Удельный коэффициент расхода ацетилена на 1 мм толщины свариваемого металла
Составить конспект ,выписав все режимы сварки их определение и зарисовать все рисунки
ВЫБОР РЕЖИМОВ ГАЗОВОЙ СВАРКИ
Режим сварки -- совокупность параметров процесса, обусловливающих возможность сварки данного соединения из металла заданной марки и толщины в пространственных положениях, определяемых конструкцией изделия.
Основными параметрами газовой сварки являются вид и мощность пламени, диаметр присадочной проволоки и скорость сварки.
Вид пламени зависит от свариваемого материала: нормальным пламенем сваривают углеродистые и легированные стали, науглероживающим -- чугун и окислительным -- латуни. Выбор нужного вида пламени осуществляется по характеру его свечения.
Мощность пламени горелки, выбираемая в соответствии с толщиной свариваемого металла и его теплофизическими свойствами, определяется расходом ацетилена, необходимым для его расплавления. Чем толще свариваемый металл и выше его теплопроводность (как, например, у меди и ее сплавов), тем больше должна быть мощность пламени. Ее регулируют ступенчато -- подбором наконечника горелки и плавно – вентилям.
Для данного вида работ выбират инжекторную горелку малой мощности ГС-2, так как ее применяют для сварки металла малой толщины. Горелку выпускают в комплекте с четырьмя наконечниками (0,1,2,3). Она снабжена игольчатыми ацетиленовым и кислородным вентилями, которые обеспечивают точную регулировку газов.
|
|
|
Номер наконечника 2, так как горелкой с этим наконечником можно сваривать металл толщиной 1,0 -2,0 мм. Номер мундштука также 2, для данного наконечника подходит данный мундштук.
Рабочее давление кислорода должно быть 0,2 - 0,5МПа. Но если оно будет больше данного, то пламя будет жесткое и металл будет очень быстро расплавляться и прожигать дыры в металле, а если давление будет меньше данного, то пламя будет мягким, дольше будет нагреваться, будут частые хлопки и обратные удары. Рабочее давление ацетилена должно быть 1 -7кПа. Если оно будет меньшим, то будут частые хлопки и обратные удары, а если больше, то пламя будет жестким.
Диаметр шлангов выбирается в зависимости от вида горелки, так как у горелок разной мощности диаметры штуцеров и ввернутых в них ниппелей разные. Для данной горелки требуются шланги с внутренним диаметром 6,3 мм.
Для расплавления зазора между кромками свариваемого металла и образование валика шва в сварочную ванну вводят присадочную проволоку, того же состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки. Перед сваркой проволока должна быть очищена от влаги, грязи, ржавчины, масла, краски.
Выбор диаметра присадочной проволоки осуществляется в зависимости от толщины свариваемого металла и способа сварки. При сварке низко- и среднеуглеродистых сталей диаметр присадочной проволоки, мм, для левого способа сварки определяется по формуле:
|
|
|
dп = s/2 + 1,
а для правого --
dп = s/2, где s -- толщина свариваемого металла, мм.
Скорость сварки устанавливается сварщиком в соответствии со скоростью плавления кромок детали.
Техника сварки
Техника сварки -- совокупность способов, приемов и манипуляций, осуществляемых сварщиком для формирования высококачественного шва.
При газовой сварке составными элементами техники сварки являются:
* угол наклона мундштука горелки к поверхности свариваемых кромок;
* способ сварки;
* манипуляции мундштуком горелки и присадочной проволокой при движении пламени вдоль шва.
Угол наклона мундштука горелки к поверхности свариваемых кромок выбирает сварщик в зависимости от толщины металла и его теплофизических свойств. Для низкоуглеродистых сталей такая взаимосвязь может быть представлена в следующем виде:
Режим сварки зависит от вида свариваемого металла, габаритных размеров и формы изделия.
Способ сварки определяется толщиной металла, положением шва в пространстве и т. д. В зависимости от направления движения горелки существует два способа газовой сварки — левый и правый. При левом способе (рис. 3.9, а), применяемом наиболее часто, пламя горелки направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Для равномерного прогрева и перемещения сварочной ванны горелке и проволоке сообщают колебательные движения поперек шва исходя из того, чтобы при движении горелки в одну сторону проволока двигалась бы в противоположную сторону. Левый способ целесообразно применять при сварке металлов малых толщин (до 4—5 мм), а также металлов со сравнительно низкой температурой плавления. При левом способе обеспечивается лучшее формирование металла шва.
|
|
|
При правом способе (рис. 3.9, б) сварки пламя направляют на уже сваренную часть шва, а проволоку перемещают вслед за пламенем по спирали, при этом конец ее не вынимают из ванны расплавленного металла. Горелку перемещают прямолинейно. Поперечные колебания сообщают горелке только при правом способе сварки деталей большой толщины. Применение правого способа сварки повышает производительность процесса при одновременном снижении удельного расхода газов за счет более полного использования теплоты пламени, а также уменьшает коробление металла из-за большей концентрации нагрева.
|
|
|
Присадочная проволока должна соответствовать основному металлу по механическим свойствам и химическому составу. Диаметр ирисадочной проволоки d зависит от выбранного способа сварки и толщины основного металла S. Для правого способа сварки d = 5/2; для левого способа сварки d= S/2 +1.
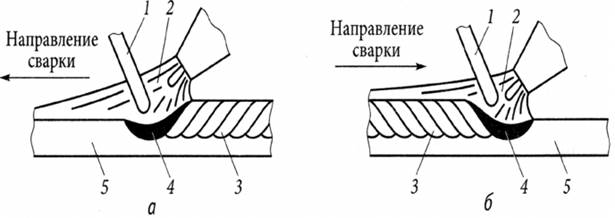
Рис. 3.9. Способы сварки: а — левый; б — правый; 1 — присадочный пруток; 2 — газовое пламя; 3 — шов; 4 — сварочная ванна;
5 — свариваемый металл
Определяющим параметром газовой сварки является номер наконечника горелки, который обеспечивает необходимую мощность пламени. Мощность пламени в зависимости от толщины свариваемого металла и его теплофизических свойств определяется по формуле:

где М — мощность пламени, С — удельный тепловой коэффициент расхода газа
на 1 мм толщина металла, S — толщина свариваемого металла.
Удельный тепловой коэффициент расхода ацетилена на 1 мм толщины свариваемого металла определяется по табл. 3.1. Непосредственный номер наконечника выбирают по табл. 3.2, в которой представлены технические характеристики инжекторных горелок (ГОСТ 1077-79Е).
Дополнительными параметрами газовой сварки, влияющими на качество и геометрические параметры сварного шва, являются скорость сварки, вид пламени, угол наклона наконечника, расстояние от ядра пламени до дна сварочной ванны.
Скорость сварки следует по мере необходимости изменять, так как при неизменной скорости сварки можно перегреть или, что еще хуже, пережечь металл и получить прожог.
Удельный коэффициент расхода ацетилена на 1 мм толщины свариваемого металла
Таблица 3.1
| Показатель | Свариваемый металл | ||||||||
| Углеродистая сталь | Легированная сталь | Чугун | Медь | Латунь | Алюминий и его сплавы | Цинк | Бронза | ||
| Удельный расход (л/ч) на 1 мм толщины металла | Ацетилен | 100—130 | 75 | 100—120 | 150—200 | 100—130 | 75 | 15—20 | 70—150 |
| кислород | 110—140 | 80—85 | 90—110 | 165—220 | 135—175 | 80—85 | 20—25 | 80—165 | |
| Соотношение ацетилена и кислорода
 Мы поможем в написании ваших работ! | |||||||||