ОПИСАНИЕ ВОЗМОЖНЫХ СПОСОБОВ УСТРАНЕНИЯ ИЗНОСОВ ВАЛА
ВВЕДЕНИЕ
Мясная промышленность в России является самым крупным сектором продовольственного рынка, представляет собой рынок мяса и мясных продуктов. Роль этого рынка определена не только растущим производством, спросом и потреблением мясных продуктов, но и значимостью мяса в качестве основного источника белка животного происхождения для рациона человека. В настоящее время мясная отрасль является крупнейшей отраслью пищевой индустрии, которая занимается выпуском широкого ассортимента продукции пищевого, технического и медицинского характера.
В общей массе предприятий мясной промышленности можно выделить более 80% предприятий, которые представляют собой мясокомбинаты. Современное состояние мясной промышленности характеризуется требованием к совершенствованию существующих технологий, которые необходимы для роста эффективности переработки скота и птицы и выпуска мясопродуктов.
Варёные колбасы — вид колбасных изделий в оболочке из мясного фарша с добавлением шпика, соли, пряностей и других продуктов, подвергнутых в процессе приготовления обжариванию, варке и искусственному охлаждению. Является источником полноценных белков, животного жира, необходимых минеральных солей и витаминов. При производстве вареных колбас в исходном сырье в максимальной степени сохраняются все компоненты, необходимые для развития организма человека и поддержания его жизнедеятельности.
|
|
|
ХАРАКТЕРИСТИКА ОБЪЕКТА ПРОИЗВОДСТВА
Колбасные изделия – продукты, изготовленные из мясного фарша (в оболочке или без нее) и подвергнутые тепловой обработке.
Вареные колбасные изделия имеют нежную консистенцию. Содержат 55…75% влаги и 1,8…3,5% поваренной соли. Вареные колбасы в зависимости от используемого сырья подразделяют на товарные сорта: высший, первый и второй.
Колбаса вареная казачья изготавливается из свинины жилованной первого сорта, свинины жилованной нежирной, шпика хребтового бокового, пшеничкой муки или крахмала. Также в изготовление данной колбасы входят пряности, такие как: соль поваренная пищевая, нитрит натрия, перец красный молотый, горчица, свежий очищенный измельченный чеснок. Хранится и реализуется как в естественных, так и в искусственных оболочках, что придает колбасе форму, предупреждает от загрязнений и повреждений. Оболочка должна быть сухой, крепкой, без плесени, плотно прилегающей к фаршу.
Сырье для изготовления колбасы должно быть качественным, проверенным санитарно-ветеринарной службой.
Батоны готовой колбасы должны быть чистыми, сухими, без повреждений, пятен, слизи, наплывов фарша и отеков.
|
|
|
Фарш на разрезе должен быть однородным розового или светло-розового цвета.
Запах и цвет-соответствующий данной колбасе, с соответствующим привкусом пряностей, в меру соленый, без посторонних примесей. Не допускается присутствие бактерий группы кишечной палочки, сальмонелл и др.
Характеристика изделия приведена в таблице 1.1.
Таблица 1.1. – Характеристика вареной колбасы казачьей высшего сорта (ТУ 10 РСФСР 889)
| Наименование параметра | Характеристика и нормы |
| Вид фарша на разрезе | Розовый или светло-розовый фарш, равномерно перемешан |
| Оболочки | Синюги говяжьи и бараньи; круга говяжьи №4 и 5; черевы говяжьи свиные диаметром не менее 37 мм; искусственные диаметром 65…120 мм |
| Форма, размер и вязка батонов | Прямая или изогнутая, длина до 50 см. Прямые батоны с двумя поперечными перевязками через каждые 5 см; батоны в черевах, открученные в виде полуколец с внутренним диаметром 15…25 см |
| Массовая доля поваренной соли, % не более | 0,8 |
| Массовая доля влаги, % не более | 65 |
| Массовая доля нитрита натрия, % не более | 0,0013 |
| Выход, % к массе несоленого сырья | 106 |
2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАРЕНОЙ КОЛБАСЫ КАЗАЧЬЕЙ ВЫСШЕГО СОРТА
2.1. Расчет потребности в сырье и других добавок для производства колбасы
|
|
|
Рецептура вареной колбасы казачьей приведена в таблице 2.1.
Таблица 2.1. – Рецептура вареной колбасы казачьей высшего сорта (ТУ 10 РСФРС 889)
| Наименование сырья | Количество, кг на 100 кг мяса |
| Свинина жилованная 1 сорта | 30 |
| Свинина жилованная нежирная | 20 |
| Шпик хребтовый боковой | 45 |
| Мука пшеничная или крахмал | 5 |
| Соль поваренная пищевая | 2,4 |
| Нитрит натрия | 0,0038 |
| Перец красный молотый | 0,2 |
| Горчица | 0,2 |
| Чеснок свежий очищенный измельченный | 0,5 |
Расчет сырья необходимо вести отдельно для каждого колбасного изделия, исходя из рецептуры его изготовления и выхода готовой продукции.
Общее количество основного сырья, потребного для изготовления колбасных изделий А, кг/смену:
где В - количество колбасного изделия, вырабатываемого в смену, кг;
С - выход готовой продукции к массе сырья, %.

Количество основного сырья по видам, D, кг/смену, определяют по формуле:

где K – норма расхода сырья на 100 кг общего количества основного сырья, кг.
Свинина жилованная первого сорта:

Свинина жилованная нежирная:

Шпик хребтовый боковой:

Мука пшеничная или крахмал:

Соль поваренная пищевая:
|
|
|

Нитрит натрия:

Перец красный молотый:

Горчица:
Чеснок свежий очищенный измельченный:

Общее количество необходимого сырья: Dобщ = 2924,3 кг/смену
Требуемое количество свинины на костях для производства колбасных изделий подсчитывается по формуле:
где D – необходимое количество жилованной свинины для колбасы, кг;
Т – выход жилованного мяса или сырья для копченостей, % к массе на костях (для свинины – 73)
Свинина жилованная 1 сорта:
Свинина жилованная нежирная:

Определим количество мяса в процентном соотношении:
Для свинины 1 сорта 30 кг = 60%
Для свинины нежирной 20 кг = 40%
Определим количество соли для свинины разных сортов:
Для свинины 1 сорта: 40,8 кг
Для свинины нежирной: 27,2 кг
Находим массу мясных ингредиентов по формуле:


Определим количество воды для солевого раствора для свинины по формуле:

Находим количество воды, идущее отдельно на свинину разных сортов:
Для свинины 1 сорта: 212,25 кг
Для свинины нежирной: 141,5 кг
Определяем массу соленого сырья:


Результаты расчетов по определению количества сырья для производства вареной колбасы казачьей с производительностью цеха 3000 кг/смену представлены в таблице 2.2.
Таблица 2.2. – Результаты расчетов сырья
| Название | Масса, кг |
| Свинина жилованная 1 сорт | 849 |
| Свинина жилованная нежирная | 566 |
| Шпик хребтовой боковой | 1273,6 |
| Мука пшеничная или крахмал | 142 |
| Соль поваренная пищевая | 68 |
| Нитрит натрия | 0,1 |
| Перец красный молотый | 5,7 |
| Горчица | 5,7 |
| Чеснок свежий очищенный измельченный | 14,2 |
| Вода | 353,75 |
| Итого | 2924,3 |
2.2. Краткое описание производственного процесса
На основе изучения и анализа типовых процессов, литературы, с учетом особенностей заданного вида колбасного изделия вырабатываем технологическую инструкцию по производству вареной колбасы казачьей.
ОПИСАНИЕ ВОЗМОЖНЫХ СПОСОБОВ УСТРАНЕНИЯ ИЗНОСОВ ВАЛА
Изношен вал подшипникового узла привода куттера.
Материал вала: сталь 50, HRCЭ - 45.
Дефекты вала: Износ шеек  40мм под подшипники качения. Величина износа 0,3мм на диаметр.
40мм под подшипники качения. Величина износа 0,3мм на диаметр.
Возможными способами восстановления износа вала являются: наплавка под слоем флюса, напекание металлических порошков, электроконтактная приварка ленты.
Наплавка под слоем флюса
Наплавкой металла (Рисунок 3.1.) называют процесс, во время выполнения которого на поверхность заготовки при помощи сварочного оборудования наносится слой металла.
Существует несколько видов наплавки металла, различаемых по своим техническим характеристикам:
· по степени механизации процесса наплавка может быть ручной, механизированной, автоматизированной и автоматической;
· по тому способу, которым металл в процессе наплавки защищается, выделяется наплавка под слоем флюса, наплавка под предварительно расплавленным покрытием электрода, которая, в свою очередь, может производиться в вакууме или в среде защитного газа.
· по самому характеру процесса наплавка может быть непрерывной или прерывистой.
Наплавка под слоем флюса представляет собой процесс, во время которого сварочная дуга между сварочным электродом и металлической деталью защищается с помощью слоя предварительно расплавленного флюса - толщина слоя при этом может колебаться от 20 до 40 миллиметров. Стоит отметить, что до расплавленного состояния флюс доводится при помощи той же сварочной дуги.
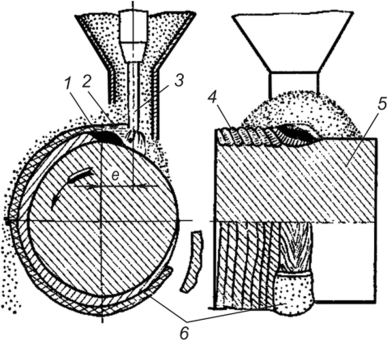
Рисунок 3.1. – Наплавка под слоем флюса
1 - ванночка жидкого металла; 2 - расплавленный шлак; 3 - электродная проволока; 4 - покрытие; 5 - заготовка; 6 - шлаковая корка; е - смещение электрода с зенита
Такая защита необходима для того, чтобы оградить металл от воздействия окружающего воздуха, предотвращая, таким образом, возникновение окисления металла кислородом. Кроме того, слой флюса выполняет и еще одну задачу – он не позволяет расплавленному металлу разбрызгиваться и сохраняет тепло. Таким образом, флюс позволяет добиться экономии металла и повышает производительность труда сварщика.
При проведении наплавки под слоем флюса, как правило, в качестве электрода выступает сварочная проволока, не имеющая покрытия. Диаметр проволоки выбирается в зависимости от задач, поставленных перед сварщиком, и может варьироваться от 1 до 6 миллиметров
Производительность наплавки под флюсом одним электродом составляет 9 — 15 кг/ч, а лентой 5 — 30 кг/ч.
Сварочные флюсы и электродные проволоки. Сварочным флюсом (ГОСТ 9087 — 81) называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.
К флюсам для автоматической и полуавтоматической сварки предъявляют ряд следующих требований:
· обеспечение стабильности горения дуги в процессе сварки;
· получение заданного химического состава наплавленного металла;
· обеспечение требуемого формирования металла;
· получение швов без трещин и с минимальным (допустимым) числом шлаковых включений и пористостью;
· обеспечение легкой отделяемости шлаковой корки от поверхности наплавленного металла.
В таблице 3.1 представлены режимы параметров тока на электроде при ручной дуговой сварке и сварке под слоем флюса.
Таблица 3.1. – Сила и плотность тока на электроде при ручной дуговой сварке и сварке под слоем флюса
| Диаметр электрода или проволоки, мм | Ручная дуговая сварка | Автоматическая сварка под флюсом | ||
| Сила тока, А | Плотность тока, А/мм2 | Сила тока, А | Плотность тока, А/мм2 | |
| 5 | 190-350 | 10-18 | 700-1000 | 35-50 |
| 4 | 125-200 | 10-16 | 500-800 | 40-63 |
| 3 | 80-130 | 11-18 | 350-600 | 50-85 |
| 2 | 50-65 | 16-20 | 200-400 | 63-125 |
Решение этих задач связано с составом свариваемого материала и используемой электродной проволоки. Поэтому используемые для наплавки флюсы весьма разнообразны.
Химический состав наплавленного металла формируется в результате расплавления основного и электродного материалов, а также зависит от степени защиты от воздуха. Степень защиты от воздуха определяется как образующимся в результате горения дуги шлаковым куполом над реакционной зоной, так и высотой слоя твердых частиц флюса над этой зоной. Высота слоя насыпаемого на место сварки флюса с определенным гранулометрическим составом частиц зависит от режимов сварки. Для наиболее распространенных флюсов, применяемых при сварке (наплавке) конструкционных малоуглеродистых и малолегированных сталей, которые широко используются в автомобильном производстве, рекомендации по количеству флюса, насыпаемого на место сварки, приведены в табл. 3.2.
Таблица 3.2. – Высота слоя флюса и грануляции частиц для сварки на различных режимах
| Сварочный ток, А | Необходимая высота слоя флюса, мм | Предел грануляции частиц, мм |
| 200 | 25-35 | 0,25-1,6 |
| 400 | 25-35 | 0,25-1,6 |
| 600 | 35-40 | 0,25-1,6 |
| 800 | 35-40 | 0,4-2,5 |
| 1000 | 45-60 | 0,4-2,5 |
Флюсы классифицируют по следующим основным признакам:
1. Назначению: флюсы общего назначения применяют для сварки и наплавки углеродистых и низколегированных сталей; флюсы специального назначения применяют для специальных способов сварки, таких как электрошлаковая сварка, сварка легированных сталей и т. д.
2. Способу изготовления: плавленые, т. е. получаемые сплавлением шихты в электрических или пламенных печах, и неплавленые — т. е. изготовленные без расплавления шихты. К неплавленым относятся флюсы, изготовленные измельчением и смешиванием отдельных компонентов, а также керамические флюсы, которые получают смешиванием порошкообразных шлакообразующих, легирующих, раскисляющих и других компонентов.
3. Химическому составу: оксидные флюсы, состоящие из окислов металлов и фтористых соединений, применяемые для сварки и наплавки углеродистых и низколегированных сталей; солевые флюсы, состоящие из фтористых и хлористых солей, применяемые для сварки активных металлов; солеоксидные флюсы, применяемые при сварке и наплавке высоколегированных сталей.
4. Химическому составу шлакообразующей части: кислые флюсы, содержащие кислые окислы SiO2 и TiO2; нейтральные флюсы, содержащие в основном фториды и хлориды; основные флюсы, содержащие окислы основного характера, такие как СаО, МgО и FеО.
Плавленые флюсы различают по строению частиц: стекловидные, пемзовидные и кристаллические флюсы.
По размеру частиц (зерен) флюсы делятся на: тонкозернистые (с зерном доО,8мм); мелкозернистые (0,1 — 1,6 мм); среднезернистые (0,25 — 3,0 мм) и крупнозернистые (0,35 — 5,0мм).
Плавленые флюсы различают по содержанию в них окислов различных элементов. По количеству окиси кремния флюсы разделяются на: высококремнистые (38 — 44% SiO2); низкокремнистые (до 0,5 SiO2); бескремнистые. По содержанию окиси марганца на: высокомарганцевые (более 30 % MnО); среднемарганцевые (15 — 30 % МnО); низкомарганцевые (менее 0,5 % МnО).
Таблица 3.3. – Некоторые флюсы, применяемые при сварке углеродистых и малолегированных сталей
| Марка флюса | Химический состав флюса по массе, % | |||||||||
| SiO2 | MnO | CaF2 | CaO | MgO | ||||||
| ОСЦ-45 | 38-44 | 38-47 | 6-9 | ≤6,5 | ≤2,5 | |||||
| АН-348А | 41-44 | 34-38 | 4-5,5 | ≤6,5 | 5,5-7,5 | |||||
| АН-348АМ | 41-44 | 34-38 | 3,5-4,5 | ≤6,5 | 5-7,5 | |||||
| ОСЦ-45М | 38-44 | 38-47 | 6-9 | ≤6,5 | ≤2,5 | |||||
| ФЦ-9 | 37-42 | 36-41 | 2-3 | ≤5 | ≤2 | |||||
| АН-51 | 31-33 | 5-6,5 | 7-8,5 | 12-15 | 14-17 | |||||
| Марка флюса | Химический состав флюса по массе, % | |||||||||
| Al2O3 | B2O3 | Mn2O3 | TiO2 | FeO | Fe2O3 | S | P | |||
| Не более | ||||||||||
| ОСЦ-45 | 
| - | - | - | - | 2 | 0,15 | 0,15 | ||
| АН-348А | 
| - | 0,1-0,3 | - | - | 2 | 0,15 | 0,12 | ||
| АН-348АН |
| - | 0,1-0,3 | - | - | 2 | 0,15 | 0,12 | ||
| ОСЦ-45М |
| - | - | - | - | 2 | 0,15 | 0,10 | ||
| ФЦ-9 | 9-13 | - | - | - | 1,5 | - | 0,15 | 0,10 | ||
| АН-51 | 21-23 | - | - | 1,5-2,5 | 1,5 | - | 0,15 | 0,05 | ||
Высококремнистые плавленые флюсы предназначены в основном для сварки и наплавки деталей из углеродистых и низколегированных сталей (Таблица 3.4.). Наиболее широко в ремонтном производстве для восстановления деталей наплавкой используют высококремнистые марганцовистые флюсы ОСЦ-45, ОСЦ-45М, АН-348А и АН-348АМ.
Чтобы уменьшить окисление металла в результате его реакций с флюсом, для сварки легированных сталей используют флюсы с ограниченной концентрацией окиси кремния и окиси марганца. Состав некоторых таких флюсов приведен в таблице 3.4.
Более эффективным способом легирования через флюсы является введение в их состав свободных металлических составляющих. В этих случаях флюс представляет собой смесь металлических и неметаллических составляющих. Такие флюсы называют керамическими. Составы керамических флюсов могут быть весьма разнообразными, включающими различные окислы, карбонаты, галогениды, металлические порошки, различные сложные соединения и связующие. В качестве основного вида связующего обычно используют жидкое стекло.
Таблица 3.4. – Состав флюса для сварки легированных сталей
| Марка флюса | Химический состав флюса по массе, % | |||||||||
| SiO2 | MnO | CaF2 | CaO | MgO | Al2O3 | К2О +Na2O | FeO | S | P | |
| Не более | ||||||||||
| АН-10 | 20-23 | 29-33 | 18-24 | 3-7 | 1,2 | 19-21 | 0,4-0,6 | 12 | 0,15 | 0,2 |
| АН-15 | 24-29 | 1,8-2,2 | 20-22 | 14-18 | 9-10 | 22-25 | - | 0,8 | 0,03 | 0,03 |
| АН-22 | 18-21 | 6-9 | 20-24 | 12-15 | 11-15 | 19-23 | - | 1 | 0,06 | 0,06 |
| АН-30 | 2-5 | 0,5 | 19-23 | 16-20 | 13-16 | 39-44 | - | 1 | 0,08 | 0,05 |
Чаще применяют флюсы АНК -18 и АНК -19. Например, химический состав металла, наплавленного недорогой низкоуглеродистой электродной проволокой СЬ-08 под слоем флюса АНК-19 содержит: 0,49% С; 0,66% Мn; 0,34% Si; 3,15 % Сr. При этом твердость наплавленного металла лежит в пределах ИКС 45 — 49.
Электродная проволока для сварки под флюсом выпускается по Государственному стандарту, который распространяется на горячекатаную и холоднокатаную проволоку из углеродистых, легированных и высоколегированных сталей. В ГОСТе указывается диаметр проволоки, химический состав, размеры мотков и другие данные. Примерный химический состав материала проволоки можно определить по буквам и цифрам, входящим в обозначение марки проволоки. Сварочная проволока имеет индекс "СЬ", а наплавочная "Нп". Цифры указывают среднее содержание углерода в сотых долях процента. Марку проволоки выбирают в соответствии с химическим составом свариваемой стали.
Наплавочную проволоку разделяют на три группы: из углеродистой стал и типа Нп-30, Нп-40, Нп-80 и другие, всего 8 марок; из легированной стали, например, Нп-ЗОХ5, Нп-ЗОХГСА, всего 11 марок; из высоколегированной стали, например, Нп-4X13, Нп-45Х4ВЗФ, Нп-45Х2В8Т, всего 9 марок.
Для наплавки под слоем флюса используют также и порошковые проволоки марки ПП-ЗХ2В8, ПП-10ХВ14.
Качество сварного соединения и наплавленной детали во многом определяется режимами наплавки, которые характеризуются размером сварочного тока, напряжением, родом тока и его полярностью, скоростью сварки, диаметром и скоростью подачи электродной проволоки: К дополнительным параметрам, режима относится вылет электрода, наклон электрода к наплавляемой поверхности, марка флюса. Параметры режима наплавки выбирают исходя из толщины слоя наплавляемого металла, размеров детали, требуемой формы наплавляемого валика. Режим сварки выбирают по экспериментальным таблицам или расчетом.
В таблицах 3.5. и 3.6. приведены режимы наплавки плоских и цилиндрических деталей.
Таблица 3.5. – Режимы наплавки цилиндрических деталей под слоем флюса
| Диаметр детали, мм | Сила тока А, при диам. электрода, мм | Напряжение, В | Скорость наплавки, м/ч | Скорость подачи электрода, м/ч | Шаг наплавки, мм/об | |
| 1,2-1,6 | 2-2,5 | |||||
| 50-60 | 120-140 | 140-160 | 26-28 | 16-24 | 77 | 3 |
| 65-75 | 150-220 | 180-220 | 26-28 | 16-28 | 17 | 3,5-4 |
| 80-100 | 180-200 | 230-280 | 28-30 | 16-30 | 104 | 4 |
| 150-200 | 230-250 | 300-350 | 30-32 | 16-32 | 140 | 5 |
| 250-300 | 2270-300 | 350-380 | 30-32 | 16-35 | 200 | 6 |
Таблица 3.6 – Режимы наплавки под слоем флюса плоских поверхностей
| Износ поверхности, мм | Диаметр электрода, мм | Сила тока, А | Напряжение, В | Скорость наплавки, м/ч | Скорость подачи электрода, м/ч |
| 2-3 | 1,6-2 | 160-220 | 30-32 | 20-25 | 100-125 |
| 2-4 | 1,6-2 | 320-250 | 32-34 | 25 | 150-200 |
| 4-5 | 2-3 | 350-460 | 32-34 | 20-25 | 180-210 |
| 5-6 | 4-5 | 650-750 | 34-35 | 25-30 | 200-250 |
Таблица 3.7. – Режимы наплавки порошковой проволокой
| Марка проволоки | Диаметр, мм | Ток, А | Напряжение, В | Скорость наплавки, м/ч | Защитная среда | Твердость после наплавки НRC |
| ПЛ-АН103 | 2,5-3 | 260-320 | 22-24 | 18-25 | Флюс АН-20 | 40-44 |
| ПЛ-АН104 | Флюс АН-20 | 40-44 | ||||
| ПЛ-АН120 | 2,5 | 120-130 | 19-20 | 30-35 | Флюс АН-348НВ | 300-350 |
Для восстановления деталей наплавкой под слоем флюса наиболее широко используется специальная установка РМ-УН5. Предназначена для наплавки деталей длинной до 4 м, диаметром до 1200 мм, массой до 5 т.
Конструкция установки позволяет наплавлять широкую номенклатуру цилиндрических деталей, включающую ролики рольгангов, валы и валки различных типоразмеров и назначения, крановые колеса, тормозные шкивы и многое другое. Наплавку можно производить цельнотянутой и порошковой проволокой, а также различного типа лентами под флюсом или самозащитными материалами. Установка отличается от аналогов наличием более объемного флюсобункера наплавочного автомата, флюса в котором хватает на наплавку без перерыва и дозагрузки на одну рабочую смену, а также наличием механизма удаления шлака, вибрационного конвейера для уборки с разделением флюса и шлака, и системы подачи просеянного флюса в флюсобункер для повторного использования.
Дата добавления: 2021-05-18; просмотров: 143; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!