Примеры выполнения схем калибров на расположение осей отверстий
Пример 3.
Выполнить схемы контролируемого изделия и калибра для контроля расположения осей отверстий: вид расположения отверстий — Ш; диаметр отверстий - 7Н14; количество отверстий - 3; позиционный допуск осей отверстий Тр = 0,20 мм.
Рассчитанные предельные размеры измерительных пробок калибра типаIII: dko max = 6,83 мм; dko min = 6,82 мм.
Предельные отклонения размеров между осями двух любых пробок калибра:
d L S = Тр/1,4 = 0,02/1,4 = 0,014 мм.
Предельные отклонения осей пробок от общей плоскости:
d у = 0,5 d LZ = 0,5 * 0,014 мм = 0,007 мм.
Схема контролируемого изделия представлена на рисунке 3.
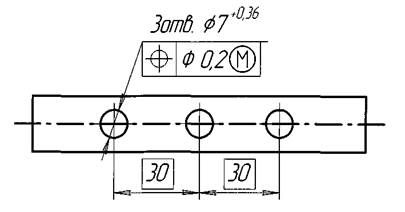
Рисунок 3 - Схема контролируемого изделия
Схема калибра для контроля расположения осей отверстий на рисунке 4.
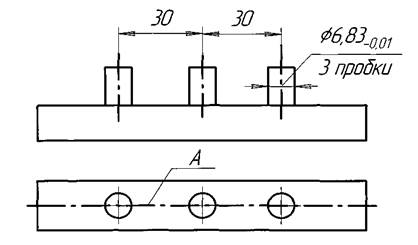
Рисунок 4 - Схема калибра для контроля расположения осей отверстий
Пример 4.
Выполнить схемы контролируемого изделия и калибра для контроля расположения осей отверстий: вид расположения отверстий -Ша: диаметр отверстий 12Н14, количество отверстий – 3, позиционный допуск осей отверстий Тр = 0,80 мм.
Рассчитанные предельные размеры измерительных пробок калибра типа Ша: d k max = 11,27 мм; d k min = 11,25 мм.
Предельные отклонения размера между осью каждой пробки и базы:
d L S = Т p /2,8 = 0,03/2,8 = 0,011 мм.
Предельные отклонения осей пробок от общей плоскости:
d y = d L =0;011 мм.
Схема контролируемого изделия представлена на рисунке 5.
|
|
|
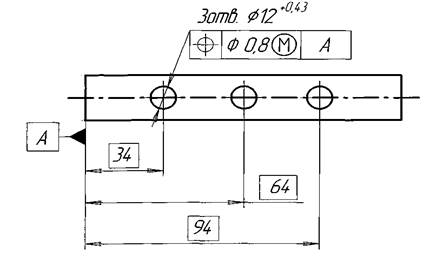
Рисунок 5 - Схема контролируемого изделия представлена на рисунке 6
Схема калибра для контроля расположения осей отверстий представлена на рисунке 6.
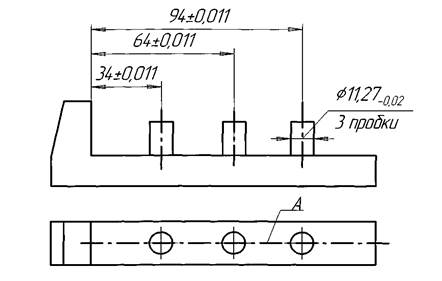
Рисунок 6 - Схема калибра для контроля расположения осей отверстий
Пример 5.
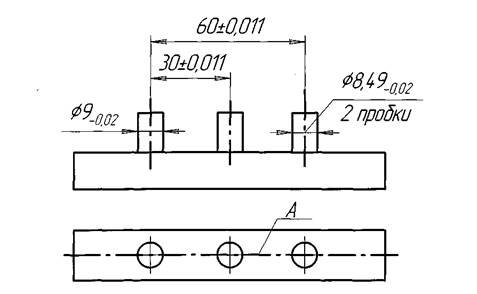
Выполнить схемы контролируемого изделия и калибра для контроля расположения осей отверстий: вид расположения отверстий III б ; диаметр отверстий - 9Н14; количество отверстий - 3, в т.ч. одно отверстие базовое; позиционный допуск осей отверстий Тр = 0,6 мм (позиционный допуск базового отверстия равен нулю).
Рассчитанные предельные размеры базовой пробки калибра тина III б :
dko max = 9,0 мм; dko min = 8,98 мм.
Рассчитанные предельные размеры измерительных пробок калибра
типа III б : - dk max = 8,49 мм; dko min = 8,47 мм.
• Предельные отклонения размера между осью базовой пробки и осью каждой измерительной пробки:
d L = Тр/2,8 = 0,03/2,8 = 0,011 мм.
Предельные отклонения осей пробок от общей плоскости:
d у = d L=0,011мм.
Схема контролируемого изделия представлена на рисунке 7.
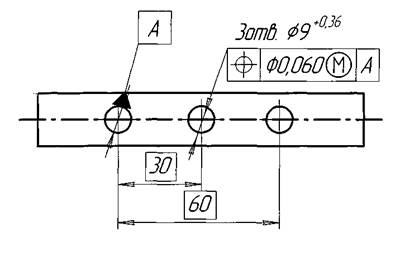
Рисунок 7 - Схема контролируемого изделия
Схема калибра для контроля расположения осей отверстий представ-лена на рисунке 8.
|
|
|
Рисунок 8 - Схема калибра для контроля расположения осей отверстий
Выбор мерительного инструмента для измерений линейных размеров
Различают три вида линейных размеров: наружные (валы); внутренние (отверстия); размеры элементов, не относящихся к отверстиям и валам (глубины и высоты уступов и т.п.).
Для измерения линейных размеров применяют различные универсальные и специальные измерительные средства. Конструкции этих средств приведены в специальной литературе.
Студенту необходимо обоснованно выбрать универсальные измерительные средства для измерения внутреннего (отверстия) и наружного (вала) линейных размеров деталей, изготовленных с заданной точностью (см. табл. 2). Для этого рекомендуется следующий перечень универсальных измерительных средств:
1. Линейка измерительная металлическая (ГОСТ 427-75) с пределами
измерений, мм: 0...150; 0...300; 0...500; 0...1000.
2. Рулетка измерительная металлическая (ГОСТ 7502-80) длиной 1,2, 5, 10, 20, 30, 40, 50, 75, 100 м.
3. Штангенциркуль (ГОСТ 166-80):
а) двухсторонний с глубиномером, тип 1ШД-1: величина отсчета по нониусу - 0,1 мм; диапазон измерения - до 125 мм;
б) двухсторонний, тип ШЦ-II: величина отсчета по нониусу - 0,05
или 0,1 мм; диапазон измерения - до 160 мм и до 250 мм;
|
|
|
в) односторонний, тип ШЦ-III: величина отсчета по нониусу - 0,05мм с диапазоном измерения до 160 мм и до 250 мм; величина отсчета по
нониусу 0,1 мм с диапазоном измерения — 250...630; 320... 1000; 500... 1600; 800...2000 мм.
4. Микрометр гладкий (ГОСТ 6507-78),- цена деления 0,01 мм; тип:
МК-25; МК-50; МК-75; МК-100; МК-125; МК-150; МК-175; МК-200; МК- 225; МК-250; МК-275; МК-300; МК-400; МК-500 и МК-600. Диапазон измерений микрометрами: МК-25 - 0...25 мм; МК-50 - 25...50 мм; МК-75 - 50...75 мм и т.п.
5. Скоба индикаторная (ГОСТ 11098-75), цена деления 0,01 м, типы:
СИ-50; СИ-100; СИ-200; СИ-300; СИ-400; СИ-500; СИ-600; СИ-700; СИ-800 и СИ-1000. Диапазон измерения: СИ-50 - 0...50 мм; СИ-100 - 50... 100мм; СИ-200 - 100.. .200 мм и т.п.
6. Скоба микрометрическая, цена деления 0,01 мм; применяется для
измерения наружных размеров до 2000 мм; диапазон измерения конкретной модели скобы зависит от применяемой микрометрической головки; головка типа МГ по ГОСТ 6507-78 имеет диапазон измерения 0...25 мм; установка скобы на нуль осуществляется по установочной мере (рабочему эталону).
7. Нутромер индикаторный (ГОСТ 868-82), цена деления 0,01 мм,
тип: НИ-10; НИ-18; НИ-50А; НИ-100; НИ-160; НИ-250; НИ-700; НИ-1000. Диапазон измерения: НИ-10 - 6...10 мм; НИ-18 - 10...18 мм; НИ-50А -18...50 мм и т.п.
8. Нутромер микрометрический (ГОСТ 10-75), цена деления 0,01 мм,
тип: НМ 50-75; НМ 75-175; НМ 75-600; НМ 150-1250гНМ 800-2500. Диапазон измерения: НМ 50-75 - 50. ..75 мм; НМ 75-175 - 75...175 мм к т.п.
|
|
|
Для измерения наружных и внутренних размеров применяют линейки и штангенциркули. При этом наименьший внутренний размер, измеряемый штангенциркулем ШЦ-1, составляет примерно 4 мм, а ШЦ-II и ШЦ-III - 10мм.
Нутромеры применяют для измерения внутренних размеров. Ос- тальные из вышеперечисленных измерительных средств применяют для измерения только наружных размеров.
При выборе конкретного измерительного средства необходимо учитывать:
а) вид измеряемого линейного размера детали - внутренний или наружный;
б) диапазон измерения согласно технической характеристике измерительного средства;
в) допускаемую погрешность измерения линейного размера 5ДОП.
Установленную ГОСТ 26214-84(см. таблице 5), и предельную погрешность измерения 5пр выбранным измерительным средством (см. таблице 6); при этом должно соблюдаться следующее условие: 6 np S 5ДОП.
Выбранные измерительные средства необходимо указывать в конт-рольной работе в соответствии с принятыми условными обозначениями, например: штангенциркуль ШЦ-П - 160-0,05 ГОСТ 166-89; микрометр МК-25 ГОСТ 6507-78; нутромер НИ-18 ГОСТ 868-82 и т.п.
Примеры выбора универсальных измерительных средств для измерения отверстий и валов приведены в приложении 3 к данным методическим указаниям.
Таблица 5 - Допускаемые погрешности измерения линейных размеров, мм (по ГОСТ 26214-84)
| Интервалы раз-меров, мм | Квалитеты по ГОСТ 6449. 1 -82 | |||||
| 11-й | 12-й | 13-й | 14-й | 15-й | 16-й | |
| ДоЗ | - | 0,03 | 0,04 | 0,07 | 0,10 | 0,15 |
| Св. 3 до 6 | - | 0,04 | 0,05 | 0,08 | 0,10 | 0,20 |
| " 6 - " - 10 | - | 0,04 | 0,06 | 0,10 | 0,15 | 0,25 |
| " 10 - " - 18 | - | 0,05 | 0,08 | 0,12 | 0,20 | 0,30 |
| " 18 - " - 30 | - | 0,06 | 0,09 | 0,16 | 0,20 | 0,35 |
| " 30 - " - 50 | - | 0,06 | 0,10 | 0,18 | 0,25 | 0,40 |
| " 50 - " - 80 | 0,05 | 0,08 | 0,13 | 0,20 | 0,30 | 0,50 |
| " 80 - " - 120 | 0,06 | 0,09 | 0,16 | 0,20 | 0,35 | 0,50 |
| " 120 - " - 180 | 0,06 | 0,10 | 0,18 | 0,25 | 0,40 | 0,60 |
| " 180 - " - 250 | 0,08 | 0,13 | 0,21 | 0,30 | 0,40 | 0,80 |
| " 250 - " - 315 | 0,09 0,10 | 0,16 | 0,23 | 0,35 | 0,50 | 0,90 |
| " 3.15 - " - 400 | 0,10 | 0,16 | 0,23 | 0,35 | 0,60 | 1,00 |
| " 400 - " - 500 | 0,10 | 0,18 | 0,25 | 0,40 | 0,60 | 1,00 |
| " 500 - " - 630 | 0,14 | 0,23 | 0,25 | 0,40 | 0,70 | 1,10 |
| " 630 - " - 800 | 0,15 | 0,26 | 0,30 | 0,50 | 0,80 | 1,30 |
| " 800 - " - 1000 | 0,18 | 0,30 | 0,35 | 0,60 | 0,90 | 1,40 |
| "1000 - " - 1250 | 0,20 | 0,35 | 0,45 | 0,70 | 1,00 | 1,70 |
| " 1250 - " - 1600 | 0,25 | 0,40 | 0,50 | 0,80 | 1,30 | 2,10 |
| " 1600 - " - 2000 | 0,30 | 0,50 | 0,60 | 1,00 | 1,60 | 2,50 |
Таблица 6 - Предельные погрешности измерения линейных размеров универсальными измерительными средствами
| Средства измерения | Предельные погрешности измерения, мм, для диапазона размеров, мм | |||||
| до 50 | св. 50 до 120 | св. 120 до 250 | св. 250 до 500 | св. 500 до 1000 | св. 1000 до 2000 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 Линейка измерительная | 0,50 | 0,5 | 0,50 | 0,50 | 0,50 | - |
| 2 Рулетка измери-тельная | 0,50 | 0,50 | 0,50 | 0,50 | 0,50 | 0,75 |
| 1 Штангенциркуль: с точностью отсчета. 0,1 мм с точнностью отсчета 0,05 мм | О,15 0,20 0.10 0,15 | 0.20 0,25 0.10 0,20 | 0.20 0,30 0.10 0,20 | 0.25 0,30 | 0,30 0,35 | 0.40 0,45 |
| 4 Микрометр глад-кий; скоба микро-метрическая | 0,010 | 0,015 | 0,025 | 0,050 | 0,070 | 0,080 |
| 5 Скоба индикатор-ная | 0,015 | 0,020 | 0,030 | 0,060 | 0,080 | - |
| 6 Нутромер индика-торный | 0,020 | 0,025 | 0,025 | 0,030 | 0,050 | - |
| 7 Нутромер микро-метрический | - | 0,0.15 | 0,020 | 0,030 | 0,040 | 0,075 |
Примечания.
1 Предельные погрешности измерения наружных и внутренних размеров линейкой и рулеткой измерительной одинаковы.
2 Для штангенциркулей в числителе указаны предельные погрешности измерения наружных линейных размеров, а в знаменателе - внутренних линейных размеров.
Чтение чертежей
Прочитать все надписи на чертеже. Чертеж для чтения выберите по таблице 7.
Таблица 7 – Варианты заданий для чтения чертежей
| Вариант задания | Чертеж |
| 1 3 5 7 9 21 23 25 | Рисунок 9 |
| 2 4 6 8 10 12 14 | Рисунок 10 |
| 11 13 15 16 17 20 22 24 | Рисунок 11 |
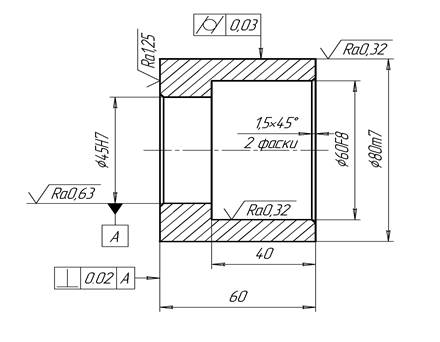
Рисунок 9 – Втулка
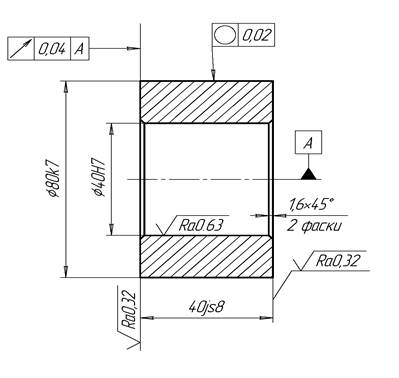
Рисунок 10 - Втулка малая
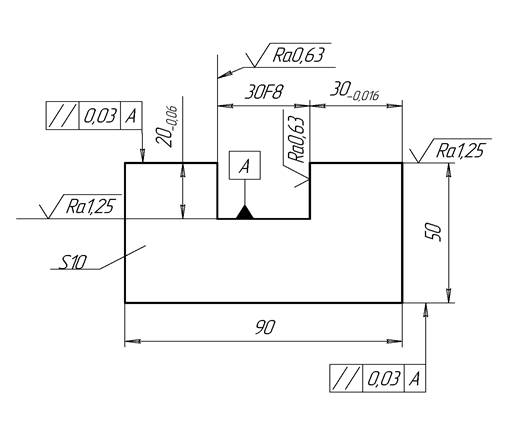
Рисунок 11 - Шаблон
Приложение А
(справочное)
ГОСТ 24853-81

Приложение Б
(справочное)
Список литературы
1 Палей М.А, Допуски и посадки: Справочник: В 2 ч.Ч.1-8-е изд., перераб. и доп.- СПб.: Политехника, 2014.-608с.
2 Анурьев В.И. Справочник конструктора машиностроителя. Том 2. Издание пятое. – М. - 2013 г.-350с.
3 Точность и производственный контроль в машиностроении: Справочник / Под общей редакцией А.К. Кутая. М.: Машиностроение, 2013.- 368 с.
4 ГОСТ Р 1.0-92. Государственная система стандартизация Российской Федера-
ции. Основные положения.
5 ГОСТ 2.307-68. ЕСКД. Нанесение размеров и предельных отклонений.
6. ГОСТ 2.308-79. ЕСКЦ. Указание на чертежах допусков формы и расположе-
ния поверхностей.
7 ГОСТ 2.309-73. ЕСКД. Обозначение шероховатости поверхностей.
8 Кутай А.К., Романов А.Д., Рубинов А.Д.Справочник контрольного мастера.
Л.: Лениздат, 1980. - 304с.
9 Методические указания. Выбор универсальных средств измерений линей-
ных размеров до 500 мм. РД 50-98-86. М.: Издательство стандартов, 1987. - 84с.
10 Бердков В.И.Технические измерения (альбом). М., Высш. школа,1977-232с.
Дата добавления: 2021-07-19; просмотров: 187; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!