перемещаться по краю сектора 3.
Хотя основная шкала угломера нанесена лишь на дуге 130°, но, меняя установку измерительных деталей, можно измерять углы от 0 до 320°. Точность отсчета по нониусу равна 2'. Отсчет, полученный при измерении угловых величин или при установке заданного угла, производится так же, как и на линейных шкалах штангенинструмента, т. е. по шкале и нониусу. Число градусов отсчитывают по шкале основания, а минут — по шкале иониуса.
Например, на рис. 137 нулевой штрих нониуса пришелся на деление между 76 и 77° основной шкалы, а со штрихом (отмечен крестиком) шкалы основания совпадает 9-й штрих нониуса. Следовательно, по основной шкале отсчитывают 76°, а по шкале нониуса 9 х 2' = 18'. Значит, угол в данном случае равен 76°18'.
Рис. 10
Угломер состоит из основания 1, на котором нанесена основная шкала на дуге 130°, и жестко скрепленной с ним линейки 4. По дуге основания перемещается сектор 3, несущий нониус 2. К сектору 3 посредством державки 7 может быть прикреплен угольник 6, в котором в свою очередь с помощью державки 8 закреплена съемная линейка 5. Угольник 6 и съемная линейка 5 имеют возможность перемещаться по краю сектора 3.
Хотя основная шкала угломера нанесена лишь на дуге 130°, но, меняя установку измерительных деталей, можно измерять углы от 0 до 320°. Точность отсчета по нониусу равна 2'. Отсчет, полученный при измерении угловых величин или при установке заданного угла, производится так же, как и на линейных шкалах штангенинструмента, т. е. по шкале и нониусу. Число градусов отсчитывают по шкале основания, а минут — по шкале иониуса.
Например, на рис. 137 нулевой штрих нониуса пришелся на деление между 76 и 77° основной шкалы, а со штрихом (отмечен крестиком) шкалы основания совпадает 9-й штрих нониуса. Следовательно, по основной шкале отсчитывают 76°, а по шкале нониуса 9 х 2' = 18'. Значит, угол в данном случае равен 76°18'.
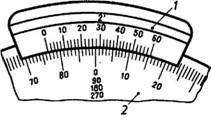 Рис. 137
Калибры и шаблоны. Предельные калибры —скобы ГОСТ 16775-71...16777-71 применяют для контроля наружных диаметров валов по предельным размерам.
Предельная скоба имеет две стороны с размерами: наибольший допустимый ПР — проходная сторона и наименьший допустимый НЕ — непроходная сторона.
На рис. 138 показана схема и прием контроля измеряемого диаметра вала 1 проходной скобой; 2 — непроходная скоба; 3 — проходная скоба. Разница между этими размерами составляет допуск на размер диаметра контролируемого вала. Сторона скобы НЕ делается по наименьшему допустимому размеру диаметра таким образом, чтобы вал не проходил через нее. Действительный размер диаметра вала при этом виде контроля установить нельзя. Нельзя также установить действительный размер отклонений от геометрических форм вала, т. е. овальность, конусность и т. д. Для определения действительного размера диаметра вала и действительных отклонений, выраженных в числовых значениях, следует применять универсальные измерительные средства.
Рис. 137
Калибры и шаблоны. Предельные калибры —скобы ГОСТ 16775-71...16777-71 применяют для контроля наружных диаметров валов по предельным размерам.
Предельная скоба имеет две стороны с размерами: наибольший допустимый ПР — проходная сторона и наименьший допустимый НЕ — непроходная сторона.
На рис. 138 показана схема и прием контроля измеряемого диаметра вала 1 проходной скобой; 2 — непроходная скоба; 3 — проходная скоба. Разница между этими размерами составляет допуск на размер диаметра контролируемого вала. Сторона скобы НЕ делается по наименьшему допустимому размеру диаметра таким образом, чтобы вал не проходил через нее. Действительный размер диаметра вала при этом виде контроля установить нельзя. Нельзя также установить действительный размер отклонений от геометрических форм вала, т. е. овальность, конусность и т. д. Для определения действительного размера диаметра вала и действительных отклонений, выраженных в числовых значениях, следует применять универсальные измерительные средства.
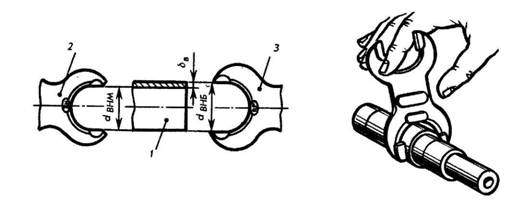 Рис. 138
Предельные калибры — пробки (рис. 139) применяют для контроля цилиндрических отверстий ГОСТ 24962- 81, для определения соответствия размера диаметра отверстия заданным на чертеже пределом (допуском). Принцип контроля этим калибром аналогичен предыдущему.
Рис. 138
Предельные калибры — пробки (рис. 139) применяют для контроля цилиндрических отверстий ГОСТ 24962- 81, для определения соответствия размера диаметра отверстия заданным на чертеже пределом (допуском). Принцип контроля этим калибром аналогичен предыдущему.
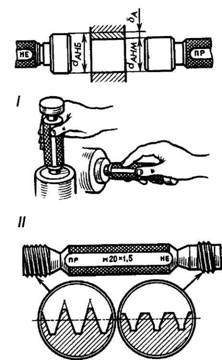 Рис. 139
Для проверки цилиндрической крепежной резьбы II применяют рабочие, приемные и контрольные калибры ГОСТ 24963-81. Рабочие калибры используют для проверки правильности размеров резьбы изделий в процессе их изготовления. Приемные калибры — для проверки правильности размеров резьбы контролерами и заказчиками. Контрольные калибры (контркалибры) — для контроля и регулировки (установки) размеров рабочих калибров.
Шаблоны широко распространены в машиностроении для проверки деталей сложного профиля. Профиль шаблона (отсюда название профильный калибр — шаблон) по идее представляет собой ту идеальную форму, которую следует придать детали. Проверка шаблоном заключается в прикладывании его к изделию и оценке величины световой щели между проверяемым профилем и измерительной кромкой шаблона. Шаблонами контролируют профиль зубьев зубчатых колес I и зубьев ходовых резьб II, профиль кулачков и шпоночных пазов, радиусы скруглении, углы заточки режущего инструмента и др. (рис. 140).
Рис. 139
Для проверки цилиндрической крепежной резьбы II применяют рабочие, приемные и контрольные калибры ГОСТ 24963-81. Рабочие калибры используют для проверки правильности размеров резьбы изделий в процессе их изготовления. Приемные калибры — для проверки правильности размеров резьбы контролерами и заказчиками. Контрольные калибры (контркалибры) — для контроля и регулировки (установки) размеров рабочих калибров.
Шаблоны широко распространены в машиностроении для проверки деталей сложного профиля. Профиль шаблона (отсюда название профильный калибр — шаблон) по идее представляет собой ту идеальную форму, которую следует придать детали. Проверка шаблоном заключается в прикладывании его к изделию и оценке величины световой щели между проверяемым профилем и измерительной кромкой шаблона. Шаблонами контролируют профиль зубьев зубчатых колес I и зубьев ходовых резьб II, профиль кулачков и шпоночных пазов, радиусы скруглении, углы заточки режущего инструмента и др. (рис. 140).
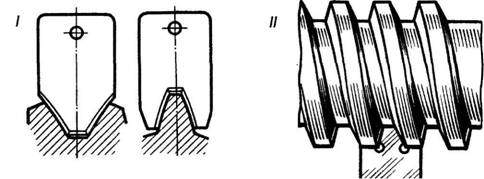 Рис. 140
Шаблоны профильные служат для определения отклонений действительного профиля зуба от теоретического. Проверка заключается в накладывании шаблона на зуб колеса и определении отклонения по величине световой щели на просвет. Такая проверка не дает числового выражения отклонения, но во многих случаях бывает достаточной.
Кроме специальных шаблонов индивидуального назначения, в производстве используют еще и нормализованные шаблоны. Один из них ГОСТ 4126-82 показан на рис. 141. Он представляет собой набор стальных пластинок с закругленными по определенному радиусу (отмеченному на пластинках) концами. Данный радиусомер имеет комплект пластин для замера радиусов от 1 до 6,5 мм. Промышленность располагает радиусомерами и большего размера.
Рис. 140
Шаблоны профильные служат для определения отклонений действительного профиля зуба от теоретического. Проверка заключается в накладывании шаблона на зуб колеса и определении отклонения по величине световой щели на просвет. Такая проверка не дает числового выражения отклонения, но во многих случаях бывает достаточной.
Кроме специальных шаблонов индивидуального назначения, в производстве используют еще и нормализованные шаблоны. Один из них ГОСТ 4126-82 показан на рис. 141. Он представляет собой набор стальных пластинок с закругленными по определенному радиусу (отмеченному на пластинках) концами. Данный радиусомер имеет комплект пластин для замера радиусов от 1 до 6,5 мм. Промышленность располагает радиусомерами и большего размера.
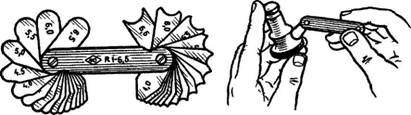 Рис. 141
Измерение цилиндрических резьб. Наиболее ходовыми средствами измерения и контроля резьбы являются резьбовой микрометр и резьбомеры.
Резьбовой микрометр ГОСТ 4380-86 предназначен для измерения среднего диаметра наружной резьбы на стержне (рис. 142,I). Внешне он отличается от обычного только наличием измерительных вставок: конусного наконечника, вставляемого в отверстие микровинта и призматического наконечника, помещаемого в отверстие пятки. Вставки к микрометру изготовляются парами, каждая из которых предназначена для измерения крепежной резьбы с углом профиля 55 или 60° с определенным шагом. Например, одна пара вставок применяется в тех случаях, когда надо измерить резьбу с шагом 1... 1,75 мм, другая — 1,75 ... 2,5 мм и т. д.
Рис. 141
Измерение цилиндрических резьб. Наиболее ходовыми средствами измерения и контроля резьбы являются резьбовой микрометр и резьбомеры.
Резьбовой микрометр ГОСТ 4380-86 предназначен для измерения среднего диаметра наружной резьбы на стержне (рис. 142,I). Внешне он отличается от обычного только наличием измерительных вставок: конусного наконечника, вставляемого в отверстие микровинта и призматического наконечника, помещаемого в отверстие пятки. Вставки к микрометру изготовляются парами, каждая из которых предназначена для измерения крепежной резьбы с углом профиля 55 или 60° с определенным шагом. Например, одна пара вставок применяется в тех случаях, когда надо измерить резьбу с шагом 1... 1,75 мм, другая — 1,75 ... 2,5 мм и т. д.
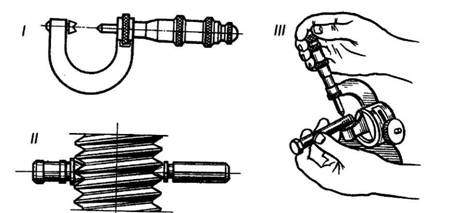 Рис. 142
После установки микрометра на нуль вставками как, бы обнимается один виток проверяемой резьбы (рис. 142, II). После того как вставки вошли в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки (рис. 142, III).
Резьбомеры ГОСТ 519-77 (рис.143) применяют для измерения шага резьбы. Это наборы шаблонов (тонких стальных пластинок), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или числа ниток на дюйм для подсчета шага. Резьбомеры изготавливают двух типов: на одном из них № 1 выбито клеймо «М60°», на другом № 2 — «Д55°».
Рис. 142
После установки микрометра на нуль вставками как, бы обнимается один виток проверяемой резьбы (рис. 142, II). После того как вставки вошли в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки (рис. 142, III).
Резьбомеры ГОСТ 519-77 (рис.143) применяют для измерения шага резьбы. Это наборы шаблонов (тонких стальных пластинок), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или числа ниток на дюйм для подсчета шага. Резьбомеры изготавливают двух типов: на одном из них № 1 выбито клеймо «М60°», на другом № 2 — «Д55°».
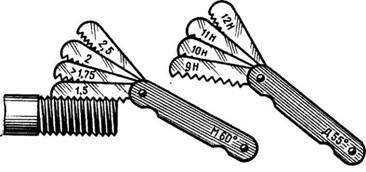 Рис. 143
Для измерения шага резьбы подбирают шаблон-пластинку (гребенку), зубцы которой совпадают с впадинами измеряемой резьбы. Затем читают указанный на пластинке шаг или число ниток на дюйм. Для определения шага по резьбомеру № 2 требуется дюйм — 25,4 мм разделить на число ниток, указанное на шаблоне.
Наружный диаметр резьбы <2 на стержне или внутренний диаметр резьбы D1 в отверстии измеряют штангенциркулем. Зная два этих исходных параметра, подбирают точное значение резьбы по сравнительным таблицам стандартных резьб.
Измерение элементов зубчатых колес. На чертеже зубчатых колес всегда задают размер толщины зуба (длину хорды) как расчетную величину.
Штангензубомер — инструмент для замера толщины зуба у зубчатых колес (рис. 144). Он состоит из двух взаимно перпендикулярных линеек 1 и 5 со шкалами. Линейка 1 служит для установки заданной высоты, а линейка 5 для измерения толщины зуба — длины хорды по этой высоте. Заметим, что толщина зуба, замеряемая по хорде делительной окружности, всегда находится на определенном расстоянии от окружности вершин зубьев, что на чертеже специально оговаривается.
Рис. 143
Для измерения шага резьбы подбирают шаблон-пластинку (гребенку), зубцы которой совпадают с впадинами измеряемой резьбы. Затем читают указанный на пластинке шаг или число ниток на дюйм. Для определения шага по резьбомеру № 2 требуется дюйм — 25,4 мм разделить на число ниток, указанное на шаблоне.
Наружный диаметр резьбы <2 на стержне или внутренний диаметр резьбы D1 в отверстии измеряют штангенциркулем. Зная два этих исходных параметра, подбирают точное значение резьбы по сравнительным таблицам стандартных резьб.
Измерение элементов зубчатых колес. На чертеже зубчатых колес всегда задают размер толщины зуба (длину хорды) как расчетную величину.
Штангензубомер — инструмент для замера толщины зуба у зубчатых колес (рис. 144). Он состоит из двух взаимно перпендикулярных линеек 1 и 5 со шкалами. Линейка 1 служит для установки заданной высоты, а линейка 5 для измерения толщины зуба — длины хорды по этой высоте. Заметим, что толщина зуба, замеряемая по хорде делительной окружности, всегда находится на определенном расстоянии от окружности вершин зубьев, что на чертеже специально оговаривается.
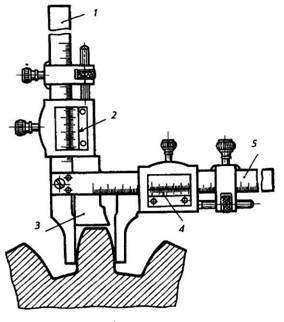 Рис. 144
В начале измерения упор 3 устанавливают при помощи нониуса 2 на размер заданной высоты и фиксируют его стопорным винтом. Штангензубомер упором 3 ставят на окружность вершины зуба, который собираются замерить. Затем сдвигают губки горизонтальной линейки до соприкосновения с профилем зуба, после чего по шкале нониуса 4 отсчитывают размер толщины зуба, так же как и при измерении штангенциркулем.
Обычно, когда говорят о точности обмера, подразумевают под этим то максимальное отклонение от истинного размера, которое может получиться при измерении. Например, точность измерения ± 0,02 показывает, что истинное значение может отличаться от прочитанного на шкале инструмента максимум на 0,02 мм. Эта величина характеризует измерительный инструмент, но для практики она неудобна, так как не дает прямого указания, когда в сложившихся обстоятельствах и каким инструментом следует производить измерение. В этом случае удобнее связать тип инструмента с размером допуска. Допуск всегда указан на чертеже. При отсутствии чертежа величину допуска выбирают в зависимости от характера сопряжения данной детали с другими.
Таблица 15
Измерительный инструмент для внешнего промера
Рис. 144
В начале измерения упор 3 устанавливают при помощи нониуса 2 на размер заданной высоты и фиксируют его стопорным винтом. Штангензубомер упором 3 ставят на окружность вершины зуба, который собираются замерить. Затем сдвигают губки горизонтальной линейки до соприкосновения с профилем зуба, после чего по шкале нониуса 4 отсчитывают размер толщины зуба, так же как и при измерении штангенциркулем.
Обычно, когда говорят о точности обмера, подразумевают под этим то максимальное отклонение от истинного размера, которое может получиться при измерении. Например, точность измерения ± 0,02 показывает, что истинное значение может отличаться от прочитанного на шкале инструмента максимум на 0,02 мм. Эта величина характеризует измерительный инструмент, но для практики она неудобна, так как не дает прямого указания, когда в сложившихся обстоятельствах и каким инструментом следует производить измерение. В этом случае удобнее связать тип инструмента с размером допуска. Допуск всегда указан на чертеже. При отсутствии чертежа величину допуска выбирают в зависимости от характера сопряжения данной детали с другими.
Таблица 15
Измерительный инструмент для внешнего промера
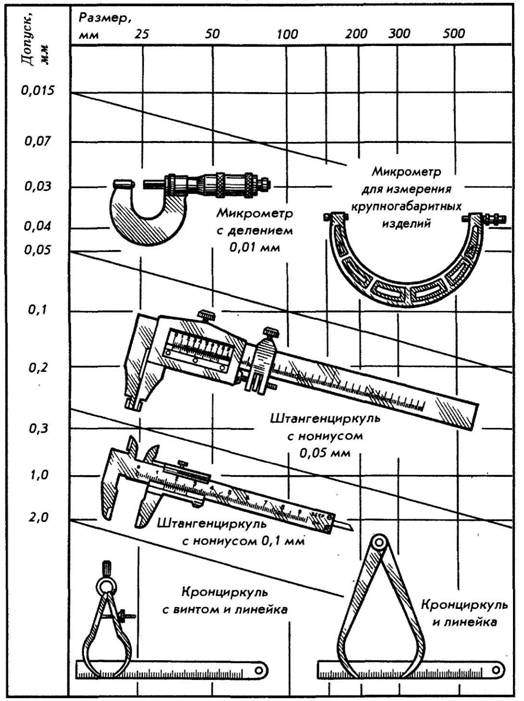 Рис. 144 А
Таблица 16
Измерительный инструмент для внутреннего промера
Рис. 144 А
Таблица 16
Измерительный инструмент для внутреннего промера
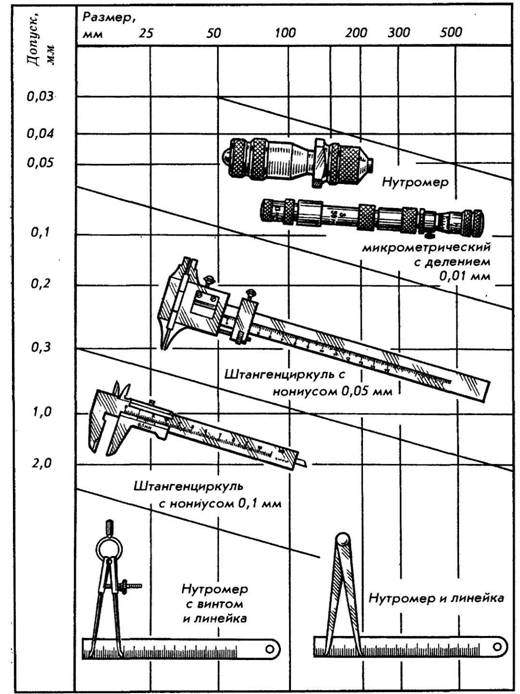 Рис. 144 Б
Таблица 17
Измерительный инструмент для промера глубины
Рис. 144 Б
Таблица 17
Измерительный инструмент для промера глубины
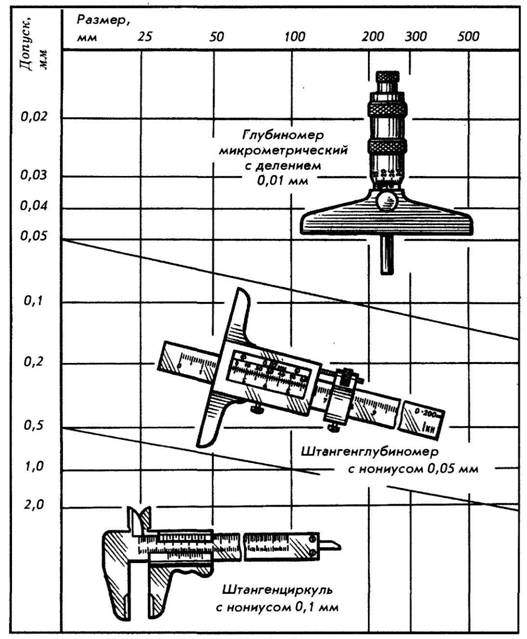 Рис. 144 В
В табл. 15, 16 и 17 (рис. 144 А, В и В) приведены рекомендации по применению измерительного инструмента со шкалами в зависимости от установленных допусков и размеров детали. В ней даны верхние пределы применения инструмента, т. е. наименьшие допуски, которые могут быть промерены данным инструментом. Каждый из приведенных в таблице типов инструмента может быть применен и для более грубых промеров.
Совершенствование методов и средств технического контроля осуществляется путем механизации и автоматизации контрольных операций и применением так называемого активного контроля, позволяющего проверять размеры деталей во время их обработки. Прогрессивные средства контроля выбирают исходя из экономической эффективности их применения. Для механизации контрольных операций применяют многомерные контрольные приспособления и различные механические устройства.
В таких многомерных приборах и приспособлениях используются различные жесткие калибры, индикаторы и устройства, основанные на пневматических, электроконтактных и других способах измерения.
Промышленность располагает также автоматами с механическими измерительными устройствами и с электроконтактными датчиками, электроизмерительные устройства которых позволяют с высокой точностью проверять различные геометрические и физические параметры деталей.
Приборы для автоматического контроля деталей в процессе их обработки наиболее часто применяются при шлифовании валов, отверстий, плоскостей и пр. Эти приборы, устанавливаемые на станках, подают сигнал при достижении деталью заданного размера или автоматически изменяют режим обработки и останавливают станок.
Тема 2.2. Фотография рабочего времени. Хронометраж
Рис. 144 В
В табл. 15, 16 и 17 (рис. 144 А, В и В) приведены рекомендации по применению измерительного инструмента со шкалами в зависимости от установленных допусков и размеров детали. В ней даны верхние пределы применения инструмента, т. е. наименьшие допуски, которые могут быть промерены данным инструментом. Каждый из приведенных в таблице типов инструмента может быть применен и для более грубых промеров.
Совершенствование методов и средств технического контроля осуществляется путем механизации и автоматизации контрольных операций и применением так называемого активного контроля, позволяющего проверять размеры деталей во время их обработки. Прогрессивные средства контроля выбирают исходя из экономической эффективности их применения. Для механизации контрольных операций применяют многомерные контрольные приспособления и различные механические устройства.
В таких многомерных приборах и приспособлениях используются различные жесткие калибры, индикаторы и устройства, основанные на пневматических, электроконтактных и других способах измерения.
Промышленность располагает также автоматами с механическими измерительными устройствами и с электроконтактными датчиками, электроизмерительные устройства которых позволяют с высокой точностью проверять различные геометрические и физические параметры деталей.
Приборы для автоматического контроля деталей в процессе их обработки наиболее часто применяются при шлифовании валов, отверстий, плоскостей и пр. Эти приборы, устанавливаемые на станках, подают сигнал при достижении деталью заданного размера или автоматически изменяют режим обработки и останавливают станок.
Тема 2.2. Фотография рабочего времени. Хронометраж
|
Фотография рабочего времени – это вид наблюдений, при помощи которого изучают и анализируют затраты времени одним рабочим или группой, связанные с выполнением того или иного процесса на протяжении всего рабочего дня (смены) или его части, независимо от того, на что затрачено это время. ФРВ не раскрывает технологию и методы осуществления процесса, а лишь фиксирует его протекание.
Цель ФРВ в выявлении резервов повышения производительности, улучшении использования оборудования. Это достигается выявлением целесообразности, последовательности тех или иных затрат времени, их измерением, установлением степени возможного уплотнения рабочего дня исполнителей, устранения потерь рабочего времени и простоев оборудования.
Назначение фотографии рабочего времени состоит в выявлении недостатков в организации труда и производства, вызывающих потери или нерациональное использование рабочего времени, проектировании более рационального распределения времени рабочей смены по категориям затрат времени, в определении фактической выработки продукции, темпа ее выпуска и равномерности работы в течение смены.
При умелом, широком и систематическом применении ФРВ руководитель предприятия всегда будет иметь ясное представление о работе и простоях рабочих и оборудования, о причинах потерь рабочего времени.
По количеству объектов наблюдения, формам организации труда и т.д. ФРВ подразделяют на индивидуальную, групповую, бригадную, массовую, маршрутную, многостаночную, целевую, фотографию производственного процесса и фотографию использования оборудования.Также различают дублированную и пикетную фотографию рабочего дня.
Дублированную фотографию рабочего дня проводят одновременно два работника. Этот способ применяют, когда видимость объекта наблюдения ограничена. Наблюдатели работают независимо друг от друга, а по окончании работы сопоставляют результаты, чтобы получить общую картину.
Пикетная фотография рабочего дня проводится несколькими наблюдателями, которые располагаются в определенных пунктах и фиксируют момент прохождения наблюдаемого объекта через данный пункт. Этот способ чаще всего применяется при изучении работы транспорта, т.к. по правилам безопасности наблюдатель не может все время перемещаться вместе с транспортом. В ходе индивидуальной ФРВ наблюдатель изучает затраты рабочего времени одного исполнителя, работающего на одном рабочем месте или время использования оборудования в течение рабочей смены или ее части.
Хронометраж
Хронометраж – это изучение и измерение отдельных, циклически повторяющихся элементов операции, отдельных элементов операции.
Его проводят, как правило, на работах, которые характеризуются частой повторяемостью и постоянством степени влияния факторов на время их выполнения. Основной задачей хронометража является выявление факторов, влияющих на продолжительность каждого элемента исследуемой операции с целью проектирования ее рациональной структуры в целом и нормальной продолжительности отдельных ее элементов.
При помощи хронометража определяют только действия, входящие в состав оперативной работы, т.к. из всех видов производительной работы циклически повторяется только она.
Хотя длительность операций, исследуемых в ходе хронометража, теоретически не ограничивается предельными величинами, прибегать к нему для наблюдения операции большой продолжительности нецелесообразно. Такие данные накапливают посредством фотографии рабочего дня, которую мы рассмотрим ниже. Наиболее уместно изучать этим методом небольшие по продолжительности операции, которые не могут быть замерены в процессе фотографии рабочего дня.
Хронометраж разделяют на индивидуальный и групповой (бригадный) в зависимости от численности наблюдаемых рабочих.
С помощью индивидуального хронометража определяют затраты времени отдельными исполнителями, что позволяет изучить работу с максимальной степенью ее детализации.
При групповом хронометраже один наблюдатель изучает работу группы рабочих, выполняющих одну производственную операцию. Его применяют для изучения состава группы и рационального распределения в ней работы между рабочими. Для достижения большей точности ставят двух хронометражистов, ведущих наблюдение независимо друг от друга, а по окончании работы сверяют данные полученные каждым из наблюдателей.
Хронометражные наблюдения всех разновидностей осуществляют только методом непосредственных замеров времени.
Хронометражные исследования различают по полноте охвата элементов оперативной работы, а также по способу фиксации времени. Исходя из этих признаков, выделяют сплошной и выборочный хронометраж.
При непрерывном хронометраже проводят непрерывное изучение и замеры длительности всех элементов операции в их технологической последовательности.
При выборочном хронометраже изучают и замеряют продолжительность не всей оперативной работы, а только отдельных ее элементов.
| Так как при хронометраже встречаются с неравномерностью в работе, следует определить, при каком количестве циклов отклонения будут взаимно погашаться. Очевидно, что ограничиться небольшим количеством наблюдений нельзя, т.к. результаты могут быть случайными, однако, начиная с определенного числа, увеличение мало повышает степень достоверности, одновременно увеличивая трудоемкость наблюдения в прямой пропорции. | ||
| Это система показателей, характеризующих ресурсы рабочего времени работающих, их распределение по видам затрат и использования. Данный баланс составляется с целью выявления резервов роста производительности труда за счет более рационального использования фонда рабочего времени и определения численности рабочих. Определение ресурсов построено на учете численности персонала по группам и вычислении эффективного фонда рабочего времени, рассчитанного на одного среднесписочного работника в год. Для определения эффективного фонда учитывают календарное время, номинальное число рабочих дней, невыходы на работу, среднюю продолжительность рабочего дня, число часов работы в день и т. д. В свою очередь, распределение рабочего времени по видам работ позволяет судить о способах использования времени и их эффективности, достаточности времени (напр., время на выпуск качественной и комплектной продукции или продукции, признанной браком, и т. д.). Баланс рабочего времени может разрабатываться в пределах предприятия, цеха, группы работников и применительно к отдельному работнику в расчете на день, неделю, месяц, календарный год. Виды баланса рабочего времени: · Фактический · Плановый · Нормативный Этапы составления баланса: 1. Расчет среднего фактического числа рабочих дней; 2. Установление средней продолжительности рабочего дня; 3. Определение полезного, эффективного фонда рабочего времени в часах. На первом этапе определяется 3 фонда времени: календарный, номинальный и реальный. Полезный эффективный фонда рабочего времени среднемесячного рабочего в часах определяется как произведение числа рабочих дней на фактическую среднюю продолжительность рабочего дня. Понятие «Баланс рабочего времени» широко распространено в научной организации труда. | ||
Дата добавления: 2018-02-18; просмотров: 721; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!